Изобретение относится к машиностроению, в частности к созданию автоматических линий для производства арматурных каркасов, и может найти применение в строительной индустрии.
Целью изобретения является расширение технологических возможностей автоматической линии.
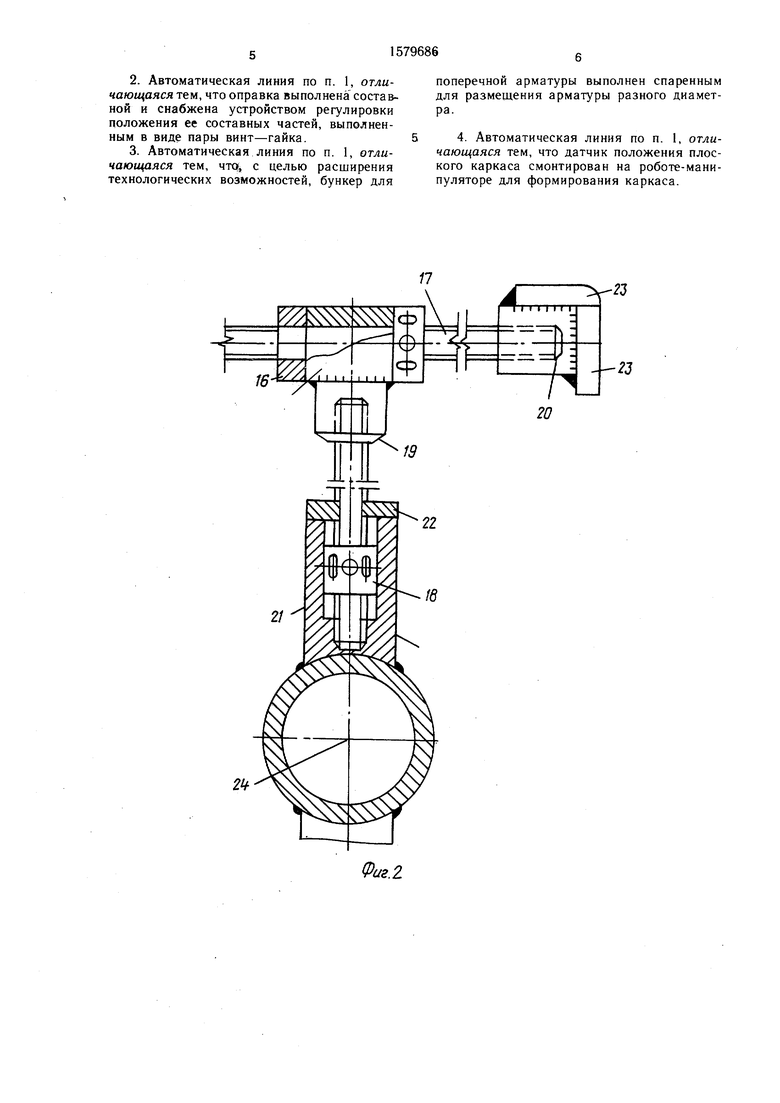
На фиг. 1 представлена автоматическая линия, общий вид; на фиг. 2 - устройство регулировки положения составных частей оправки; на фиг. 3 - последовательные этапы формирования каркаса.
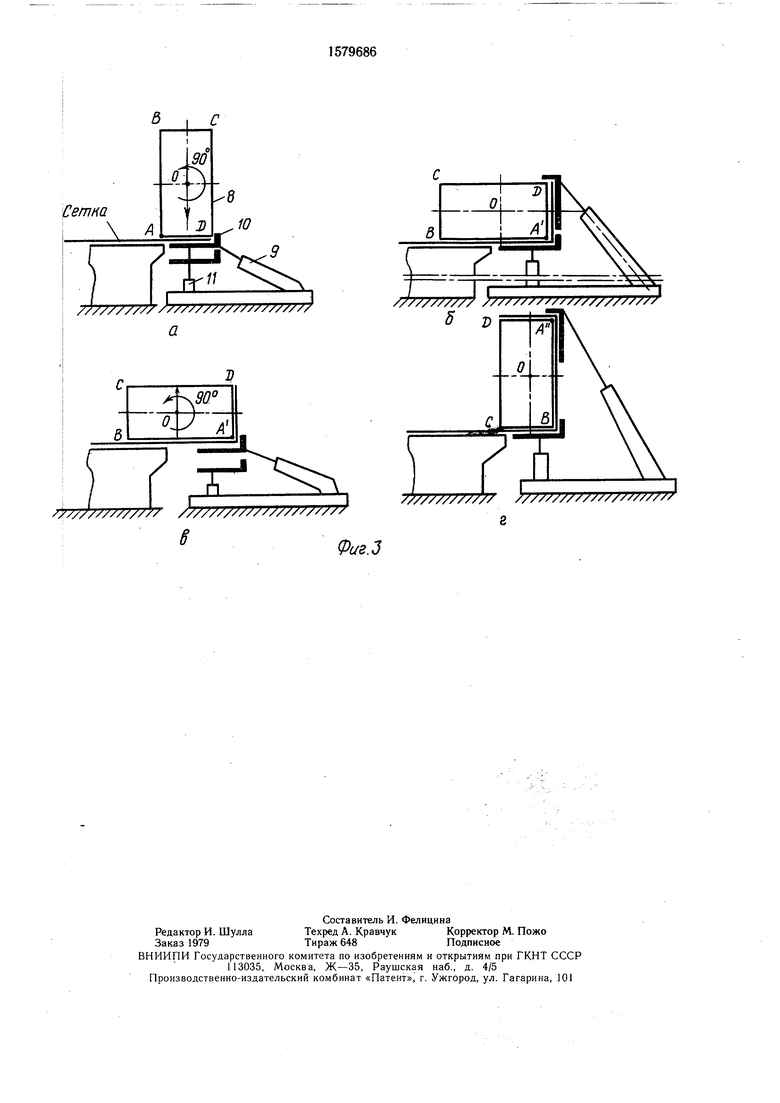
На фиг. За - исходное состояние перед формированием каркаса; б - формирование первого угла каркаса; в - подго- товка к формированию второго угла каркаса; г - формирование второго угла каркаса.
Автоматическая линия для производства арматурных каркасов содержит бухтодержа- тели 1, правильное устройство 2, рольганг 3, спаренный бункер 4 для хранения и подачи поперечных стержней, ЭВМ 5, контактный датчик 6, устройство 7 для контактной точечной сварки, узел формирования арматурного каркаса, выполненный в виде поворотной оправки 8, робота-манипулятора 9 с зажимом 10 и прижима 11 с гидроприводом, датчик 12 положения, датчик 13 длины, гильотинные ножницы 14, манипулятор 15 для съема и установки изготовленных каркасов. Оправка 8 выполнена составной из четырех частей и снабжена уст- ройством регулировки их положения, выполненным в виде пары винт-гайка.
Составные части выполнены сваркой конструкции углового типа и расположены в зоне пересечения боковых граней объемного каркаса прямоугольного сечения. Уст- ройство состоит из кольца 16, винтов 17 и 18, гаек 19 и 20, смонтированных на винте 17, корпуса 21 с резьбовой крышкой 22, через которую проходит винт 18, связанный одновременно с гайкой 19. Кольцо 16 зафиксировано на винте 17 так, чтобы при его вращении гайка 19 оставалась неподвижной. К гайке 20 закреплены составные части 23. За счет вращения винтов 17 и 18 регулируется сечение оправки, которое характеризует сечение объемного кар- каса. При вращении оправки вокруг оси 24, которая одновременно совершает поступательное перемещение относительно рольганга, осуществляется формирование объемного каркаса.
Автоматическая линия работает следую- щим образом.
С бухтодержателей 1 продольную проволочную арматуру пропускают через правильное устройство 2 на рольганг 3. Поперечные стержни подают из бункера 4 по сиг- налу с ЭВМ 5 в зависимости от необходимого диаметра арматуры.
При попадании поперечного стержня в паз, образованный двуплечим рычагом копира и зубом захвата, срабатывает контактный датчик 6. С помощью устройства 7 для контактной точечной сварки производят сварку сетки. Плоскую сетку подают по рольгангу 3 к узлу формирования каркаса. По сигналу датчика 13 длины с ЭВМ 5 подают команду на обрезку сетки гильотинными ножницами 14. Датчик 12 положения подает сигнал об установке сетки в исходное положение. На первом шаге формирования каркаса по сигналу с ЭВМ 5 робот-манипулятор 9 прижимает арматурную сетку к нижней плоскости оправки 8 и тем самым обеспечивает плотное прилегание арматурной сетки к плоскости оправки. Оправку 8 поворачивают на угол 90° и одновременно поднимают так, чтобы вращаясь вокруг оси (точка О) точка А поступательно переместилась в положение А. При этом синхронизируют скорость подачи сетки и скорость поступательного движения точки А. Затем по сигналу с ЭВМ 5 прижимом 11 формируют прямой угол.
Прижим 11 отводят вниз, а робот-манипулятор 9 возвращают в исходное положение, затем оправку поворачивают на угол 90°, так повторяют до тех пор, пока не сформируется замкнутый каркас. Съем готового после сварки каркаса осуществляют манипулятором 15.
Использование изобретения обеспечивает организацию гибкого автоматизированного производства арматурных каркасов, повышение производительности изготовления каркасов, исключение ручного труда, изготовление арматурных каркасов с различными диаметрами, верхнего и нижнего поясов каркаса.
Формула изобретения
1. Автоматическая линия для производства арматурных каркасов, содержащая бух- тодержатели для продольной арматуры, правильное устройство, устройство для контактной точечной сварки, ножницы для резки плоского каркаса, узел формирования арматурного каркаса и устройство для съема изготовленного каркаса, отличающаяся тем, что, с целью расширения технологических возможностей, линия снабжена бункером для поперечной арматуры, контактным датчиком положения поперечной арматуры, датчиками длины и положения плоского каркаса и ЭВМ,управляющей работой всех исполнительных механизмов линии в процессе изготовления каркаса, узел формирования арматурного каркаса выполнен в виде поворотной оправки и размещенных с одной стороны оправки с возможностью взаимодействия с ней робота-манипулятора с зажимом установленным с возможностью совместного поворота с оправкой, и прижима, а устройство для съема изготовленного каркаса выполнено в виде манипулятора.
2.Автоматическая линия по п. 1, отличающаяся тем, что оправка выполнена составной и снабжена устройством регулировки положения ее составных частей, выполненным в виде пары винт-гайка.
3.Автоматическая линия по п. 1, отличающаяся тем, что, с целью расширения технологических возможностей, бункер для
поперечной арматуры выполнен спаренным для размещения арматуры разного диаметра.
4. Автоматическая линия по п. 1, отличающаяся тем, что датчик положения плоского каркаса смонтирован на роботе-манипуляторе для формирования каркаса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки арматурных сеток | 1956 |
|
SU107452A1 |
| Плита перекрытия и способ ее изготовления (варианты) | 2020 |
|
RU2738049C1 |
| Установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841974A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ И ПЛИТ | 1964 |
|
SU224029A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1985 |
|
SU1400822A1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| Клещи для контактной точечнойСВАРКи | 1978 |
|
SU810410A1 |
Изобретение относится к машиностроению, в частности к созданию автоматических линий для производства арматурных какасов, и может применяться в строительной индустрии. Цель изобретения - расширение технологических возможностей автоматической линии. Узел формирования арматурного каркаса выполнен в виде поворотной оправки 8, робота-манипулятора 9 с зажимом 10 и прижима 11. Робот-манипулятор 9 с зажимом 10 установлен с возможностью совместного поворота с оправкой 8. Оправка 8 выполнена составной и снабжена устройством регулировки положения ее составных частей в виде пары винт - гайка. Регулировка положения составных частей оправки 8 позволяет получать каркасы различного сечения. Бункер 4 для поперечной арматуры выполнен спаренным для размещения арматуры разного диаметра. Наличие ЭВМ 5 обеспечивает организацию автоматизированного производства арматурных каркасов. Использование автоматической линии обеспечивает производство каркасов с различными диаметрами поперечной арматуры. 3 з.п. ф-лы, 3 ил.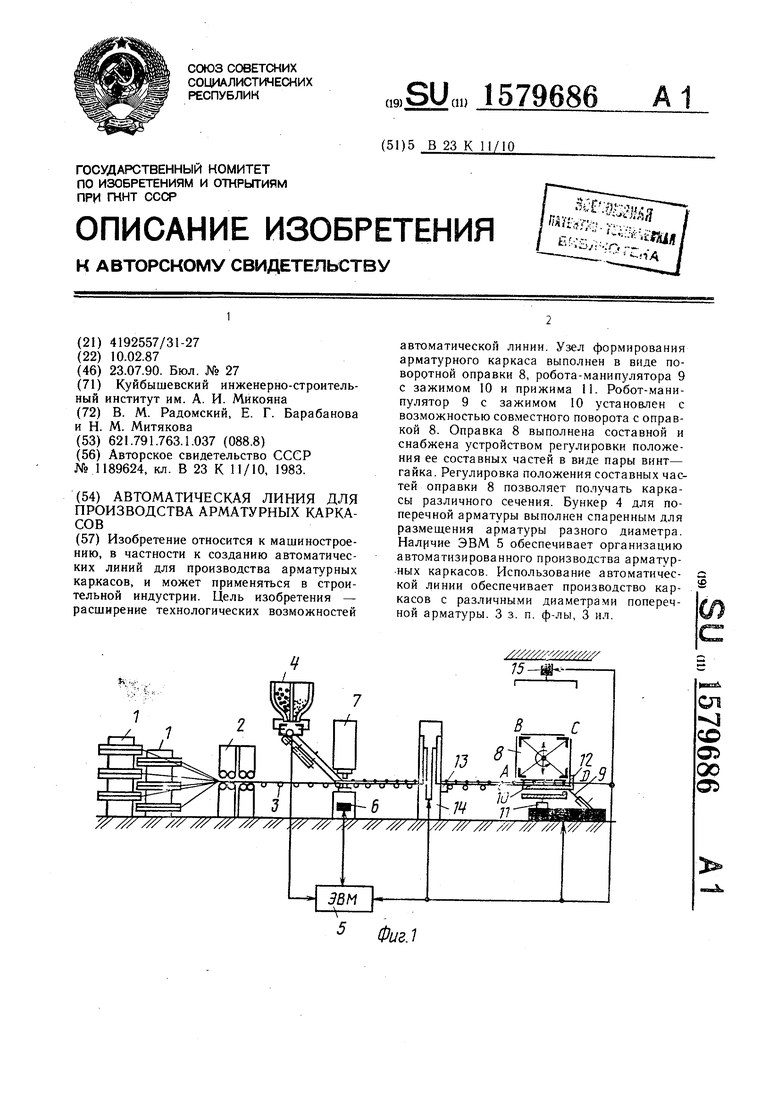
ш$$$
1617
-я
4-П
Фиг.2
Ю
11
//////////
и
777777777777/7
Фиг.З
/77//////////
| Линия для изготовления арматурных каркасов | 1983 |
|
SU1189624A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
