1
Изобретение относится к обработке металлов давлением и может быть использовано для размещения штучных заготовок.
Целью изобретения является повышение производительности процесса размещения.
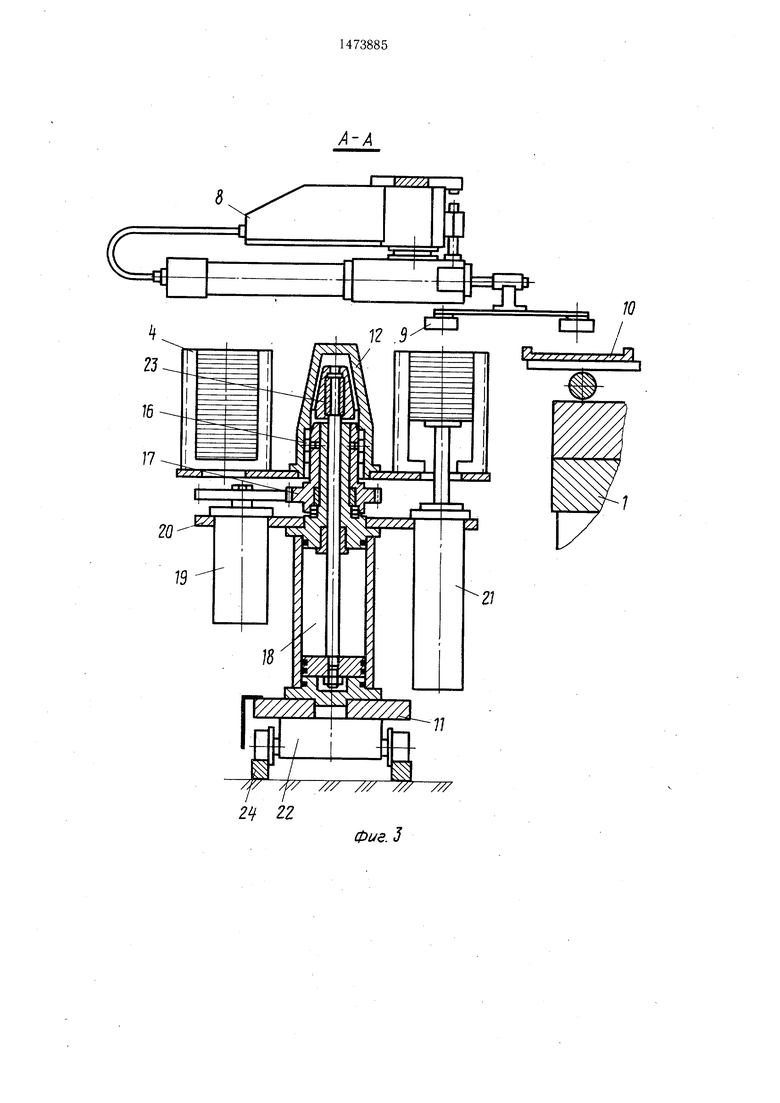
На фиг. 1 изображено устройство для размещения штучных заготовок, встроенное в гибкий производственный модуль холодной штамповки; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - узел I на фиг. 4.
Гибкий производственный модуль холодной штамповки содержит штамповочный пресс 1 с устройством 2 для смены штампов, автоматизированную транспортно-скл адскую систему, включающую стеллаж 3 для штамповой оснастки и съемных столов 4 с заготовками, а также штабелер 5, перемещающийся по ходовому пути 6. На плите
устройства 2 для смены штампов посредством кронштейна 7 установлен манипулятор 8 с электромагнитными схватами 9, в корпусах которых вмонтированы датчики наличия деталей. Левый схват предназначен для перс- кладки заготовок из кассет съемного стола 4 в промежуточный трафарет 10 штампа, правый - для перекладки заготовок из трафарета в зону штамповки. Съемный стол 4, устанавливаемый на станину 11, выполнен в виде диска, в центре которого закреплен конический центрирующий стакан 12 с корончатой втулкой 13, имеющей заходные фаски 14 и продольные пазы 15. Пазы 15 входят во взаимодействие со штифтами, выполненными в виде пальцев 16, закрепленными на ступице шестерни 17, установленной на корпусе силового цилиндра 18 Шестерня 17 сцеплена с зубчатым колесом шагового
СО 00
GO
сл
пневматического двигателя 19, закрепленного на плите 20, которая установлена на силовом цилиндре 18. С противоположной стороны на плите 20 смонтирован механизм подъема стопы заготовок в виде цилиндра 21.
Основание силового цилиндра 18 закреплено на станине 11, которая закреплена на приводной тележке 22, а его шток снабжен заходной конической втулкой 23, установленной с возможностью поворота. Приводная тележка 22 имеет возможность перемешаться с рабочей позиции в зону перегрузки по направляющим 24, расположенным перпендикулярно ходовому пути 6 штабелера 5.
Кроме того, имеется вибролоток 25, тара 26 для готовой продукции и система управления с пультом 27.
Модель работает следующим образом.
В соответствии с программой работы, набранной с пульта 27 управления, штабе- лер 5 забирает из нужной ячейки стеллажа 3 штамп и подает его на устройство 2, которое снимает его, перемещает в рабочую зону пресса 1 и фиксирует. Далее штабелер 5 снимает со стеллажа 3 соответствующий данному штампу стол 4 с заготовками, предварительно уложенными в кассеты на заготовительном участке, и перемещает его на позицию перегрузки. Одновременно на эту же позицию перемещается станина 11. Далее подается команда на выдвижение штока силового цилиндра 18, втулка 23 которого входит в стакан 12 и приподнимает стол 4 с заготовками, освобождая вильчатый схват штабелера 5, который затем вдвигается. Подается команда на опускание стола, в процессе которого втулка 13, взаимодействуя с пальцами 16, разворачивает стол, ориентируя его в исходное положение. Включается привод тележки 22, которая перемещает станину 11 со столом 4 с заготовками на рабочую позицию. На рабочей позиции одна из кассет сгола 4 располагается под левым электромагнитным схватом 9 манипулятора 8. Подастся команда на подъем стопы заготовок толкателю цилиндра 21. В момент контакта заготовки с электромагнитным схватом 9 датчик наличия детали отключает цилиндр 21, при этом толкатель тормозится, подаются последовательно команды на подъем схватов, выдвижение до заданного положения, опускание и их отключение. При этом заготовка первоначально укладывается в промежуточный трафарет 10, являющийся одновременно смазочной позицией (не показано) . При следующем цикле заготовка переносится в штамп, совершается рабочий ход пресса 1, после чего отштампованная деталь удаляется струей сжатого воздуха на вибролоток 25, который выносит ее за пределы пресса и сбрасывает в тару 26. После опорожнения кассеты подается команда на опускание толкателя цилиндра 21, далее включается шаговый пневмодвигатель 19, поворачивающий стол 4 с очередной кассетой под схват манипулятора 8. Цикл штам- 0 повки повторяется. После опорожнения всех кассет устройство перемещения заготовок с отработанным столом перемещается в зону перегрузки для взаимодействия со штабе- лером 5, который снимает стол 4 с пустыми кассетами и транспортирует его на заготовительный участок. Дальнейшая работа модуля в автоматическом режиме проходит в соответствии с заложенной программой или по командам оператора с пульта 27 в режиме ручного управления.
5
20
Формула изобретения
5
5
5
Устройство для размещения штучных заготовок, содержащее станину, установленную на основании, силовой цилиндр, выполненный в виде полого корпуса, смонтированного на станине вертикально, поршня, установленного в полости корпуса с возможностью перемещения в вертикальном направлении, и штока, закрепленного на поршQ не, поворотный стол, несущий расположенные по окружности кассеты для размещения стоп заготовок, установленный с возможностью поворота и снабженный механизмом поворота, выполненным в виде шестерни, связанной с приводом, механизм перемещения стоп заготовок в вертикальном направлении, смонтированный на станине, и опорный элемент, отличающееся тем, что, с целью повышения производительности процесса размещения, шестерня свободно смонтирована на корпусе силового цилиндра, станина
0 установлена на основании с возможностью перемещения в горизонтальном направлении, опорный элемент выполнен в виде конического стакана, закрепленного на поворотном столе, конической втулки, смонтированной на штоке с возможностью взаимодействия с внутренней поверхностью конического стакана, втулки, установленной на шестерне с возможностью съема и закрепленной в коническом стакане, и штифтов, закрепленных в шестерне и расположенных в вертикальных пазах, выполненных во втулке.
Фи.г.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки | 1982 |
|
SU1069909A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |


Изобретение относится к обработке металлов давлением и может быть использовано для размещения штучных заготовок. Цель изобретения - повышение производительности размещения заготовок. Заготовка укладывается в стопы в кассеты. Кассеты расположены по окружности на поворотном столе. Стопы перемещаются в вертикальном направлении механизмом перемещения, смонтированным на станине. Поворотный стол установлен с возможностью перемещения в вертикальном направлении и съема со станины. Поворотный стол перемещается в вертикальном направлении штоком силового цилиндра через коническую втулку, взаимодействующую с коническим стаканом, закрепленным на поворотном столе. Корпус силового цилиндра смонтирован на станине, а шток закреплен на поршне силового цилиндра. Поворотный стол приводится во вращательное движение от привода через шестерню, свободно установленную на корпусе силового цилиндра. В шестерне закреплены штифты, входящие в вертикальные пазы, выполненные во втулке. Втулка смонтирована в коническом стакане. 5 ил.
©27
|
I
12
13
| Устройство для стапелирования штучных заготовок | 1975 |
|
SU517369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для поштучной выдачи плоских заготовок из стопы | 1981 |
|
SU956102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
