Фиг 2.Ј
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей куполообразной формы с внутренним оребрением.
Цель изобретений - повышение каче- ства получаемых изделий при изготовлении их куполообразной формы с внутренним оребрением.
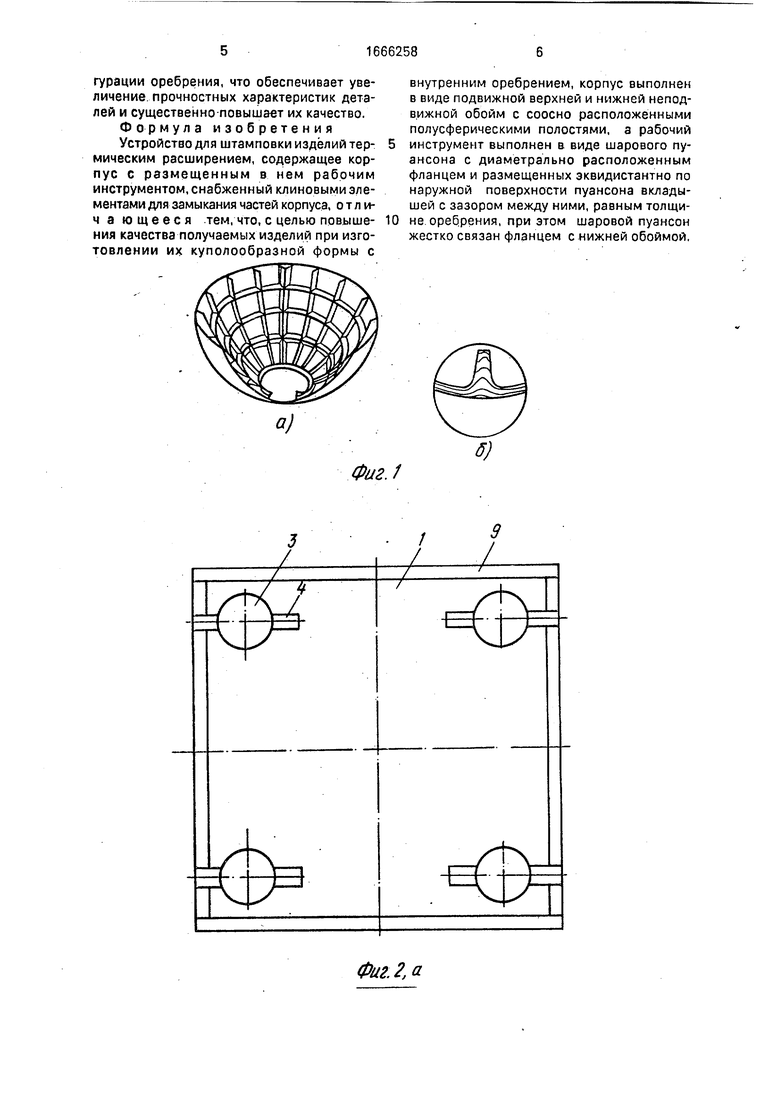
На фиг. 1а) представлена изготавливаемая деталь; на фиг. 16) - форма ребра; на фиг. 2а)- конструкция устройства, вид сверху; на фиг. 26) - конструкция устройства, разрез по оси симметрии
Устройство состоит из подвижной верх- ней 1 и неподвижной нижней 2 обойм, скрепляемых клиновым замком, состоящим из направляющей стойки 3 и клина 4. Разрезные вкладыши 5 расположены на шаровом пуансоне 6, который за диаметрально расположеный фланец 7 крепится к нижней обойме скобы 8. По наружной поверхности устройство облицовано теплоизоляцией 9 и собирается на прокладке 10.
Подготовку к работе и сборку штампа производят следующим образом.
Заготовку покрывают смазкой и в углубления на ней укладывают вкладыши 5 с зазором между qo6o равным толщине оребрения. Затем на них устанавливают ша- ровидный пуансон 6 с диаметрально расположенным фланцем 7. Сборку производят на специальной стойке, размеры и конструкцию которой выбирают в зависимости от габаритов заготовки и устройства. Рядом производят аналогичную сборку второй заготовки с вкладышами о. Заготовку, в которую установлен шаровой пуансон, вместе со стойкой переворачивают и на нее устанавливают нижнюю обойму, нагретую предва- рительно до температеры штамповки. Пуансон б за фланец 7 скрепляют с нижней обоймой скобами 8,переворачивают и устанавливают на вторую заготовку с вкладышами 5. После этого собранную конструкцию проворачивают и на нее ставят верхнюю обойму 1, также предваритель- но нагретую и скрепляют с нижней обоймой 2 установкой клина 4 в направляющую стойку 3. Для уменьшения потерь тепла на наружной поверхности штампа крепят асбестовую теплоизоляцию 9, а саму сборку штампа производят на прокладке 10, изготавливаемой из теплоизолирующего материала.
После проведения деформирования путем нагрева всего штампа до температуры деформирования штамп охлаждают. Клиновой замок раскрывают, Снимают верхние обоймы и скобы. Детали оставляют в обой-
мах. Для удаления их обоймы ставят набок и на вкладыши с деталями направляют струю сжатого воздуха для ускорения охлаждения деталей и вкладышей. Детали выпадают из обойм и дальнейшее их охлаждение производится на воздухе во избежание коробления. После охлаждения деталей вкладыши свободно удаляются из оребрения, так как за счет разницы в линейном расширении между вкладышами и деталью образуются зазоры. Верхнюю и нижнюю обоймы в это время подогревают до температуры штамповки.
Пример, Изготавливают полусферу с внутренним оребрением, например из композиционного материала на основе углеродного волокна. Деталь имеет радиус сферы 250 мм, высоту оребрения 12 мм, толщину полотна 3 мм, толщину оребрения 3 мм.
Заготовку покрывают смазкой и устанавливают на стойку, В предварительное оребрение ставят вкладыши. Сверху устанавливают шаровой пуансон с диаметрально расположенным фланцем. Аналогично собирают вторую половину штамповой оснастки. Шаровой пуансон с заготовкой и вкладышами на ней переворачивают и на нее устанавливают нагретую до 120°С нижнюю обойму, которую скрепляют с шаровым пуансоном скобами. На наружную поверхность обойм после извлечения их нагревательного устройства устанавливают асбестовую изоляцию. Собранную половину устройства ставят на вторую заготовку с вкладышами, вместе с ней переворачивают и на них устанавливают верхнюю обойму. Обоймы скрепляют между собой клиновым замком. Устройство нагревают в течение 25 мин до прогревания шарового пуансона до 120°С. Линейное расширение шарового пуансона составляет 4 мм по диаметру, что соответствует рабочему ходу вкладышей. После деформирования устройство охлаждают воздухом по наружной поверхности до 70°С. Затем производят раскрытие обойм и удаление шарового пуансона. Извлекают детали с вкладышами, которые охлаждают сжатым воздухом и вынимают из деталей. Охлаждение вкладышей производят до образования зазоров между ними и деталью. Полученная деталь имеет высоту оребрения 12 мм и толщину полотна 3 мм.
Технико-экономическая эффективность применения устройства заключается в расширении технологических возможностей процесса получения деталей с оребрением, на наружной поверхности которого практически отсутствуют штамповочные уклоны, а направление волокна соответствует конфигурации оребрения, что обеспечивает увеличение прочностных характеристик деталей и существенно повышает их качество. Формула изобретения Устройство для штамповки изделий термическим расширением, содержащее корпус с размещенным в нем рабочим инструментом, снабженный клиновыми элементами для замыкания частей корпуса, о т л и- ч а ющееся тем. что, с целью повышения качества получаемых изделий при изготовлении их куполообразной формы с
внутренним оребрением, корпус выполнен в виде подвижной верхней и нижней неподвижной обойм с соосно расположенными полусферическими полостями, а рабочий инструмент выполнен в виде шарового пуансона с диаметрально расположенным фланцем и размещенных эквидистантно по наружной поверхности пуансона вкладышей с зазором между ними, равным толщине оребрения, при этом шаровой пуансон жестко связан фланцем с нижней обоймой.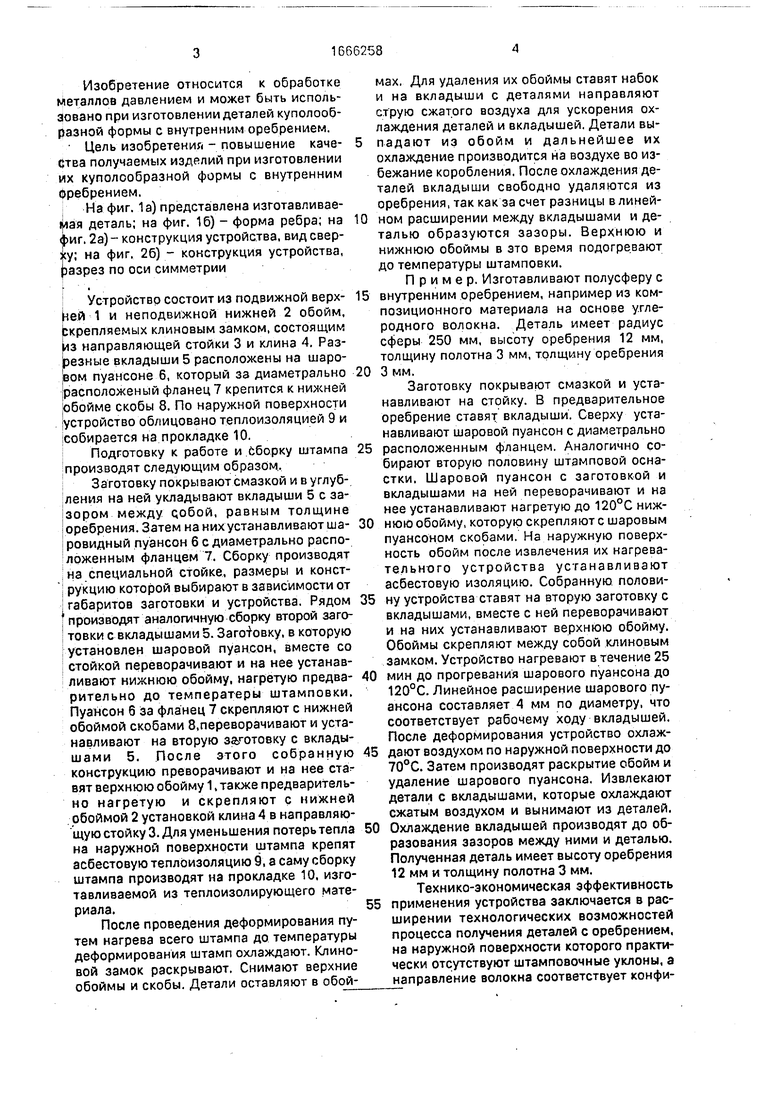
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки деталей куполообразной формы из листовой заготовки | 1976 |
|
SU602272A1 |
| СОВМЕЩЕННЫЙ ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1994 |
|
RU2073578C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461580A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| Штамп для штамповки поковок с оребрением | 1991 |
|
SU1794575A1 |
| Устройство для раздачи труб | 1978 |
|
SU733806A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Штамп для загибки фланца | 1980 |
|
SU912338A1 |
| Штамп для однопереходной высадки изделий | 1987 |
|
SU1447509A1 |
Изобретение относится к технике обработки металлов давлением и может быть использовано при изготовлении деталей куполообразной формы с внутренним оребрением. Целью изобретения является повышение качества получаемых изделий при изготовлении их куполообразной формы с внутренним оребрением. Устройство состоит из подвижной верхней 1 и неподвижной нижней 2 обойм, скрепляемых клиновым замком, состоящим из направляющей стойки 3 и клина 4. Разрезные вкладыши 5 располагаются на шаровом пуансоне 6, который за диаметрально расположенный фланец 7 крепится к нижней обойме скобами 8. По наружной поверхности устройство облицовано теплоизоляцией 9 и собирается на прокладке 10. 4 ил.
Фиг.1
/
v
/
| ТЕРМИЧЕСКИЙ ПРЕСС | 1972 |
|
SU419416A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
