Изобретение относится к обработке металлов давлением, в частности к гибке змеевиков из труб,
Цель изобретения -улучшение качества изделий за счет повышения точности относительного перемещения полушаблонов.
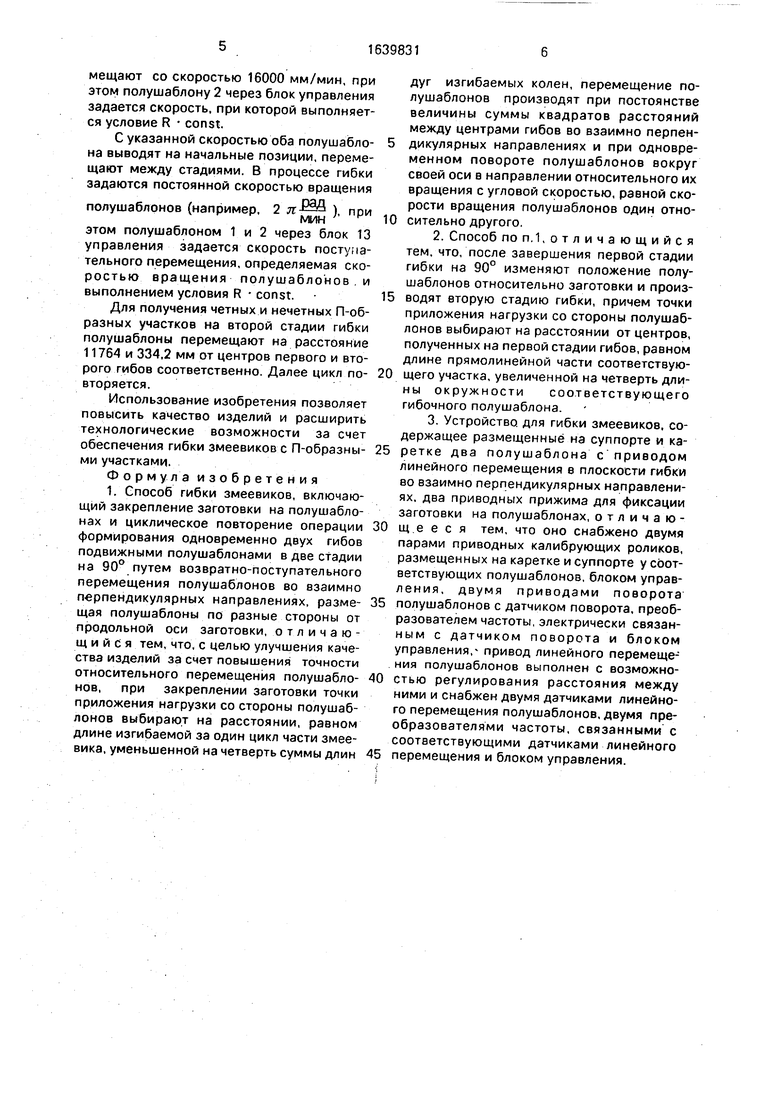
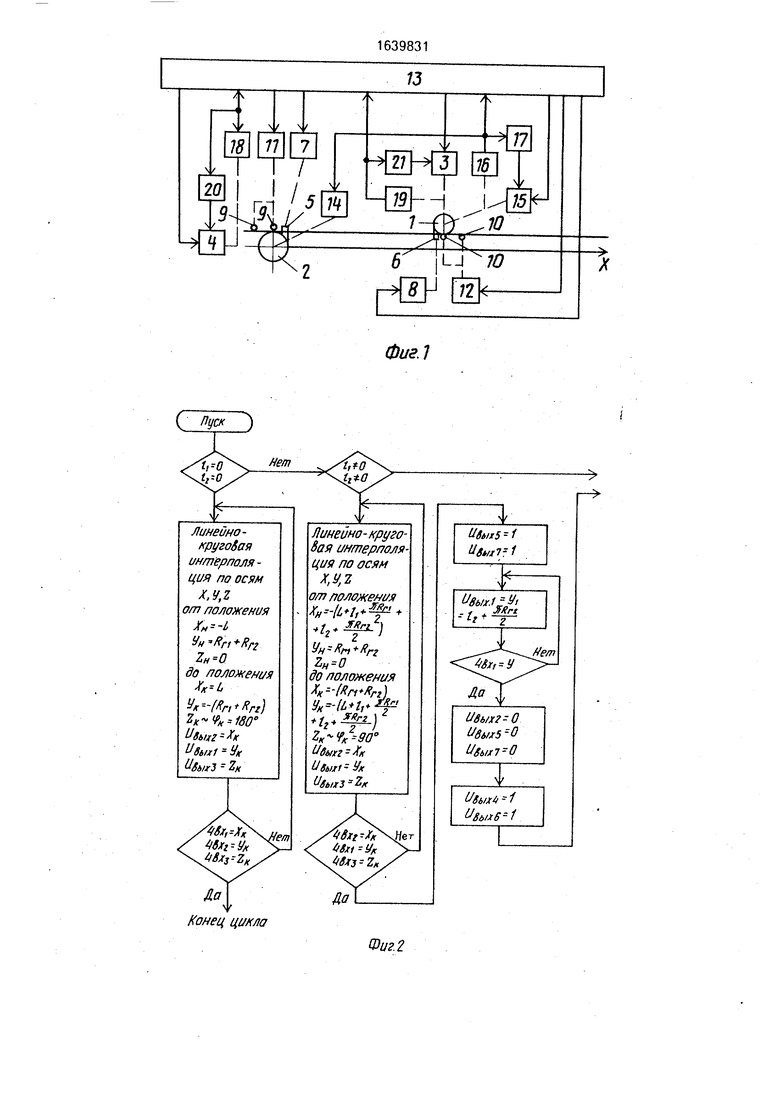
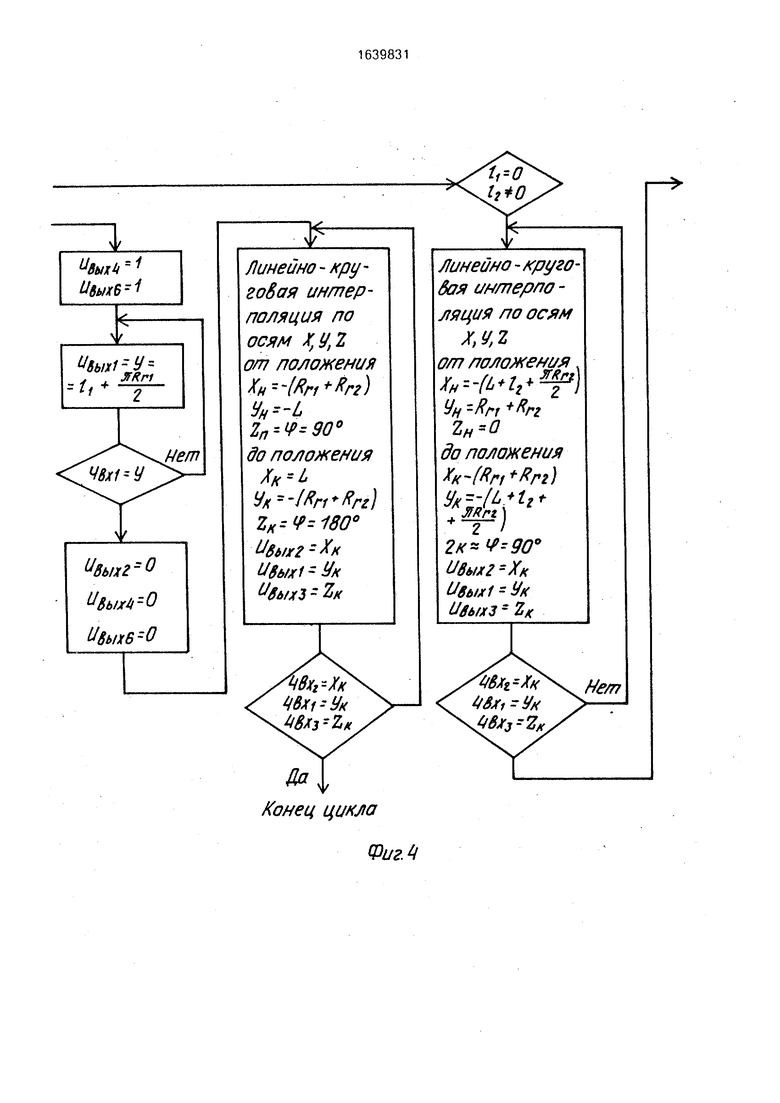
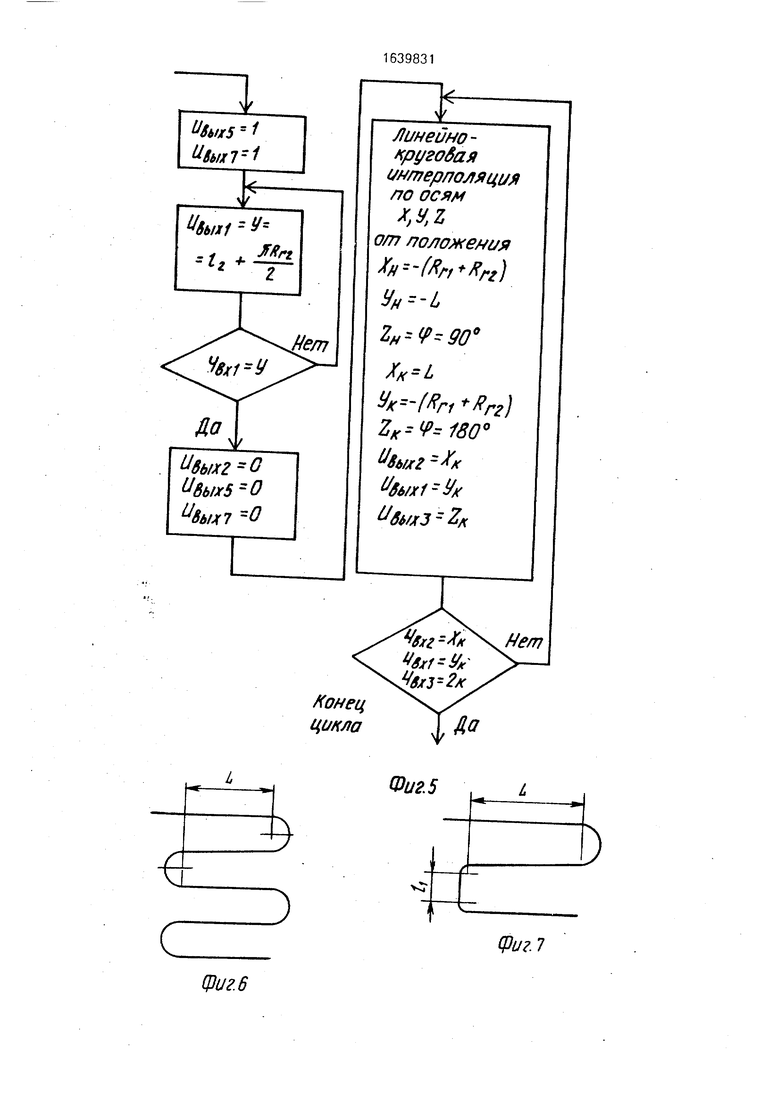
На фиг. 1 представлена структурная схема устройства; на фиг.2-5 - алгоритмы работы блока управления; на фиг.6 - змеевик серпантинного типа, общий вид; на фиг.7 - змеевик с нечетными П-образными участками; на фиг,8 - то же, с четными П-образными
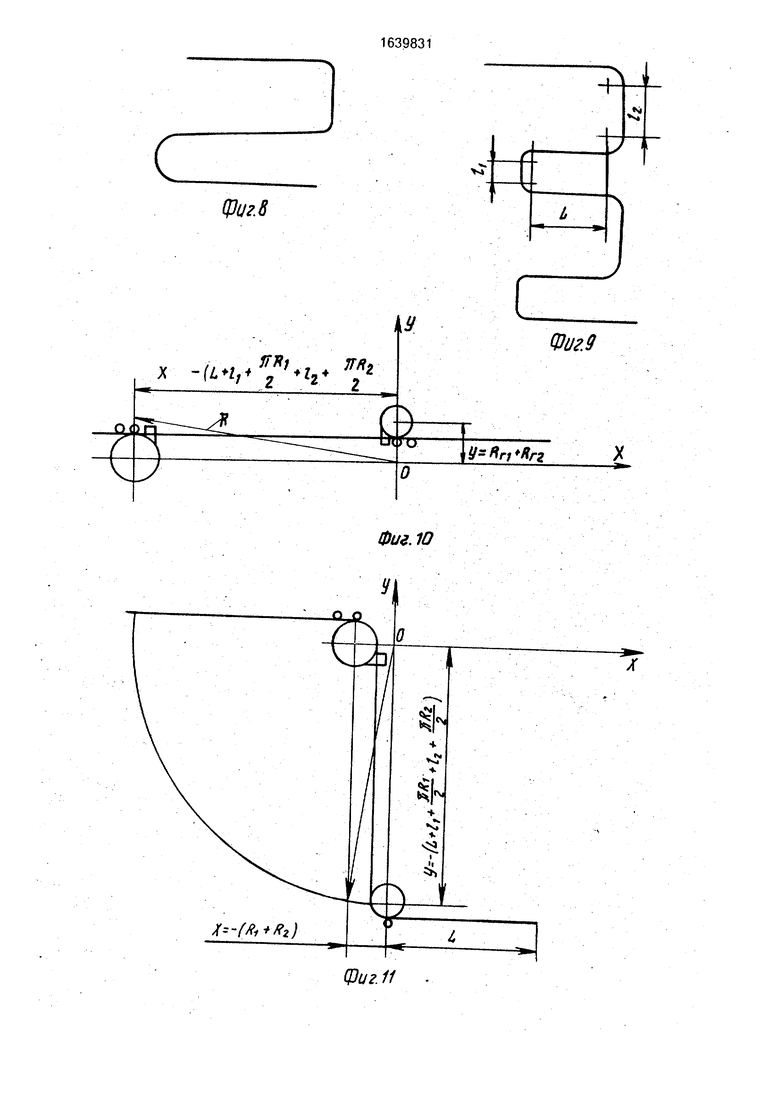
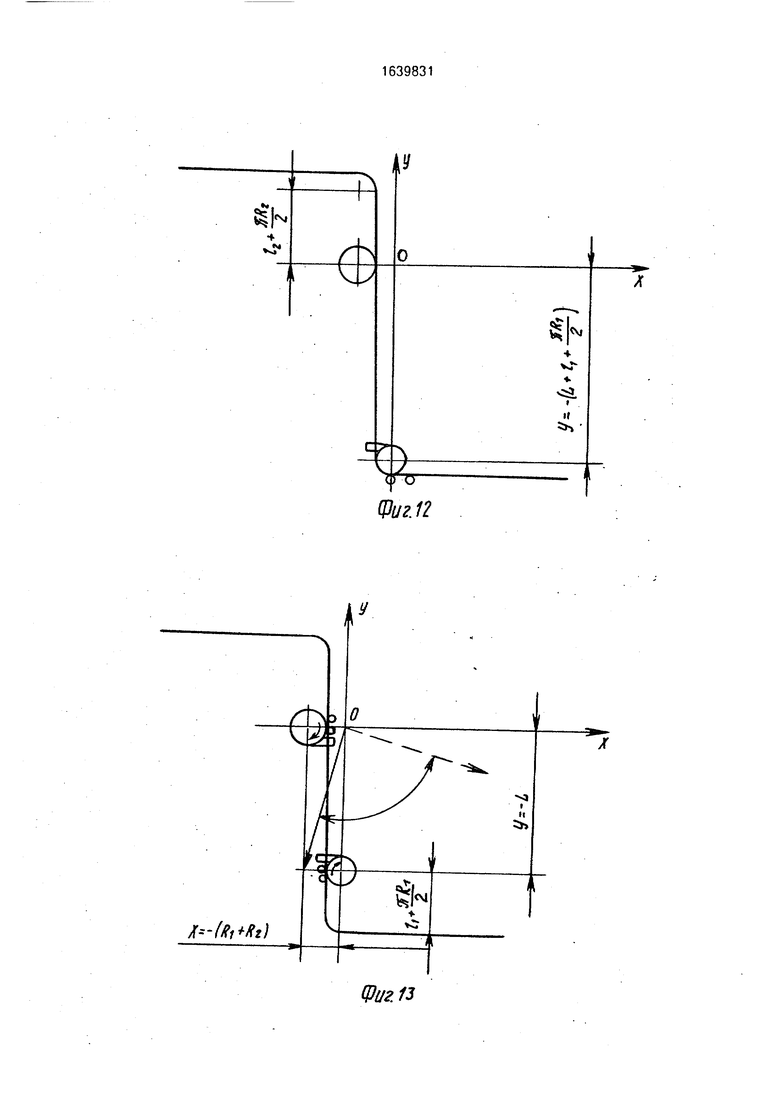
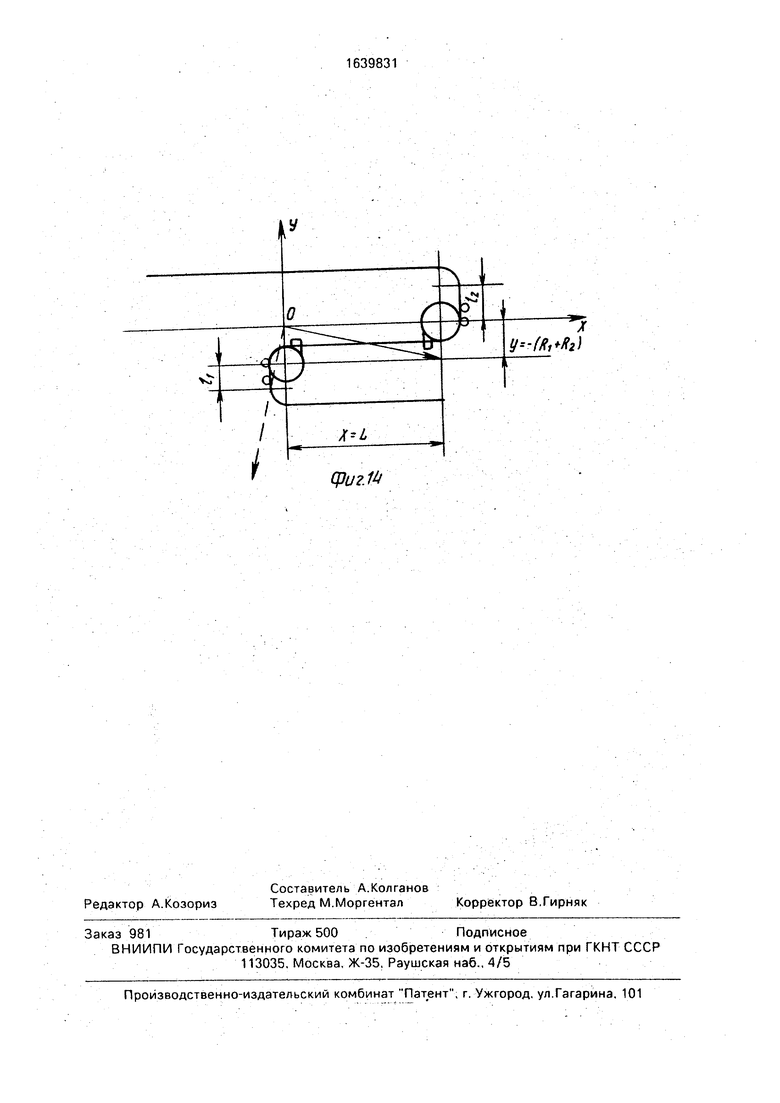
участками,- на фиг.9 - то же, с четными и нечетными П-образными участками; на фиг.10 - схема положения полушаблонов при закреплении заготовки на первой стадии; на фиг.11 - то же, в конце первой стадии; на фиг. 12 и 13 - то же, после перемещения относительно заготовки; на фиг. 14 - то же, в конце второй стадии.
Способ включает закрепление заготовки на полушаблонах и циклическое повторение операции формирования одновременно двух гибов подвижными полушаблонами в две стадии, Полушаблоны перемещают во взаимно перпендикулярных направлениях и размещают по разные стороны от продольной оси заготовки. При закреплении заготовки точки приложения нагрузки со стороны полушаблонов выбирают, на расстоянии, равном длине изгибаемой за один цикл части змеевика, уменьшенной на четверть суммы длин дуг изгибаемых колен. Перемещение полушаблонов производят при постоянстве величины суммы квадратов расстояний между центрами гибов во взаимно перпендикулярных направлениях. При перемещении полушаблонов одновременно осуществляют их поворот вокруг своей оси в направлении относительно их вращения с угловой скоростью, равной скорости вращения полушабло- нов один относительно другого. Для получения прямолинейных участков на изгибаемых коленах после завершения первой стадии гибки на 90° изменяют положение полушаблонов относительно заготовки и производят вторую стадию. Причем точки приложения нагрузки со стороны полушаблонов выбирают на расстоянии от центров, полученных на первой стадии гибов, равном длине прямолинейной части соответствующего П-образного участка, увеличенной на четверть длины окружности соответствующего полушаблона.
Расстояние между центрами гибов R на первой стадии в общем случае определяется по формуле
R
/
X2 +Y2
Rl n
+
R2
где X L + fi + E2 + 2 . 2
расстояние между точками приложения нагрузки со стороны полушаблонов по оси аб- сцис на координатной плоскости;
Y RI + R2 - аналогичное расстояние по оси ординат;
L-длина прямолинейной части змеевика серпантинного типа;
fi.fa - длина прямолинейных участков четных и нечетных П-образных колен;
Ri,R2 радиусы соответствующих полушаблонов.
При изготовлении змеевика серпантинного типа процесс ведут непрерывно в две стадии, причем величина R определяется по формуле
R V(R +R2)2+L2 .
При изготовлении змеевика с нечетными П-образными участками расстояние X для первой стадии определяют по формуле
x L + ei+ i,
5
0
5
0
5
0
5
0
5
X L + fc +
а при изготовлении змеевика с четными П- образными участками
n R2
2
На второй стадии гибки изменяют расстояние между точками приложения нагруз i n RI ки на величину и Л-для нечетных
П-образных участков и на величину
(, П R2,-,
12 Н-гдля четных. После этого проводят
вторую стадию гибки.
Устройство для реализации способа содержит размещенные на суппорте и каретке полушаблоны 1 и 2 с приводом их линейного перемещения в плоскости гибки во взаимно перпендикулярных направлениях. Привод линейного перемещения выполнен с возможностью регулирования расстояния между полушаблонами и состоит из электродвигателей 3 и 4. В качестве двигателей используются двигатели ЭПФ с тири- сторным управлением ЭПУ1-2. На каретке и суппорте размещены два прижима 5 и 6 для фиксации заготовки на полушаблонах с приводами 7 и 8, две пары калибрующих роликов 9 и 10 с приводами 11 и 12. Кроме того, устройство содержит блок 13 управления, который может быть выполнен в виде программноуправляемого блока УЧПУ 2С42-65-04. Полушаблоны имеют приводы 14 и 15 поворота, связанные с датчиком 16 поворота, преобразователем 17 частоты и блоком 13 управления. Электродвигатели 3 и 4 снабжены датчиками 18 и 19 линейного перемещения, связанными с преобразователями 20 и 21 частоты и блоком управления.
Пример. Изготавливают змеевик из трубной заготовки диаметром 50 мм толщиной стенки 4 мм из стали 12X1МФ, длина 1 11435 мм, fi 390 мм, h 130 мм, радиусы гибов RI 210 мм, R2 130 мм. На первой стадии гибки расстояние между центрами гибов R 12493,7 мм. Полушаблон 1 перемещают со скоростью 16000 мм/мин, при этом полушаблону 2 через блок управления задается скорость, при которой выполняется условие R const.
С указанной скоростью оба полушаблона выводят на начальные позиции, перемещают между стадиями. В процессе гибки задаются постоянной скоростью вращения
полушаблонов (например, 2 ж ), при
мин
этом полушаблоном 1 и 2 через блок 13 управления задается скорость поступательного перемещения, определяемая скоростью вращения полушаблонов и выполнением условия R const.
Для получения четных и нечетных П-об- разных участков на второй стадии гибки полушаблоны перемещают на расстояние 11764 и 334,2 мм от центров первого и второго гибов соответственно. Далее цикл повторяется.
Использование изобретения позволяет повысить качество изделий и расширить технологические возможности за счет обеспечения гибки змеевиков с П-образны- ми участками.
Формула изобретения
1. Способ гибки змеевиков, включающий закрепление заготовки на полушаблонах и циклическое повторение операции формирования одновременно двух гибов подвижными полушаблонами в две стадии на 90° путем возвратно-поступательного перемещения полушаблонов во взаимно перпендикулярных направлениях, размещая полушаблоны по разные стороны от продольной оси заготовки, отличающийся тем, что, с целью улучшения качества изделий за счет повышения точности относительного перемещения полушаблонов, при закреплении заготовки точки приложения нагрузки со стороны пояушаб- лонов выбирают на расстоянии, равном длине изгибаемой за один цикл части змеевика, уменьшенной на четверть суммы длин
дуг изгибаемых колен, перемещение полушаблонов производят при постоянстве величины суммы квадратов расстояний между центрами гибов во взаимно перпен5 дикулярных направлениях и при одновременном повороте полушаблонов вокруг своей оси в направлении относительного их вращения с угловой скоростью, равной скорости вращения полушаблонов один отно10 сительно другого.
2.Способ по п. 1,отличающийся тем, что, после завершения первой стадии гибки на 90° изменяют положение полушаблонов относительно заготовки и произ15 водят вторую стадию гибки, причем точки приложения нагрузки со стороны полушаблонов выбирают на расстоянии от центров, полученных на первой стадии гибов, равном длине прямолинейной части соответствую0 щего участка, увеличенной на четверть длины окружности соответствующего гибочного полушаблона.
3.Устройство для гибки змеевиков, содержащее размещенные на суппорте и ка5 ретке два полушаблона с приводом линейного перемещения в плоскости гибки во взаимно перпендикулярных направлениях, два приводных прижима для фиксации заготовки на полушаблонах, отличаю0 щ е е с я тем, что оно снабжено двумя парами приводных калибрующих роликов, размещенных на каретке и суппорте у соответствующих полушаблонов, блоком управления, двумя приводами поворота
5 полушаблонов с датчиком поворота, преобразователем частоты,электрически связанным с датчиком поворота и блоком управления,- привод линейного перемещения полушаблонов выполнен с возможно0 стью регулирования расстояния между ними и снабжен двумя датчиками линейного перемещения полушаблонов, двумя преобразователями частоты, связанными с соответствующими датчиками линейного
5 перемещения и блоком управления.
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки змеевиков и устройство для его осуществления | 1988 |
|
SU1814575A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для гибки змеевиков | 1986 |
|
SU1411075A1 |
| Способ управления процессом гибки | 1990 |
|
SU1729658A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Станок для гибки змеевиков | 1980 |
|
SU935162A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1400711A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
Изобретение относится к обработке металлов давлением, в частности к гибке змеевиков из труб. Цель изобретения - улучшение качества изделий за счет повышения точности относительного перемещения полушаблонов (П). Способ включает закрепление заготовки и циклическое повторение операции формирования двух ги- бов в две стадии на 90°. Гибка производится перемещением П во взаимно перпендикулярных направлениях. При этом сохраняют постоянной величину суммы квадратов расстояний между центрами гибов во взаимно перпендикулярных направлениях. Перемещение П осуществляют при одновременном их повороте вокруг своих осей в направлении относительного их вращения с угловой скоростью, равной скорости вращения П один относительно другого. При закреплении заготовки П располагают по разные стороны относительно ее продольной оси. Расстояние между точками приложения нагрузки со стороны П выбирают равным длине изгибаемой на один цикл части змеевика, уменьшенной на четверть суммы длин дуг изгибаемых колен. Для получения прямолинейных участков на коленах на второй стадии изменяют положение П относительно заготовки. Точки приложения нагрузки выбирают на расстоянии от центров, полученных на первой стадии гибов, равном длине прямолинейной части соответствующего участка, увеличенной на четверть длины окружности соответствующего П. П размещены на суппорте и каретке и имеют привод линейного перемещения, обеспечивающий возможность изменения расстояния между ними. Устройство имеет два привода поворота для каждого П, датчик поворота, связанный через преобразователь частоты с блоком управления. Привод линейного перемещения имеет два датчика линейного перемещения для каждого П, связанные с соответствующими преобразователями частоты и блоком управления. На суппорте и каретке размещены приводные прижимы для фиксации заготовки на П. 2 с. и 1 з.п. ф-лы, 14 ил. О со ю 00 со
( ПУ
я
Линейно-круга- вея интерполяция по осям
W от положения
ХмЧМ
Ь-Ґ
1
Ун Кп+Кгг
до положения Хк(
4
«Г/7I
+U+
ZK-VK O Vfi, Z
}
Да Конец цикла
4
«Г/7I
}
0
0 0
Линей на-круго- Вая интерполяция по осям
Х,У,1 о/т положения
Хн--1Кп+Кгг}
ZH до положения
УкЧКп+Кп) ZK-4 180° Убь/хг Хк
Uto/jrf-У Увшз-Зк
Конец цикла 1 &а
Линейно-круга Воя интерполяция по осям
Х,У,7 о/л положения
XrlL+t,+ P)
Ун п+Кгг
до положения +Кгг) fc-lL+l,-)
Увь/х2 к %/// - и&ь/хЗ 2к
Нет
Юиг.З
V
I
ВыхЬ 1 6btx6 1
JFRn 1
+
Нет
ивыхг О
uBbix izO U8bix6 0
Линейно- кру- гоВая интерполяция по осям Xty,Z от положения XnHfa+ n)
.
до положения
УкЧКп Кп
ивых1 Ук и6ь/хз
Линейно - круговая интерпо - ляция по осям
М,г
от положения.
хн--(
Уц-Ягт
до положения ) +
. JlRrt + - )
ивых2 Хк Увых1 - УК Ugb/хз s IK
V
USbixS 1
4fer/--
r,s
ЛЙИ7
ивыхг в
иВых1 -О
Конец цикла
С
3
фиг. 6
Линеино- кругобая интерполяция по осям
Х,У,Ъ
т положения
н - п+Кгг
2Н:(90°
+Rrz)
Узшг
Нет
Фиг 5L
Л4
D
(Риг. 7
с
фиг. 8
-B.I,. ,.
V4
f
г
Фиг.9
Фиг. 11
Фиг 13
фиг.М
| Станок для гибки змеевиков | 1980 |
|
SU935162A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
