Фиг.1
Изобретение относится к обработке материалов резанием, а именно к способам установки деталей в автоматических линиях.
Цель изобретения - сокращение времени на установку деталей.
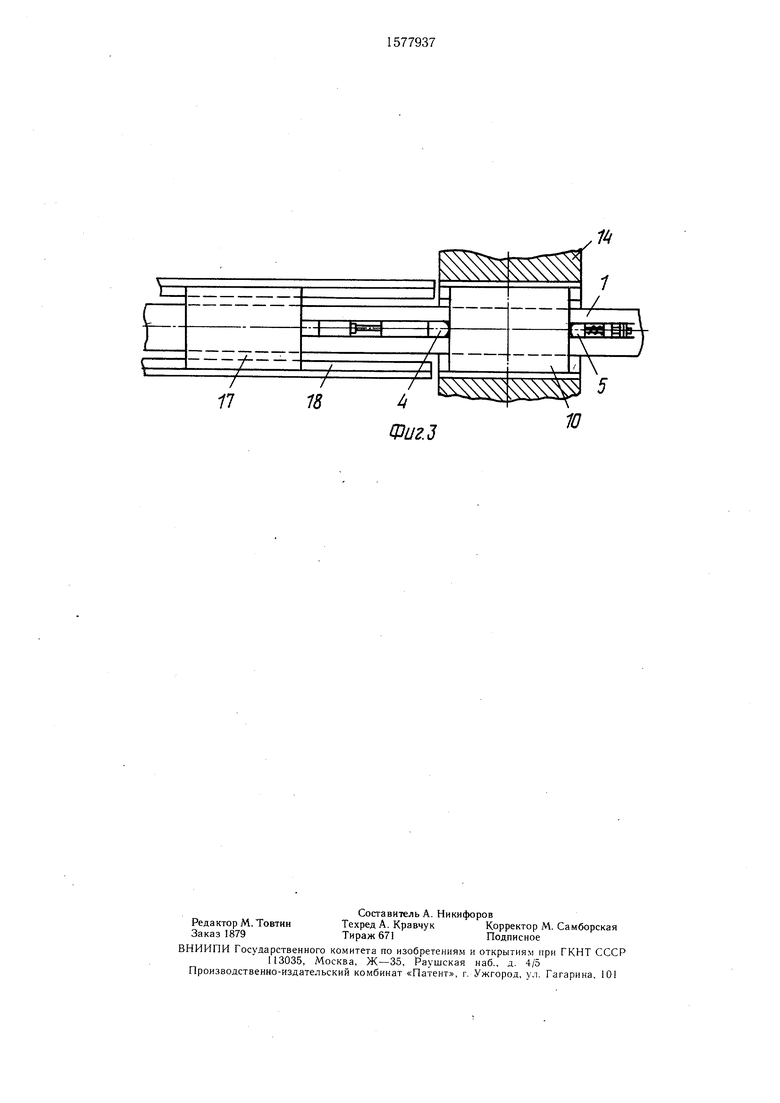
На фиг. 1 изображен несущий орган транспортера в зоне приспособления, продольный разрез; на фиг. 2 - то же, с частью приспособления, поперечный разрез; на фиг. 3 - несущий орган транспортера, план.
Несущий орган транспортера выполнен в виде щтанги 1, на которой установлены упоры: жесткие 2 и 3, регулируемый 4 и регулируемый подпружиненный 5. Упор 4 снабжен винтом 6 для регулирования его положения на транспортере. Положение упора 5 на несущем органе 1 определяется тягой 7, жестко заделанной в упоре 5 и подвижной относительно упора 3, и фиксируемой пружиной 8 и гайкой 9.
Позицией 10 обозначена эталонная деталь, а плоскости базирования приспособления обозначены соответственно: горизонтальная 11, боковая 12. Схематически изображен зажим 13 детали 10 приспособления 14 Упоры снабжены заходными фасками для облегчения обхвата детали. Позицией 15 обозначено базовое отверстие детали 10 и со- осное ему технологическое отверстие приспособления 14 Торец 16 эталонной детали 10 является базовым, а другой ее торец выполняют относительно первого с учетом допуска на наименьший размер обрабатываемой де- гали. В переднем положении транспортера (рабочая позиция) с помощью регулироТаким образом, упоры 4 и 5 транспортера выставлены. При обработке деталь устанавливается транспортером в приспособление 14. Штанга 1 с упорами 4 и 5 поворачивается после зажима детали, чтобы уйти на промежуточную позицию. Далее, повернувшись, упор 4 базирует заготовку 17 на промежуточной позиции.
Обработанная деталь 10 перемещается далее по транспортеру, местами детали не
10 меняются, а следуют одна за другой. Точность остановки штанги 1 определяется жесткими упорами привода транспортера (не показан) и регулировкой упора 4.
Выставленная в продольном направлении
-Р. заготовка 17 перемещается штангой 1 по промежуточным планкам 18 транспортера в приспособление, где она с помощью зажимных элементов 13 окончательно базируется и зажимается. Начинается обработка, штанга поворачивается на следующую заготовку и
20 выставляет ее упором 4 в продольном направлении. Далее цикл повторяется.
Формула изобретения
Способ установки деталей в автоматической линии, при котором деталь перемещают в рабочую позицию с помощью несущего органа транспортера,базируют и закрепляют в приспособлении станка автоматической линии, отличающийся тем, что, с Зо целью сокращения времени на установку детали за счет исключения времени на ввод размещенного в технологическом отверстии приспособления фиксирующего элемента приспособления в базовое отверстие детали, перед базированием в приспособ25
вочного винта 6 подводят упор 4 к базовому 35 лении станка деталь выставляют по упорам,
торцу 16 эталонной детали 10 до касания и закрепляют его.
Далее гайками 9 обеспечивают размер К больше разницы величины эталона и миникоторые размещают на несущем органе транспортера и настраивают в рабочей позиции по эталонной детали, один торец которой выполняют базовым и выставляют его относительно технологического отверстия приспомально допускаемого размера детали для 40 собления, а другой торец выполняют отнообеспечения гарантированного поджима детали упором 5 к упору 4.
Деталь ориентируется относительно режущего инструмента с помощью базового
сительно первого с учетом допуска на наименьший размер обрабатываемой детали, при этом упоры выполняют регулируемыми, один из них выставляют по базовому торцу этаотверстия эталонной детали и соосного с лонной детали, другой упор берут подпруним технологического отверстия в приспособлении 14.
жиненным, а несущий элемент транспортера выполняют в виде поворотной штанги.
Таким образом, упоры 4 и 5 транспортера выставлены. При обработке деталь устанавливается транспортером в приспособление 14. Штанга 1 с упорами 4 и 5 поворачивается после зажима детали, чтобы уйти на промежуточную позицию. Далее, повернувшись, упор 4 базирует заготовку 17 на промежуточной позиции.
Обработанная деталь 10 перемещается далее по транспортеру, местами детали не
0 меняются, а следуют одна за другой. Точность остановки штанги 1 определяется жесткими упорами привода транспортера (не показан) и регулировкой упора 4.
Выставленная в продольном направлении
Р. заготовка 17 перемещается штангой 1 по промежуточным планкам 18 транспортера в приспособление, где она с помощью зажимных элементов 13 окончательно базируется и зажимается. Начинается обработка, штанга поворачивается на следующую заготовку и
0 выставляет ее упором 4 в продольном направлении. Далее цикл повторяется.
Формула изобретения
Способ установки деталей в автоматической линии, при котором деталь перемещают в рабочую позицию с помощью несущего органа транспортера,базируют и закрепляют в приспособлении станка автоматической линии, отличающийся тем, что, с о целью сокращения времени на установку детали за счет исключения времени на ввод размещенного в технологическом отверстии приспособления фиксирующего элемента приспособления в базовое отверстие детали, перед базированием в приспособ5
5 лении станка деталь выставляют по упорам,
которые размещают на несущем органе транспортера и настраивают в рабочей позиции по эталонной детали, один торец которой выполняют базовым и выставляют его относительно технологического отверстия приспособления, а другой торец выполняют относительно первого с учетом допуска на наименьший размер обрабатываемой детали, при этом упоры выполняют регулируемыми, один из них выставляют по базовому торцу эталонной детали, другой упор берут подпружиненным, а несущий элемент транспортера выполняют в виде поворотной штанги.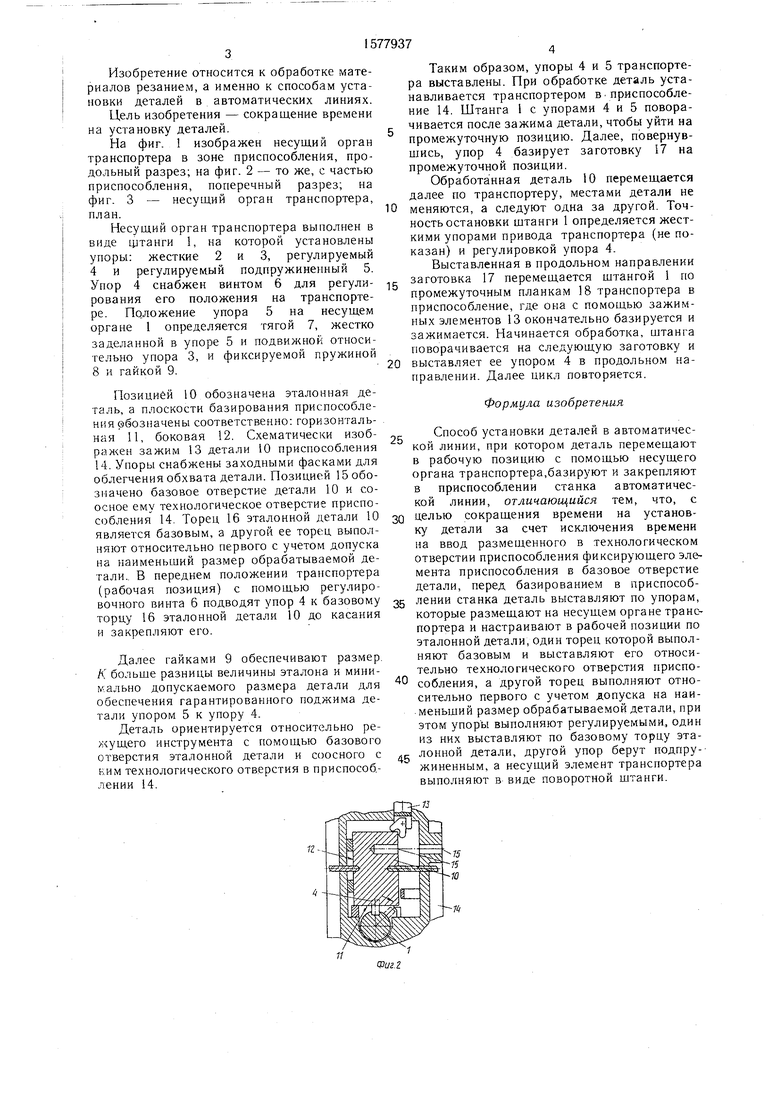
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия | 1986 |
|
SU1395461A1 |
| Устройство для перемещения и переориентации деталей в автоматической линии | 1989 |
|
SU1742031A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ЗУБЬЕВ КОЛЕС | 1969 |
|
SU240463A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ НА БАЗЕ АГРЕГАТНЫХ ГОЛОВОК И НОРМАЛИЗОВАННЫХ УЗЛОВ ДЛЯ ОБРАБОТКИ БРУСКОВЫХДЕТАЛЕЙ | 1971 |
|
SU317505A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ОСЕЙ С ПРЯМОУГОЛЬНЫМИ ФЛАНЦАМИ | 1971 |
|
SU305961A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ДОМОВ ИЗ БРЕВНА/БРУСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390410C2 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| Участок автоматической линии для обработки лемехов | 1980 |
|
SU906668A1 |
Изобретение относится к обработке материалов резанием, а именно к способам установки деталей в автоматических линиях. Изобретение позволяет сократить время на установку деталей. Несущий орган транспортера - штанга 1 имеет жесткие 2, 3, регулируемый 4 и подпружиненный регулируемый 5 упоры. Перед базированием обрабатываемых деталей вводят наладочную операцию, при которой в зону обработки подают эталонную деталь 10 с базовым отверстием 15 и выставляют ее базовый торец 16 относительно технологического отверстия приспособления. Далее регулируемый упор 4 устанавливают по базовому торцу 16 детали 10. Упор 5 выполняют подпружиненным, а штангу 1 - поворотной. 3 ил.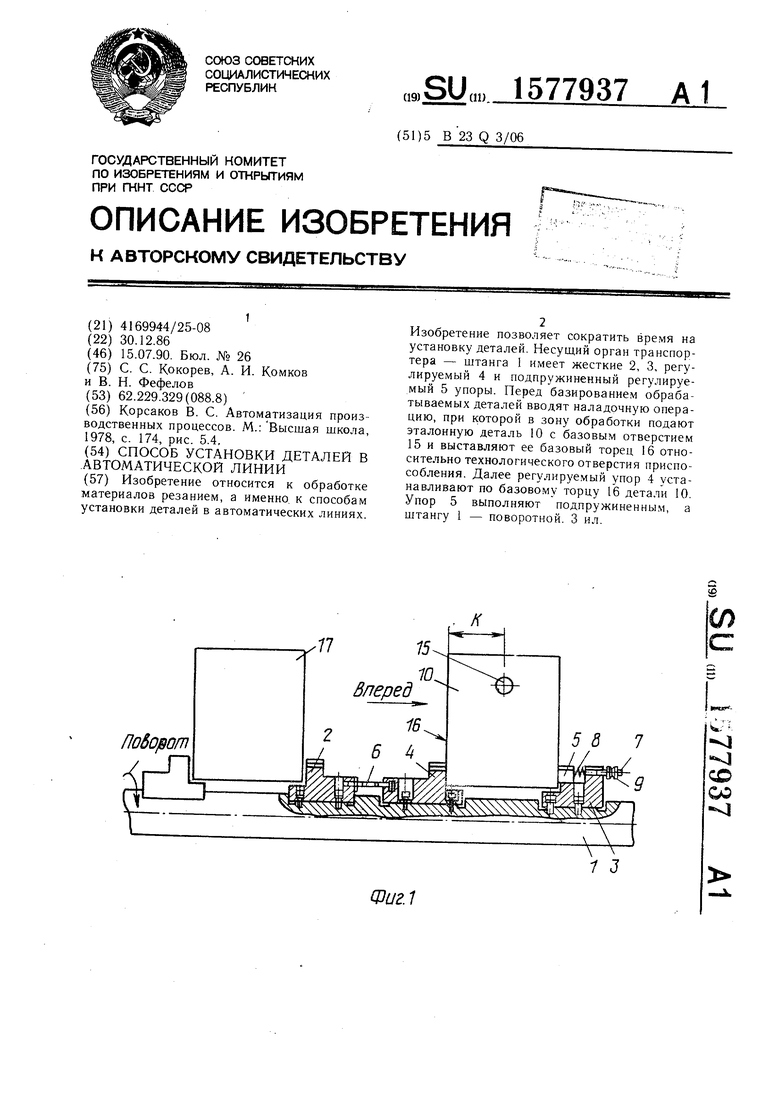
я
ю
| Корсаков В | |||
| С | |||
| Автоматизация произ водственных процессов М.: Высшая школа, 1978, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
