Изобретение относится к автоматизации сборочных процессов, может быть использовано в машиностроении для разделения и поштучной выдачи листовых деталей и установки их на выступающие элементы сборочного узла.,
Целью изобретения является повышение надежности выдачи деталей с отверстиями.
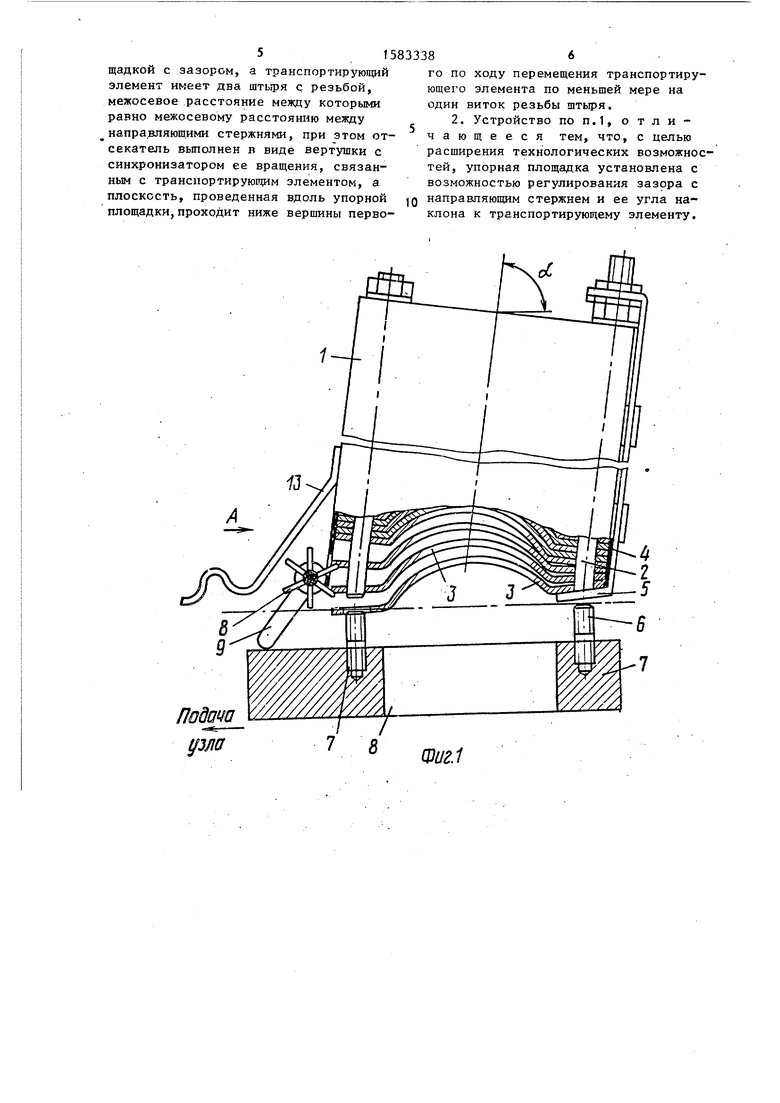
На фиг.1 показано устройство, общий вид в разрезе; на фиг.2 - схема, поясняющая расчет геометрических параметров элементов устройстваi на фиг.3 - вид А на фиг.1.
Устройство для выдачи из стопы и установки листовых деталей состоит из магазина 1, закрепленных в нем двух направляющих стержней 2 большего радиуса кривизны изгиба в нижней части и меньшего радиуса кривизны. Причем угол наклона прямолинейных участков стержней к горизонту оч , пропорциональный силе трения между деталями 3 и стержнями 2, обеспечивает стабильное оседание стопы вниз под собственным весом и незначительное давление стопы на нижнюю опору 4. Радиус кривизны изгиба нижней части стержней 2 зависит от геометрических размеров (толщины и длины) деталей.
Снизу вся стопа удерживается за внутренний край регулируемой опорой 4, которая установлена под одним из стержней 2 с зазором, позволяющим выйти из стопы только одной детали. Угол наклона упорной площадки 5
сл
00
W
w
00 00
31583338
(фиг.2) зависит от диаметра отверстий под резьбовые штыри 6, Для надежного захвата детали за отверстие резьбовым штырем необходимо, чтобы величина катета превосходила суммарную высоту фаски и полушага резьбы
arcsin(ra/d) ,
где-d - диаметр отверстия.
Таким образом, плоскость, проводимая вдоль упорной площадки 5, должна проходить ниже вершины первого по ходу перемещения транспортирующего элемента 7 по меньшей мере на один виток.
На внешней поверхности магазина у нижнего конца боковой стенки установлен отсекатель в виде многолопастной вертушки 8 и храпового механизма 9 синхронизации. От произвольного поворота под действием веса детали 3 вертушка 8 удерживается силами трения. При подходе транспортирующего элемен- та 7 сборочного узла синхронизатор 9 поворачивает вертушку 8 на один шаг Синхронизатор 9 состоит из храпового колеса 10, жестко закрепленного на оси 11 вертушки 8 и собачки с рычагом 12. Последний свободно свисает вниз и отклоняется по дуге от вертикального положения транспортируемым элементом 7, вследствие чего собачка с рычагом 12 поворачивается вокруг оси. С двух сторон от отсекателя имеются две пружинные пластины 13 специальной формы для прижатия выданной из магазина детали к плоскости стыка транспортирующего элемента сборочно- 4 го-узла 7 (фиг.2 и 3) „
Устройство работае т следующим образом.
Собранную стопу деталей снизу одевают на направляющие стержни 2 до полного заполнения магазина деталями, Причем первая снизу деталь должна удерживаться только на одном стержне 2 со стороны упорной площадки 5. А нижний ее край свисает под необходимым углом р. Вторая деталь удерживается на стержне 2 лопастью вертушки 8. Рычаг 12 собачки свободно свисает вниз. Шаговый конвейер подает транспортирующий элемент 7 под дно магазина, отжимая при этом рычаг 12 собачки от вертикального положе- ния. Штырь 6 первый по ходу направления выдачи детали входит в зацепле
0
5
0
0
5
5
0
5
0
5
ние с отверстием детали 3 на свисаю- щем крае детали и вытягивает всю деталь 3 из магазина, при этом освобо - дившееся от стержня 2 отверстие попадает на вторую деталь по ходу перемещения транспортирующего элемента. Штырь 6 и деталь 3 полностью одеваются обеими отверстиями на соответствующие штыри. Транспортирующий элемент сборочного узла, движимый конвейером, выходит из-под магазина, а деталь дожимается до этой плоскости пружинными пластинами 13 специальной формы. Выйдя из взаимодействия с деталью, рычаг 12 собачки принимает вертикальное положение под собственным весом и проворачивает на один шаг вертушку 8 отсекателя через храповое колесо 10, жестко закрепленное на оси 11 вергушки. Тем самым лопасть d вертушки отпускает край детали в стопе, а нижняя деталь сталкивается со стержня 2 следующей лопастью вертушки 8.
Деталь зависает на стержне 2 в ожидании следующей сборочной единицы и т.д„ до выхода из магазина последней детали под собственным весом. Далее все действия повторяются.
Предлагаемое устройство просто и надежно, обеспечивает ввдачу из стопы и ориентацию неплоских листовых деталей с отверстиями на сборочные узлы с выступающими элементами.
Формула изобретения
1. Устройство для поштучной выдачи листовых деталей из стопы и подачи их в рабочую зону, содержащее расположенный над транспортирующим элементом под углом в сторону, противоположную направлению его перемещения, магазин для размещения стопы деталей, отсекатель, смонтированный у нижнего конца боковой стенки магазина, обращенной в направлении перемещения транспортирующего элемента, и расположенную на конце противоположной боковой стенки наклонную в сторону транспортирующего элемента упорную площадку, отличающееся тем, что, с целью повышения надежности выдачи деталей с отверстиями, магазин имеет два концентрично изогнутых направляющих стержня для взаимодействия с отверстиями деталей, один из которых размещен над упорной площадкои с зазором, а транспортирующий элемент имеет два штыря с резьбой, межосевое расстояние между которыми равно межосевому расстоянию между . направляющими стержнями, при этом от- секатель выполнен в виде вертушки с синхронизатором ее вращения, связанным с транспортирующим элементом, а плоскость, проведенная вдоль упорной площадки,проходит ниже вершины перво15
- 1583338
го по ходу перемещения транспортирующего элемента по меньшей мере на один виток резьбы штыря.
2. Устройство по п.1, о т л и - чающееся тем, что, с целью расширения технологических возможностей, упорная площадка установлена с возможностью регулирования зазора с направляющим стержнем и ее угла наклона к транспортирующему элементу.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи плоских деталей с центральным отверстием | 1980 |
|
SU893764A1 |
| Устройство для поштучной выдачи деталей | 1984 |
|
SU1171281A1 |
| Устройство для поштучной выдачи деталей | 1984 |
|
SU1177133A1 |
| Устройство для поштучной выдачи плоских деталей из стопы | 1990 |
|
SU1781152A1 |
| АППАРАТ ДЛЯ ЭТИКЕТИРОВАНИЯ ИЛИ ПРИКРЕПЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ К ПЛОСКИМ ПОВЕРХНОСТЯМ ПРЯМОУГОЛЬНЫХ УПАКОВОК | 1997 |
|
RU2109664C1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU861001A1 |
| Устройство для поштучной выдачи листовых заготовок | 1990 |
|
SU1776479A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ ИЗ СТОПЫ | 1990 |
|
RU2006436C1 |

Изобретение относится к автоматизации сборочных процессов, может быть использовано в машиностроении для разделения и поштучной выдачи листовых деталей и установки их на выступающие элементы сборочного узла и позволяет повысить надежность работы устройства. Особенностью устройства является наличие изогнутых концентрично направляющих, одна из которых расположена под упорной площадкой боковой стенки магазина с зазором, наличием штырей с резьбой на приемном элементе сборочного узла, расположением плоскости, проходящей вдоль упорной площадки, ниже вершины первого по ходу перемещения транспортирующего элемента по меньшей мере на один виток резьбы, при этом вертушка отсекателя имеет синхронизатор ее вращения, связанный с транспортирующим элементом. 1 з.п. ф-лы, 3 ил.
Подача узла
Фиг.1
Редактор А.Мотьшь
Составитель Е.Агаян Техред А.Кравчук
Заказ 2226
Тираж 484
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР N3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг.2.
дидА
Фиг.З
Корректор Н. Ревская
Подписное
| Патет CUIA № 4323168, кл | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
