XJ-/1
Фие.6
Изобретение относится к устройствам для изготовления соединителей и может быть использовано в автоматических линиях.
Цель изобретения - повышение производительности.
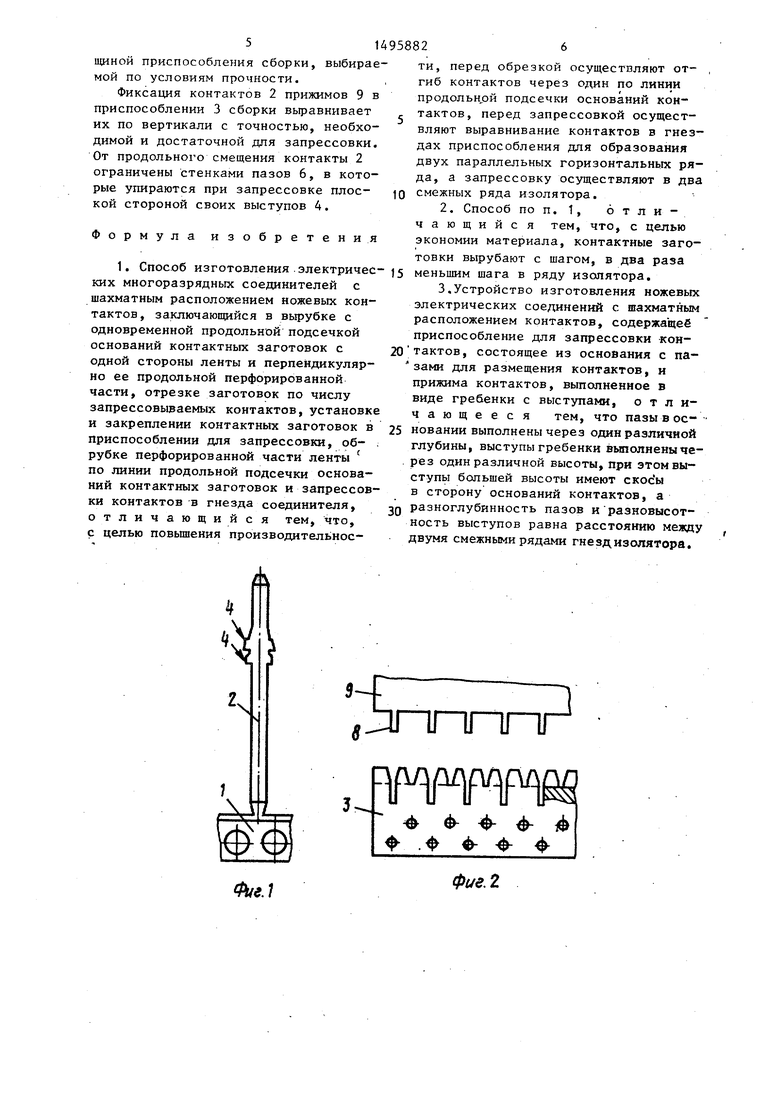
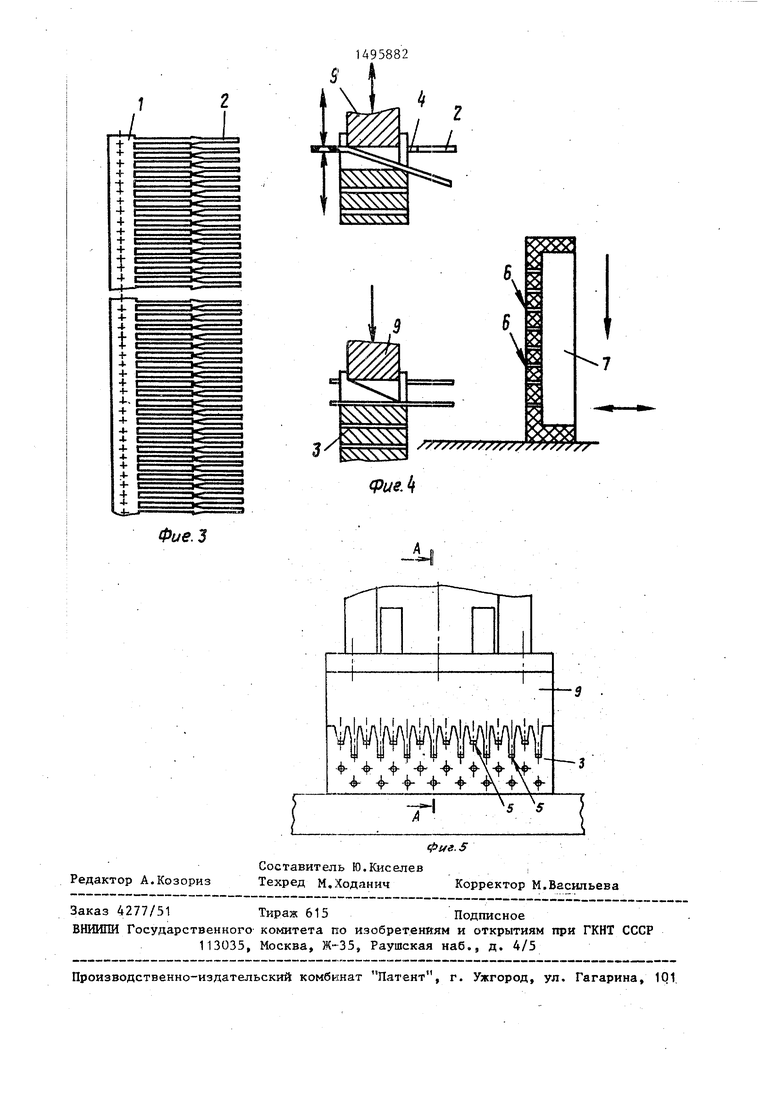
На фиг, 1 изображен контакт, соединенный технологической перемычкой с лентой; на фиг. 2 - приспособление сборки и прижим до сочленения; на фиг. 3 - лента с контактными заготовками и обрубаемый отрезок; на фиг 4 схема реализации способа (верхний вид - в момент фиксации отрезка ленты прижимом до обламывания перфорированной части, нижний вид - в момент выравнивания контактов в два параллельных ряда после обламывания перфорированной части ленты перед запрессовкой в изолятор)j на фиг. 5- устройство, вид со стороны запрессовки в изолятор; на фиг. 6 - разрез А-А на фиг. 5..
Подача ленты 1 с контактными за- I готовками 2 осуществляется в продольном направлении на механизм об- рубки отрезка ленты (не показано),, i Отрезок ленты содержит столько кон- ; тактных заготовок, сколько контактов : в двух смежных рядах изолятора. От- : резок ленты устанавливается на приспособление 3 сборки (фиг, 4) кон- ;тактными заготовками 2 так, чтобы : выступы 4 и лента 1 оказались с внешней стороны пазов 5. Это предохраняе сваливание отрезка с приспособления 3 во время перемещения на другую позицию.
На позиции обрубки ленты производится разделение контактных заготово 2 по числу гнезд 6 в одном ряду изолятора 7 путем отгибки половины их в глубокие пазы 5 выступами 8 прижима 9 во время сопряжения с приспособлением 3 сборки, фиксация контактных заготовок 2 в верхних пазах 5 нижней стенкой прижима 9, в глубоких - вершинами выступов 8, и обламывание перфорированной части ленты 1 (перемещение механизмов обламывания и прижима 9 показаны стрелками). После освобождения от перфорации контакты вьфавниваются в пазах 5 и образуют два параллельных горизонтальных ряда отстоящих друг от друга и с шагом между контактами, равным размещению гнезд 6 изолятора 7. Изоляторы 7 подаются ориентированно гнездами 6 со
5
0
5
Q
0
5
0
5
0
5
стороны хвостовиков соединителя и при горизонтальном перемещении изолятора 7 контакты 2 запрессовываются в два нижних ряда гнезд 6.
После отхода вверх прижима 9 изолятор 7 отводится в исходное положение и опускается на расстояние, равной размеру между тремя рядами гнезд 6 для запрессовки контактов 2 в следующие два рядао
Предлагаемый способ изготовления соединителя реализуется с помощью устройства (фиг. 2, 5 и 6), состоящего из приспособления 3 сборки, которое крепится к планшайбе с помощью болтов и прижима 9, укрепленного на ползуне 10, перемещающем прижим 9 вертикально по направляющим 11. Надежная запрессовка контактов 2 в изолятор 7 обеспечивается за счет фиксации их в пазах 5 приспособления сборки 3 выступами 8 прижима 9 и выравнивания их в два параллельных горизонтальных ряда после обламывания перфорированной части ленты, вследствие чего происходят стабиль- кость сборки и повышение производительности.
Пазы 5 прорезаны на стенках продольной сквозной прямоугольной выемки в верхней части приспособления сборки 3, мелкие по глубине выемки чередуются с глубокими с шагом, равным шагу контактных заготовок в ленте 1 в разноглубинностью, равной расстоянию между двумя смежными рядами гнезд 6 в изоляторе 7.
Выступы 8 выполнены на нижней части: прижима 9, имеют форму прямоугольного треугольника с выступающим меньйнм катетом, по длине равным разноглубинности пазов матрицы и являющимися продолжением передней стенки,, а больший катет прилегает к нижней стенке и равен ширине пуансона.
На передней стенке приспособления 3 предусмотрены ряды отверстий, диаметром больше диаметра описанной окруя:ности вокруг поперечного сечения контактной заготовки 2 и отстоящие от нижних линий пазов 5 и друг от друга на расстоянии, равные соответственно шагам расположения гнезд 6 в изоляторе 7, в которые входят хвостовики уже запрессованных контактов при подаче изолятора 7 к двум следующим рядам контактов. Количество рядов отверстий определяется тол51
щиной приспособления сборки, выбираемой по условиям прочности.
Фиксация контактов 2 прижимов 9 в приспособлении 3 сборки выравнивает их по вертикали с точностью, необходимой и достаточной дпя запрессовки. От продольного смещения контакты 2 ограничены стенками пазов 6, в которые упираются при запрессовке плоской стороной своих выступов 4.
Формула изобретения
ти, перед обрезкой осуществляют от- , гиб контактов через один по линии продольнрй подсечки оснований контактов, перед запрессовкой осуществляют выравнивание контактов в гнездах приспособления дпя образования двух параллельных горизонтальньпс ряда, а запрессовку осуществляют в два смежных ряда изолятора.
2. Способ по п. 1, отличающийся тем, что, с целью экономии материала, контактные заго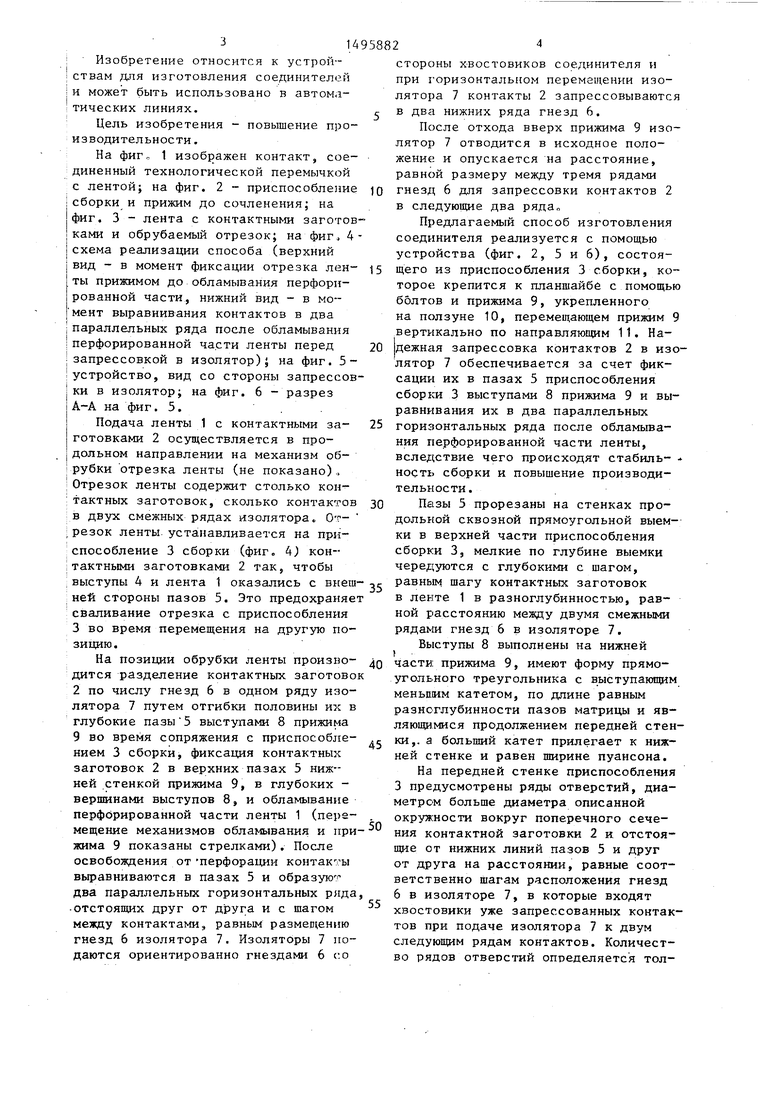
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Способ изготовления электрического соединителя и устройство для его осуществления | 1987 |
|
SU1555751A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕЙ ЭЛЕКТРИЧЕСКИХ СОЕДИНИТЕЛЕЙ | 1993 |
|
RU2047253C1 |
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1808450A1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| Способ изготовления контактных элементов | 1982 |
|
SU1026212A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение производительности и экономия материалов. Ленту приспособлением сборки 3 перемещают к изолятору и располагают выступы 4 напротив гнезд. Прижимом 9 одни выступы 4 контактных заготовок 2 через один опускают в нижние пазы 5 приспособления сборки 3, а другие - в верхние пазы 5 этого приспособления. Затем приспособление сборки 3 ползуном 10 впрессовывает контактные заготовки 2 в гнезда изолятора, при этом лента с помощью продольного паза обламывается. 2 з.п.ф-лы, 6 ил.
товки вырубают с щагом, в два раза 1. Способ изготовления.электричес- J5 меньщим шага в ряду изолятора.
ких многоразрядных соединителей с шахматным расположением ножевых контактов, заключающийся в вьфубке с одновременной продольной подсечкой оснований контактных заготовок с одной стороны ленты и перпендикулярно ее продольной перфорированной части, отрезке заготовок по числу запрессовываемых контактов, установк и закреплении контактных заготовок в приспособлении для запрессовки, об- рубке перфорированной части ленты по линии продольной подсечки оснований контактных заготовок и запрессовки контактов в гнезда соединителя, отличающийся тем, что, с целью повышения производительное-
г.;
25 новании выполнены через один различной
глубины, выступы гребенки выполненыче- . рез один различной высоты, при этом выступы большей высоты имеют скос ы в сторону оснований контактов, а
30 разноглубинность пазов и разновысот- ность выступов равна расстоянию между двумя смежными рядами гнезд изолятора.
ф-
фиг. 2.
Фие.З
Редактор А.Козориз
Составитель Ю.Киселев Техред М.Ходанич
ФиеЛ
М
фиг, 5
Корректор М.Васильева
| Способ изготовления электрических соединений и устройство для его осуществления | 1977 |
|
SU738019A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления электрических соединителей | 1986 |
|
SU1411869A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
