Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию.
Целью изобретения является повышение производительности.
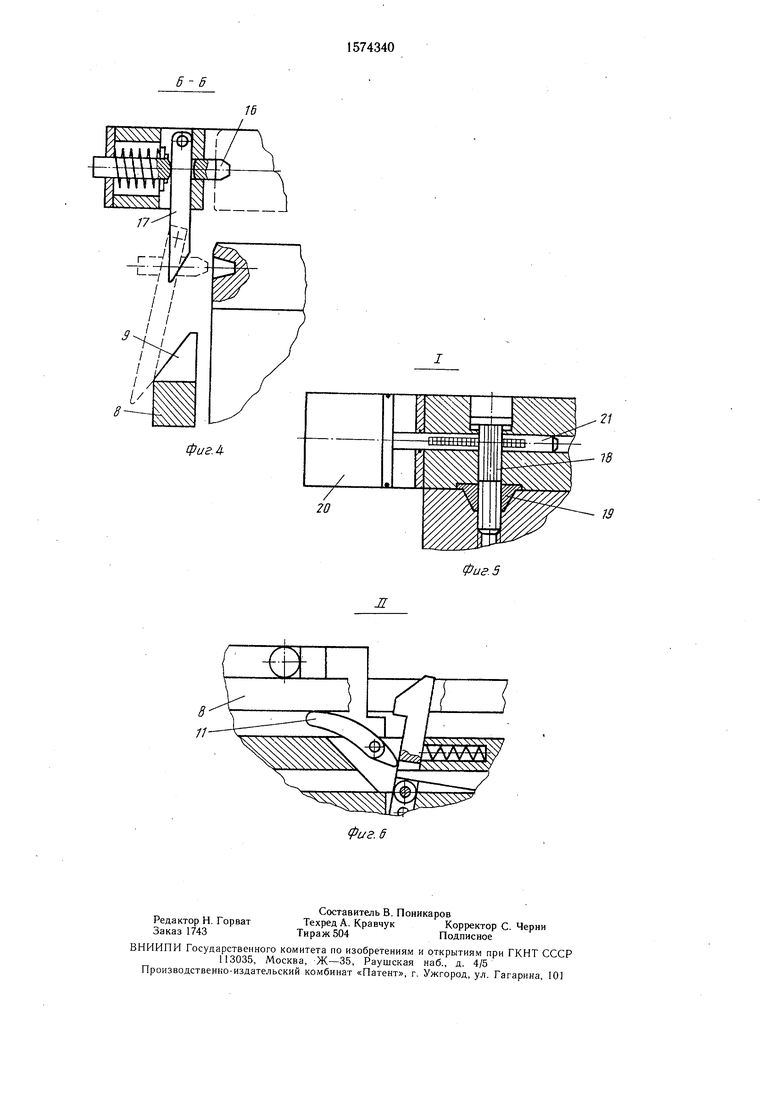
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез на фиг. 1; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - узел II на фиг. 1.
Устройство содержит манипулятор, состоящий из механизмов передвижения 1 по направляющим 2, подъема 3, поворота 4, горизонтального перемещения (рука) 5, двух опорных площадок стола 6 для установки и перемещения инструментальных блоков от магазина 7 до пресса, а также вильчатых захватов 8 с упорами 9. Устройство также содержит размещенный на матрице- держателе 10 со стороны манипулятора с
возможностью взаимодействия с захватами 8 рычажный механизм 1 1. размещенные на пу- ансонодержателе 12 и матрицедержателе 10 конические ловители 13 и механизмы крепления инструментальных блоков, выполненные в виде установленных на матрице- держателе 10 с возможностью поворота и взаимодействия с захватами 8 и рычажным механизмом 11 подпружиненных прижимов 14 с приводом 15, размещенных на нхансоно- держателе 12 с возможностью возвратно-поступательного перемещения подпрчжи- ненных конических фиксаторов 16 и установленных на пуансонодержателе 12 с возможностью поворота и взаимодействия с фиксаторами 16 и упорами 9 рычагов 17, расположенных на пуансонодержателе 12 с возможностью взаимодействия между собой винтов 18 и гаек-ловителей 19, а также установленных с возможностью возвратно- поступательного перемещения от привода 20
сд
и взаимодействия с винтами 18 зубчатых реек 21. При этом на дальних от манипулятора пружинах 14 расположена плата 22 с двумя упорами 23 по краям, на матрицедержателе установлены конечные выключатели 24 и 25.
Устройство работает следующим образом.
При необходимости смены инструментального блока манипулятор захватывает в магазине 7 необходимый инструментальный
Время, затрачиваемое на смену инструментального штампового блока в пределах 1-2 мин, зависит только от массы блока, так как подготовку к смене, взятие на стеллаже и подъезд к прессу можно осуществлять заранее по командам оперативной системы управления. Возможна работа по смене штампов с ручным пультом управления всем устройством, что позволяет использовать предлагаемое устройство как в соблок, устанаувливает его на одну из двух 10 ставе гибких производственных систем, так
площадок стола 6 и передвигается по направляющим к прессу. После остановки на одной оси с прессом рука 5 манипулятора выдвигается в рабочую зону пресса Вильчатый захват 8 включает выключатель 24, от которого идет сигнал на подачу рабочей среды в полости цилиндров 15 и 20, что ведет к освобождению прижимов 14 и 18. С помошью рычажного механизма 11, планки 22 и упоров 23 отводят
и в автономном режиме.
По сравнению с известным техническим решением предлагаемое устройство обеспечивает замену инструментальных блоков 15 большей массы и требует для замены меньших затрат времени.
Формула изобретения 1. Устройство для замены инструментальприжимы 14 и включают выключатель 25, 20 ных блоков на прессах, содержащее маниВремя, затрачиваемое на смену инструментального штампового блока в пределах 1-2 мин, зависит только от массы блока, так как подготовку к смене, взятие на стеллаже и подъезд к прессу можно осуществлять заранее по командам оперативной системы управления. Возможна работа по смене штампов с ручным пультом управления всем устройством, что позволяет использовать предлагаемое устройство как в со ставе гибких производственных систем, так
и в автономном режиме.
По сравнению с известным техническим решением предлагаемое устройство обеспечивает замену инструментальных блоков большей массы и требует для замены меньших затрат времени.
Формула изобретения 1. Устройство для замены инструментальных блоков на прессах, содержащее мани
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Штамп для вытяжки | 1986 |
|
SU1447483A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |

Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию. Цель изобретения - повышение производительности. Устройство содержит манипулятор со столом 6 и вильчатыми захватами 8 с упорами 9, размещенный на матрице-держателе (М) 10 рычажный механизм 11, расположенные на пуансонодержателе (П) 12 и М 10 ловители и механизмы крепления инструментальных блоков, выполненные в виде установленных на М 10 прижимов 14 с приводом 15, размещенных на П 12 фиксаторов, рычагов 17, винтов, гаек-ловителей и зубчатых реек с приводом 20. С помощью манипулятора захваты 8 подаются в рабочую зону пресса. Прижимы 14 отводятся, ползун пресса опускается. Рычаги 17, взаимодействуя с упорами 9, освобождают фиксаторы и при движении ползуна вверх инструментальный блок поднимается захватами 8 выше прижимов 14 и выносится манипулятором из рабочей зоны на стол 6. Крепление нового инструментального блока производится в обратной последовательности. 1 з.п. ф-лы, 6 ил.
подающии сигнал на начало одиночного наладочного хода ползуна (не обозначен) вниз. При опускании ползуна рычаги 17, отодвигаемые упором 9, выводят из пуансопулятор с захватами, размещенные на пуан- соно- и матрицедержателе конические лови- телк и механизмы крепления инструментальных блоков, а также стол для размещена фиксаторы 16 и при движении пол- „„ ния инструментальных блоков, отличающеезуна вверх пуансон остается на матрице. После окончания хода пресса манипулятор поднимает вильчатым захватом 8 сменный инструментальный блок вверх на уровень выше прижимов 14, выносит из рабочей зоны пресса, поворачивается и устанавливает его на свободную площадку стола 6. После этого рука 5 поворачивается на 180°, захватывает новый инструментальный блок, находящийся на площадке, разворачивается на 90°, переносит его в рабочую зону
ся тем, что, с целью повышения производительности, оно снабжено размещенным из матрицедержателе со стороны манипулятора с возможностью взаимодействия с захватами последнего рычажным механизмом, Зо а также закрепленными на захватах манипулятора упорами, при этом механизмы крепления инструментальных блоков выполнены в виде установленных на матрице- держателе с возможностью поворота и взаимодействия с захватами манипулятора и рыпресса, где он центрируется под собствен- 35 чажным механизмом прижимов, разменым весом на ловителях 13. Одновременно с этим от захвата 8 срабатывает выключатель 25 и происходит единичный наладочный ход ползуна вниз. Фиксаторы 16 захватывают и поднимают пуансон вместе с пуансонодержателем 12.
При выводе вильчатого захвата 8 из рабочей зоны пресса прекращается его контакт с выключателем 24, который дает сигнал на подачу рабочей среды в силовые ци40
щенных на пуансонодержателе с возможностью возвратно-поступательного перемещения подпружиненных конических фиксаторов и установленных на пуансонодержателе с ВОЗМОУ-ШОСТЬЮ поворота и взаимодействия с коническими фиксаторами и упорами захватов манипулятора рычагов, расположенных на пуансонодержателе с возможностью взаимодействия между собой винтов и гаек-ловителей, а также установлиндры 15 и 20, которые осуществляют45 ленных на пуансонодержателе с возможфиксацию матрицы и пуансона, после чегоностью возвратно-поступательного перемепресс готов к работе с новым инструмен-щения и взаимодействия с упомянутыми винтальным штамповым блоком.тами зубчатых реек.
Устройство для замены штампов может2. Устройство по п. 1, отличающееся
обслуживать несколько десятков прессов.тем, что, стол размещен на манипуляторе.
пулятор с захватами, размещенные на пуан- соно- и матрицедержателе конические лови- телк и механизмы крепления инструментальных блоков, а также стол для размещеся тем, что, с целью повышения производительности, оно снабжено размещенным из матрицедержателе со стороны манипулятора с возможностью взаимодействия с захватами последнего рычажным механизмом, а также закрепленными на захватах манипулятора упорами, при этом механизмы крепления инструментальных блоков выполнены в виде установленных на матрице- держателе с возможностью поворота и взаимодействия с захватами манипулятора и ры0
щенных на пуансонодержателе с возможностью возвратно-поступательного перемещения подпружиненных конических фиксаторов и установленных на пуансонодержателе с ВОЗМОУ-ШОСТЬЮ поворота и взаимодействия с коническими фиксаторами и упорами захватов манипулятора рычагов, расположенных на пуансонодержателе с возможностью взаимодействия между собой винтов и гаек-ловителей, а также установ25 8 Л Zf
75
W 4p.
I
| Автоматическое устройство для смены штампов на прессе | 1986 |
|
SU1362560A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
