(21)3909992/29-27
(22)14.06.85
(46) 07.06.88. Бюл. № 21
(71)Центральный научно-исследовательский и проектно-экспериментальный институт промышленных зданий и сооружений
(72)Э. Н. Кодыш, И. Ф. Мордвяник, И. И. Мордухович и Я. Д. Пергамент
(53)621.791.763.1.037(088.8)
(56)Авторское свидетельство СССР № 1035169, кл. Е 04 G 21/12, 1983.
(54)УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ
(57)Изобретение относится к области машиностроения, в частности к производству устройств арматурных каркасов, и может найти применение в строительной индустрии. Цель - сокраш,ение трудоемкости и повышение производительности. По напраБляюш;им 10 пневмопресс 3 устанавливают на расстоянии, кратном шагу поперечных стержней от сварочной машины 1. Матрицу и пуансон, имеюшие шарнирные звенья, выставляют на требуемую геометрию поперечного сечения пространственного каркаса. Включают сварочную машину 1. При перемешении сварной сетки на шаг поперечного стержня он попадает под пневмопресс 3. Происходит его изгиб по контуру матрицы. Пневмоцилиндр 9 сварочной машины 1 и пнев.моцилиндр 7 пневмопресса 3 работают синхронно. В результате продольная арматура располагается в двух плоскостях, образуя пространственный каркас. Для изготовления каркасов из арматуры разного диаметра имеются сменные фиксаторы-ловушки. Устройство упрошает процесс изготовления пространственного каркаса, в результате чего достигается уменьшение трудоемкости и повышение произеодительности труда. 3 з.п. ф-лы, 4 ил.
(
W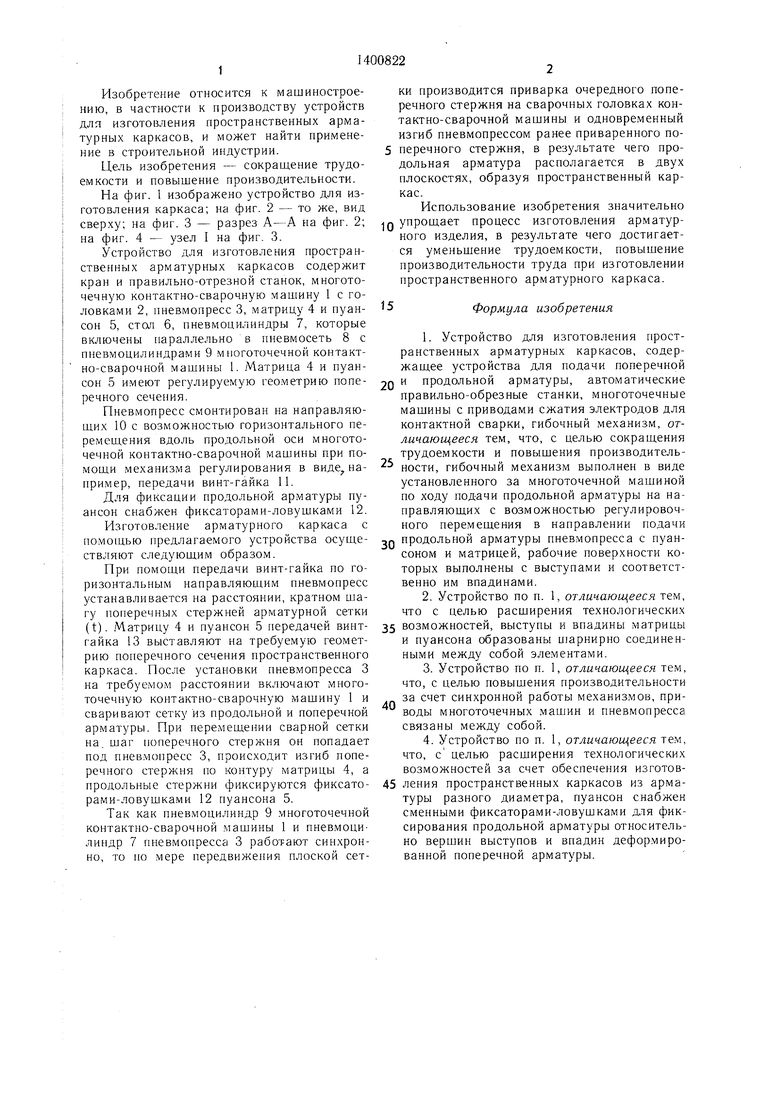
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Линия для изготовления арматурных каркасов | 1983 |
|
SU1189624A1 |
| Установка для изготовления арматурных сеток | 1984 |
|
SU1491638A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПРОСТРАНСТВЕННОГО АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1992 |
|
RU2047712C1 |
| Устройство для гибки арматурных каркасов | 1980 |
|
SU935164A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| ПРОСТРАНСТВЕННЫЙ АРМАТУРНЫЙ КАРКАС ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1992 |
|
RU2045636C1 |
| Устройство для гибки арматурных каркасов открытого профиля | 1976 |
|
SU597464A1 |

00
to ю
as,.
Изобретение относится к машиностроению, в частности к производству устройств для изготовления пространственных арматурных каркасов, и может найти применение в строительной индустрии.
Цель изобретения - сокращение трудоемкости и повышение производительности.
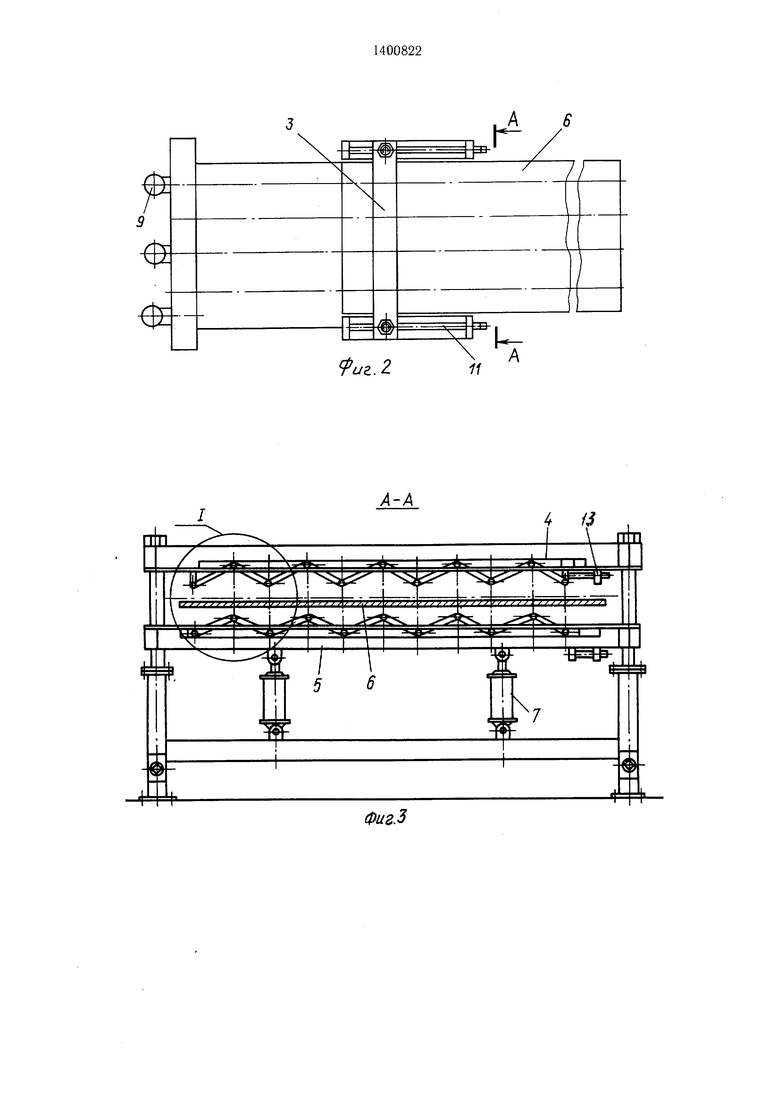
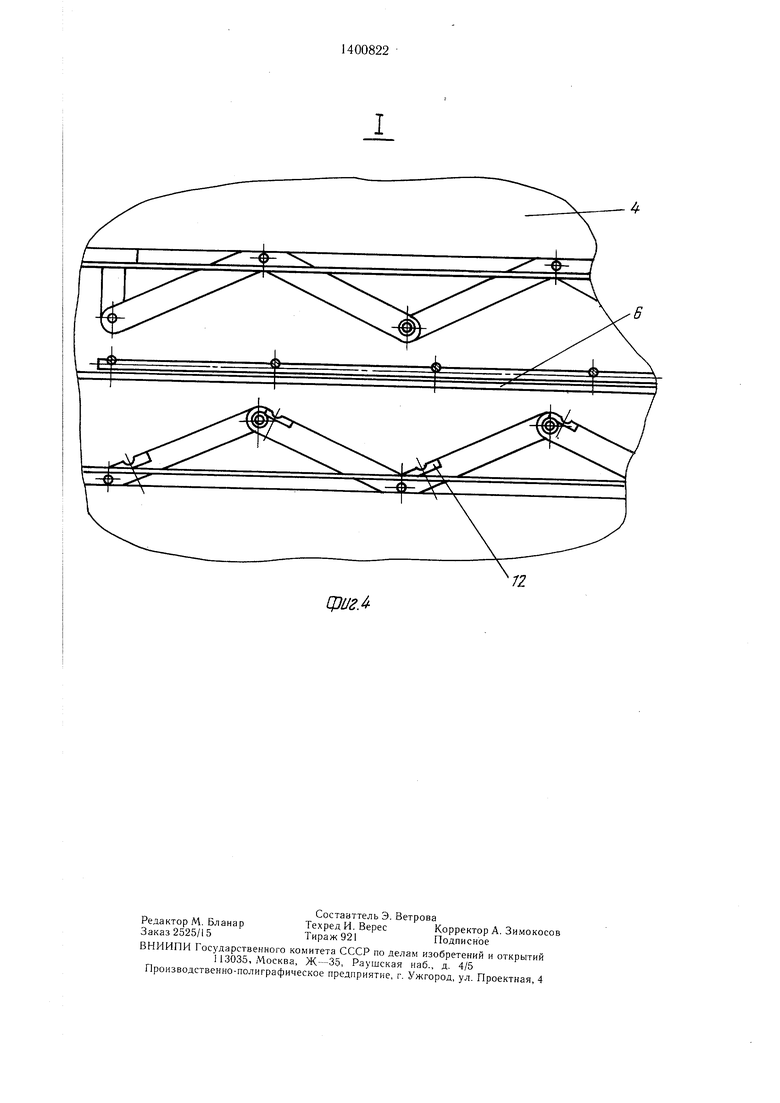
На фиг. 1 изображено устройство для изготовления каркаса; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - узел I на фиг. 3.
Устройство для изготовления пространственных арматурных каркасов содержит кран и правильно-отрезной станок, многоточечную контактно-сварочную машину 1 с головками 2, пневмопресс 3, матрицу 4 и пуансон 5, стол 6, пневмоцилиндры 7, которые включены параллельно в пневмосеть 8 с пневмоцилиндрами 9 многоточечной контактно-сварочной машины 1. Матрица 4 и пуансон 5 имеют регулируемую геометрию поперечного сечения.
Пневмопресс смонтирован на направляющих 10 с возможностью горизонтального пе- ремеш,ения вдоль продольной оси многоточечной контактно-сварочной машины при по- моши механизма регулирования в виде например, передачи винт-гайка 11.
Для фиксации продольной арматуры пуансон снабжен фиксаторами-ловушками 12.
Изготовление арматурного каркаса с помощью предлагаемого устройства осуществляют следующим образом.
Ири помощи передачи винт-гайка по горизонтальным направляющим пневмопресс устанавливается на расстоянии, кратном шагу поперечных стержней арматурной сетки (t). Матрицу 4 и пуансон 5 передачей винт- гайка 13 выставляют на требуемую геометрию поперечного сечения пространственного каркаса. Иосле установки пневмопресса 3 на требуе.мом расстоянии включают многоточечную контактно-сварочную машину 1 и сваривают сетку из продольной и поперечной арматуры. При перемещении сварной сетки на шаг поперечного стержня он попадает под пневмопресс 3, происходит изгиб поперечного стержня по контуру матрицы 4, а продольные стержни фиксируются фиксаторами-ловушками 12 пуансона 5.
Так как пневмоцилиндр 9 многоточечной контактно-сварочной .машины 1 и пневмоцилиндр 7 пневмопресса 3 работают синхронно, то по мере передвижения плоской сетки производится приварка очередного поперечного стержня на сварочных головках контактно-сварочной мащины и одновременный изгиб пневмопрессом ранее приваренного по5 перечного стержня, в результате чего продольная арматура располагается в двух плоскостях, образуя пространственный каркас.
Использование изобретения значительно
10 упрощает процесс изготовления арматурного изделия, в результате чего достигается уменьшение трудоемкости, повышение производительности труда при изготовлении пространственного арматурного каркаса.
15
Формула изобретения
. Устройство для изготовления пространственных арматурных каркасов, содержащее устройства для подачи поперечной
Q и продольной арматуры, автоматические правильно-обрезные станки, многоточечные машины с приводами сжатия электродов для контактной сварки, гибочный механизм, отличающееся тем, что, с целью сокращения трудоемкости и повыщения производитель ности, гибочный механиз.м выполнен в виде установленного за многоточечной мащиной по ходу подачи продольной арматуры на направляющих с возможностью регулировочного перемещения в направлении подачи
Q продольной арматуры пневмопресса с пуансоном и матрицей, рабочие поверхности которых выполнены с выступами и соответственно им впадинами.
5 возможностей, выступы и впадины матрицы и пуансона образованы шарнирно соединенными между собой элементами.
0
иг.г
|J.
/
ff
4 /
Фиг.З
