Изобретение относится к сварке, а именно к способам и устройствам для ориентации плоских рамных конструкций под сварку, и может быть использовано для автоматической сварки роботизированными комплексами.
Цель изобретения - повышение качества путем обеспечения точного фиксирования каждой линии соединения элементов конструкции.
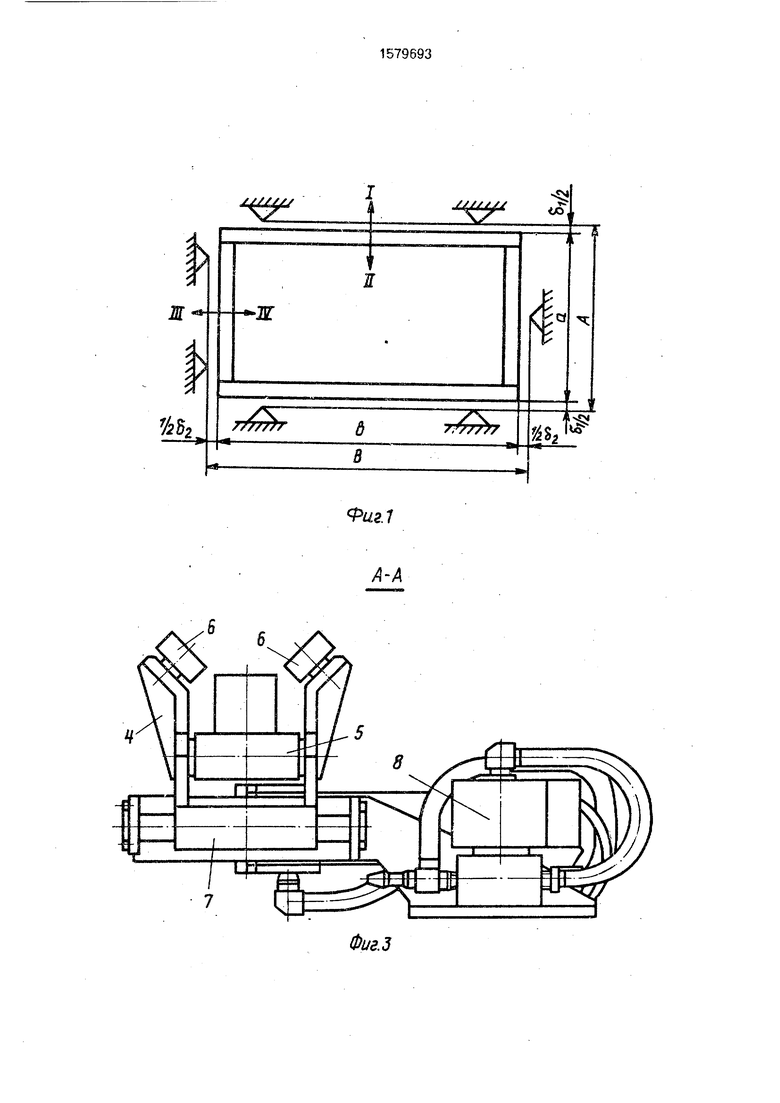
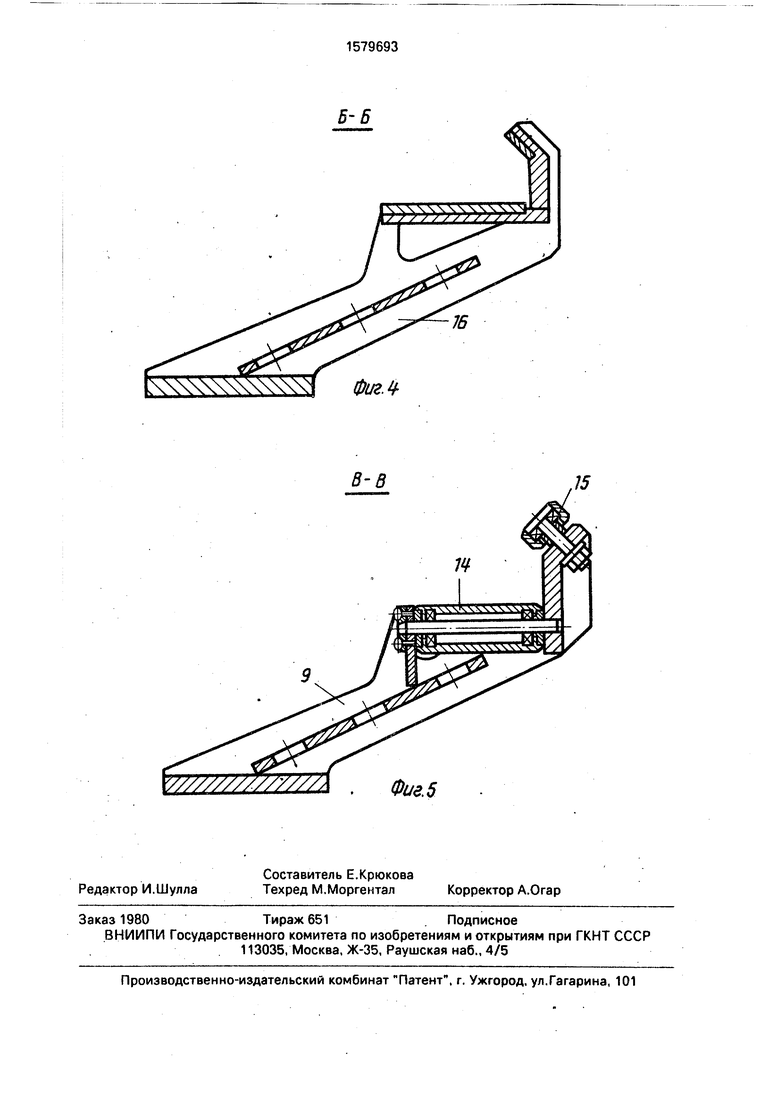
На фиг, 1 схематично изображено предлагаемое устройство для автоматической сварки плоских рамных конструкций, вид сверху: на фиг, 2 - устройство, общий вид на фиг 3 - сечение А-А на фиг. 2; на фиг. 4 -- сечение Б-Б на фиг, 2; на фиг. 5 - сечение В-В на фиг.2.
Устройство для осуществления предлагаемого способа содержит основание с опорной поверхностью 1, на котором установлены два пневмоприжима 2 и 3 с вилочными захватами 4, каждый из которых снабжен роликами 5 с осью вращения Б плоскости, параллельной опорной поверхности основания, и роликами 6, установленными под углом к опорной поверхности 1, а также пневмоцилиндр 7 и пневмоклапан 8. На опорной поверхности 1 установлены неподвижные упоры 9 и 10 и дополнительные упоры 11 и 12 продольных элементов 13, также снабженные роликами 14, аналогичными роликам 5, и роликами 15, аналогичными роликам 6, и неподвижные упоры 16 и дополнительные упоры 17 и 18 поперечных пементоз 19.
Неподвижные упоры 9 - 12 и 15 - 18 расположены на некотором расстоянии от наружного контура рамной конструкции (фиг. 1), большем, чем допуск на длине продольных и поперечных элементов рамы
А ; B Ь+д2, где а и b - длины элементов рамы; е
5i и дг величины допусков этих размеров;
А и В - расстояния между упорами. Устройство работает следующим образом.
Собранную на прихватках раму устанавливают на опорную поверхность 1 основания. Пневмоприжимом 2 перемещают раму в направлении I, а пневмоприжимом 3 - изделие в направлении IV. Перемещение- no этим двум направлениям происходит одновременно. Рама фиксируется пнезмопри- жимами 2 и 3 и упорами 9, 10 и 16. Происходит сварка узла а рамы. Затем пнев- моприжимом 3 перемещают раму в направлении III и фиксируют пневмоприжимами
2 и 3 в упорах 9, 10, 17 и 18. Сваривается узеп Ь.
Для сварки узла с пневмоприжим 2 перемещает раму в направлении- и упоры
11, 12, 17 и 18 фиксируют раму в положении сварки, сваривают узел с. Сварку узла d проводят в момент, когда рама прижата к упорам 11, 12 и 16. Для этого раму перемещают в направлении IV пневмоприжимом 3.
0 После сварки рама возвращается в исходное положение. В этом положении производится сьем сваренной,рамы и установка новой рамной конструкции, собранной на прихватах.
5 Способ и устройство обеспечивают повышение качества изделия путем обеспечения высокой точности ориентации элементов рамы под сварку и упрощают конструкцию ориентирующих приспособле0 ний,
Формула изобретения , Способ автоматической сзарки плоских рамных конструкций, при котором плоскую рамчую конструкцию устанавливают
5 на опорную поверхность, прижимают конструкцию к базовым упорам и сваривают линии соединения ; лементов конструкции, о т- личающийся тем, что, с целью повышения качества путем обеспечения точного
0 фиксирования каждой линии соединения элементов конструкции, прижим конструкции к базовым упорам осуществляют после- довательной фиксацией каждого элемента конструкции относительно соответствую5 щих ему упоров и сварку производят последовательно каждой линии соединения прижимаемого элемента с другими элементами.
2, Устройство для автоматической
0 сварки плоских рамных конструкций, содержащее основание с опорной поверхностью, смонтированные на нем неподвижные упоры для продольных и поперечных элементов рамной конструкции и пневмолрижимы, от5 личающееся тем, что, с целью повышения качества путем точного фиксирования кзждой линии соединения элементов конструкции, пневмоприжимы оснащены вилочными прижимными элементами для
0 последовательного прижима элементов конструкции к различным упорам, снабженными роликами с осью вращения, расположенной параллельно опорной поверхности основания, при этом упоры и вилочные при5 жимные элементы для продольных элементов рамы оснащены роликами, установленными наклонно к опорной поверхности основания.
Фиг 7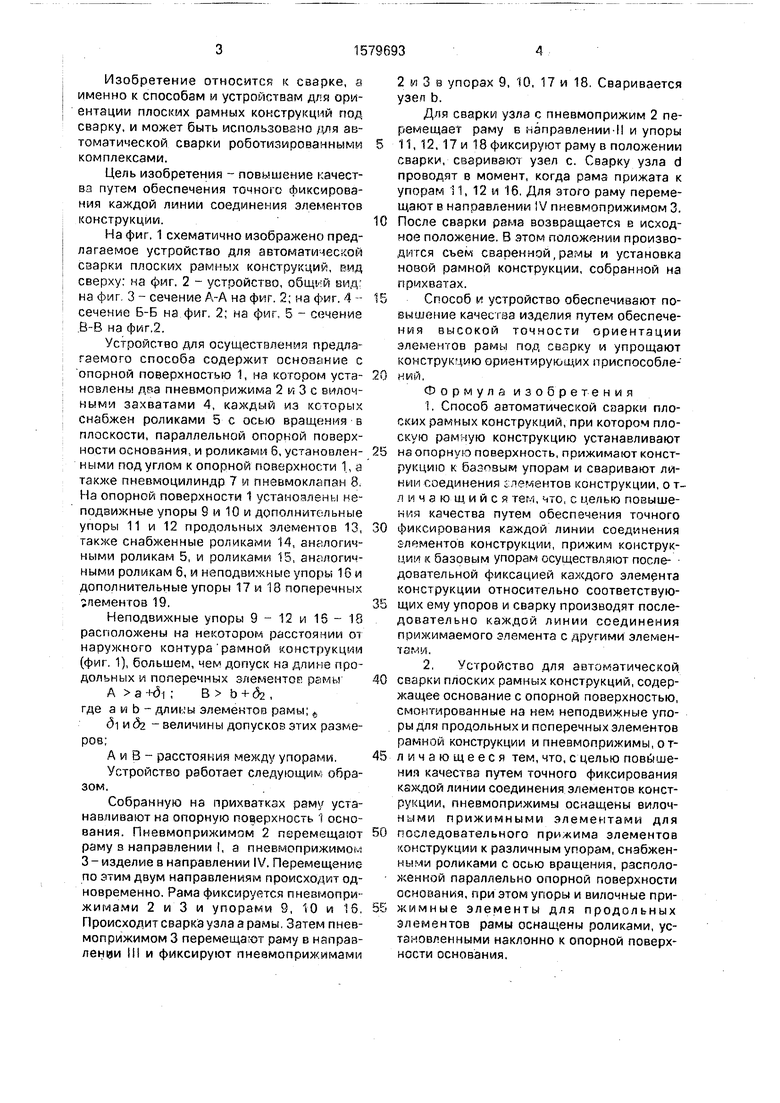
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сборки и сварки | 1979 |
|
SU829383A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Устройство для наполнения банок | 2022 |
|
RU2793984C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1977 |
|
SU742069A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
Изобретение относится к сварке, а именно к способам и устройствам для ориентации плоских рамных конструкций, и может быть использовано для автоматической сварки роботизированными комплексами. Цель изобретения - повышение качества свариваемой рамы и упрощение конструкции ориентирующего приспособления. На опорной поверхности 1 основания установлены дополнительные базовые упоры 11 и 12 для продольных элементов 13 и дополнительные базовые упоры 17 и 18 для поперечных элементов 19. Пневмоприжимы 2 и 3 оснащены вилочными захватами, снабженными роликами с осью вращения, параллельной опорной поверхности 1 основания, и роликами, установленными под углом к опорной поверхности 1. При перемещении пневмоприжимов 2 происходит поочередное поджатие свариваемого элемента к упорам 11 и 12, 17 и 18, 10, 9 и 16, что обеспечивает строгую ориентацию свариваемого элемента. 2 с.п. ф-лы, 5 ил.
Фиг.З
6-6
7/////////////Л
Фиг Л
В-В
Фиг. 5
| Устройство для сборки решетчатых ферм | 1982 |
|
SU1050841A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Стенд для сборки и сварки рам | 1978 |
|
SU740462A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
