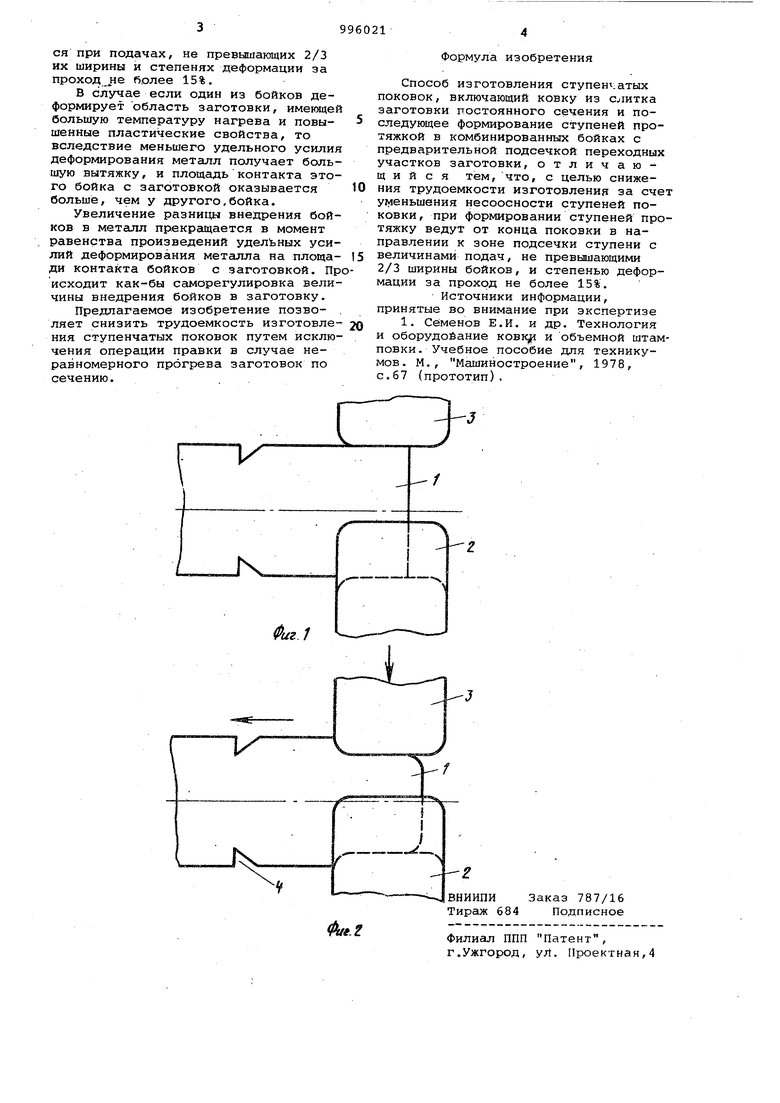
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовом производстве при изготовлении ступен чатых поковок типа прокатных валков роторов, гребных валов и т.п. Известен способ изготовления сту.пенчатых поковок, включающий ковку из слитка заготовки постоянного сечения и последую1чее формирование сту пеней протяжкой в комбинированных бойках с предварительной подсечкой переходных участков заготовки fl3 Недостатком известного способа яв ляется то, что при протяжке ступеней поковки имеет место вытеснение металла за пределы ширины бойков из-за не|равномерности нагрева заготовки по ее сечению, что вызывает внедрение одного из бойков в металл заготовки на большую глубину чем другого, это приводит к несоосности ступеней поковки и необходимости ее правки, что увеличивает трудоемкость изготовления поковок. Цель изобретения - снижение трудоемкости изготовления поковок путем уменьшения несоосности ступеней поковок. Поставленная цель достигается тем, что в способе изготовления ступенчатых поковок, включающем ковку из слитка заготовки.постоянного сечения и последующее формирование ступеней протяжкой в комбинированных бойках с предварительной подсечкой переходных участков заготовки, при формировании ступеней протяжку ведут от конца поковки в направлении к зоне подсечки ступени с величинами подач, не превышающими 2/3 ширины бойков, и степенью деформации за проход не более 15%. На фиг.1 изображено исходное положение заготовки и бойков перед нЬвкой; на фиг.2 - заготовка после обжима конца.. Заготовку 1 устанавливают в бойки 2 и 3 {фиг.1) и обжимают этими бойками в направлении к подсечке 4 Henosr ной их шириной (фиг.2). При фогвдаровании ступеней бойцами в направлении к подсечке с подачами, не превышающими ширины бойков, исключается вытекание металла за их пре-; делы даже при больших степенях деформации . Более полно условие невытекания металла за пределы бойков достигается при подачах, не превышающих 2/3 их ширины и степенях деформации за проход jie более 15%.
В случае если один из бойков деформирует область заготовки, иметацей большую температуру нагрева и повышенные пластические свойства, то вследствие меньшего удельного усилия деформирования металл получает большую вытяжку, и площадь контакта этого бойка с заготовкой оказывается больше, чем у другого,бойка.
Увеличение разницы внедрения бойков в металл прекращается в момент равенства произведений удельных усилий деформирования металла на площади контакта бойков с заготовкой. Присходит как-бы саморегулировка величины внедрения бойков в заготовку.
Предлагаемое изобретение позволяет снизить трудоемкость изготовления ступенчатых поковок путем исключения операции правки в случае неравномерного прогрева заготовок по сечению..
Формула изобретения
Способ изготовления ступен атых поковок, включающий ковку из слитка заготовки постоянного сечения и последующее формирование ступеней протяжкой в комбинированных бойках с предварительной подсечкой переходных участков заготовки, отличающийся тем, что, с целью снижения трудоемкости изготовления за сче уменьшения несоосности ступеней поковки, при формировании ступеней протяжку ведут от конца поковки в направлении к зоне подсечки ступени с величинами подач, не превышающими 2/3 ширины бойков, и степенью деформации за проход не более 15%. Источники информации, принятые во внимание при экспертизе
1. Семенов Е.И. и др. Технология и оборудование ковк и объемной штамповки. Учебное пособие для техникумов. М,, Машиностроение, 1978, с.б7 (прототип),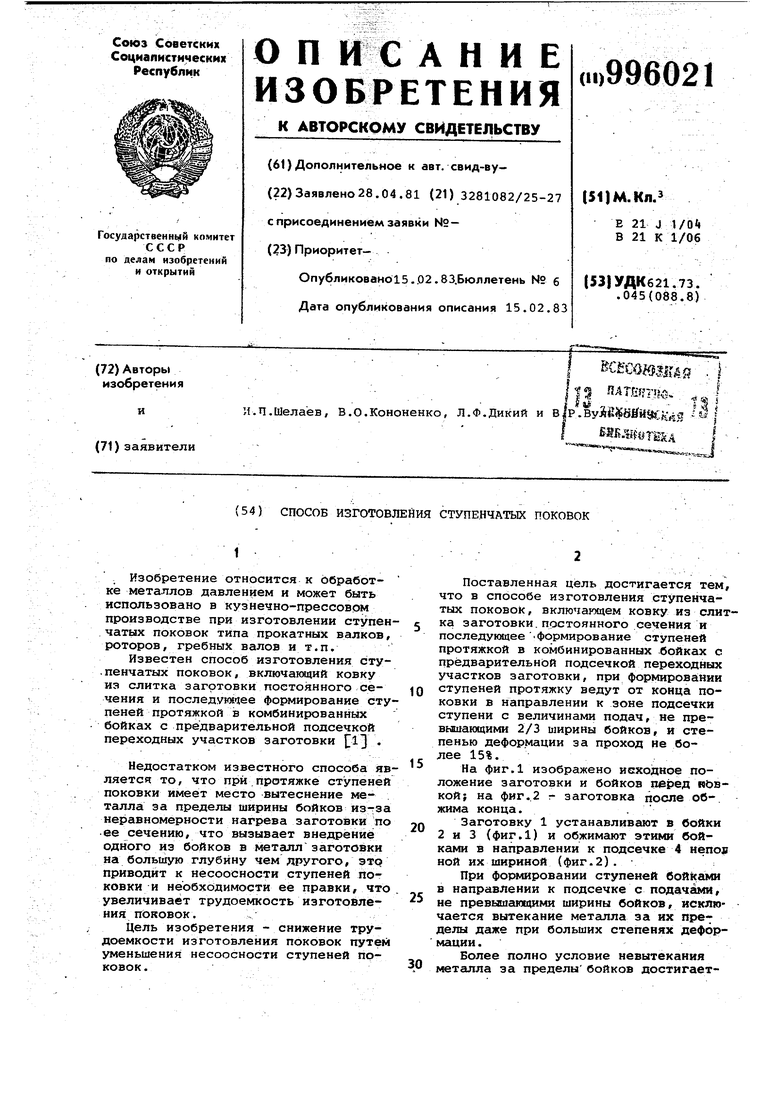
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ изготовления осесимметричных поковок | 1981 |
|
SU1017420A1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ изготовления ступенчатых поковок | 1981 |
|
SU1238868A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ контроля размеров ступенчатыхпОКОВОК B пРОцЕССЕ пРОТяжКи | 1979 |
|
SU804153A1 |
