Х/ T/i/ /// J хЙ . /У I / / /
I / / /
W
11
7
35
Изобретение относится к обработке металлов давлением и может найти применение в машиностроительной, металлургической и других отраслях про- м1 шиенности«
Цель изобретения - новьшюние про- извода1тельности работы линии.
На фиг, изображена линия, общий вид; на фиг.2 - вид А на фиг,1j на фиТсЗ - вид Б на фиг„2} на фигс4 - узел I на фиг.2; на - разрез В-В на фиг.2,
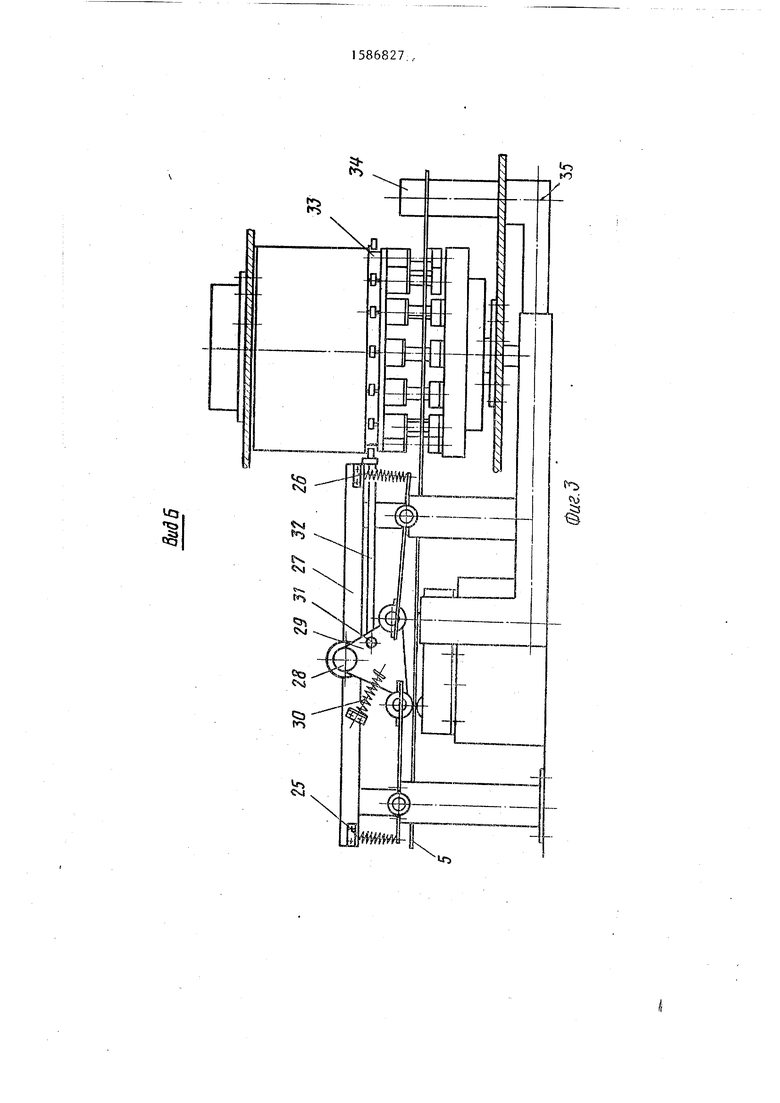
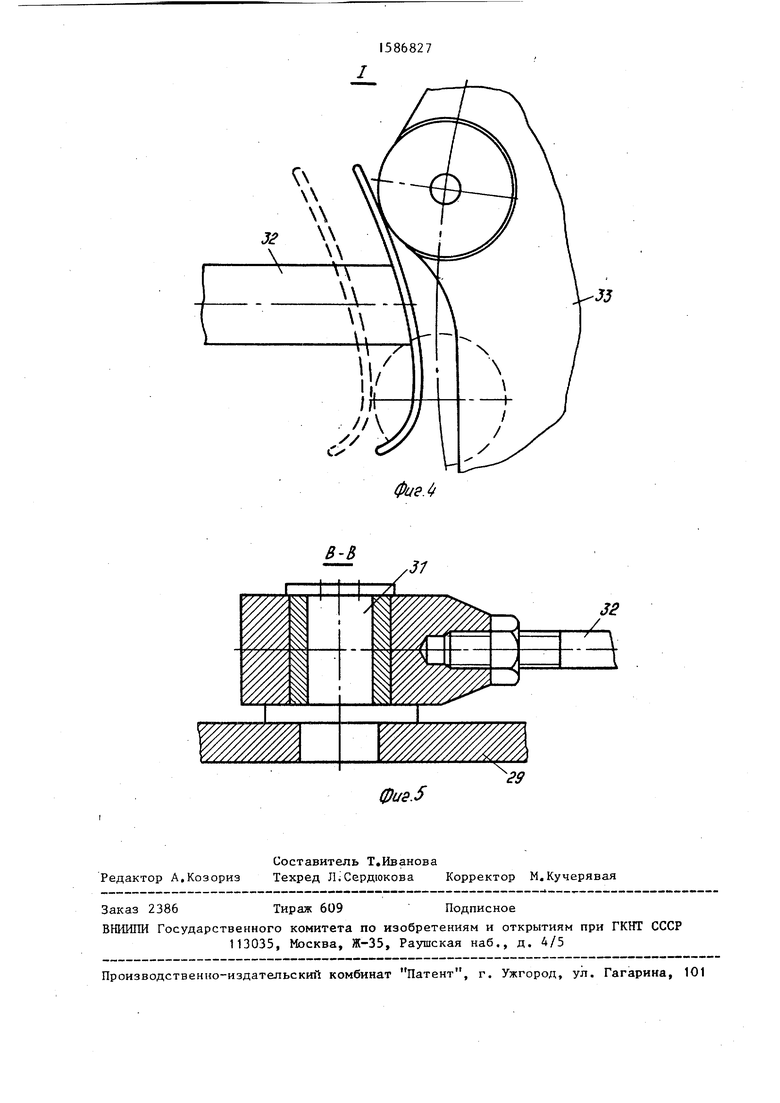
Линия для изготовления- деталей из ленточного материала состоит из ру лоницы 1, нравильного устройства 2 механизма 3 образования петли и механизма 4 подачи, ленты 5, На ста1ш- не 6 под лентой 5 установлены опорньш валки 7 и 8э соединенные между со- бой посредством зубчатой передачи 9 при этом опорный валок 8 с помощью промежуточной передачи 10 соединен с приводным валом 1 роторного пресса 125 опирающегося на раму 13 и состоя щего из инструментальных блоков 14, установленных по окружности Над опорными валками 7 и 8 на осях 15 и 16 с консолями установлены прижимные валки. 17 и 18, закреплентше в рычагах 19 и 20, опирающихся на осях 21 и 22, установленных в опорах 23 и 24 С противоположных сторон от осей 21 и 22 на концах рычагов 19 и 20 установлены пружины 25 и 26, конщз которых закреплены на неподвижной балке 27в На балке 27 смонтирован по-/ . средством оси 28 рычаг 29, соединенный пружиной 30 с балкой 27, На оси 31 рычага 29 установлена тяга 32, контактирующая одновременно с копиром 33 роторного пресса 12 и поочередно с прижимныьст валкам 17 и 18 механизма 4 подачи ленты 5 Б заданной технологическим циклом последовательности на раме 13 за роторным прессом 12 установлены ножницы 34, соединенные через редуктор 35 с приводом ротора,
линия изготовления деталей из ленточного материала работает следующим образомв
Рулон ленты 5 устанавливают в рулонницу 1 и передний ее конец подают в правильное устройство 2, одновременно включая привод правильного устройства (не показан)„ Выровненная лента 5 подается мехакизмом подачи через компенсационную петлю 3, ста™
.билизирующую работу линии. Далее ленту 5 подают на опорные валки 7 и 8 и,, пройдя пазы инструментальных блоков 14 роторного пресса 12, она попадает в зону ножниц 34, где разделяют отходы ленточного материала, Роторш,1й пресс 12, вращаясь вокруг своей оси, копиром 33 воздействует ig на тягу 32, которая поворачива.ет рычаг 29 вокруг оси 28, закрепленной :на балке 27, Одновременно сжимаются пружины 3 и 26,и начинает работать опор шли валок 8, к которому лента 5 прижимается прижимным валком 18, установленным на рычаге 29. При этом лента 5 приобретает линейную скорость, равную скорости центр ов инструментальных блоков 14,
0 Инструментальный блок, находясь на участке дуги, близком к прямой, срабатывает, пуансон входит в матрицу, щтампует заготовку и поднимаетсяj освобождая ленту 5, В следующий момент каждый инструментальный блок 14 срабатывает вне ленты, осуществляя операцию обработки заготовки, например вытяжки. Сразу после вырубки заготовки копир 33 прекращает действовать на тягу 32, которая под действием пружин 30 и 26 перемещается за по- . ворачивающимся рычагом 29 и лента 5 прижимается к подающему onopHoi-iy валку 75приобретая заданную скорость
5
0
5
которая выдерживается до начала
V
взаимодействия следующего инструментального .блока 14 с лентой 5. Таким образом, есгш время контакта инстру- . ментального блока 14 с полосой - скорость центров инструментальных блоков V(, а скорость подачи ленты V, то при расстоянии между центра№1 инструментальных блоков hp расстояние между центрами вьиятамповок
Ьд определяется из соотношения
,; .V,
(I)
5
Первый чотен правой части соотношения () есть путь, пройденный лентой в промежуток времени между контактом второй член - путь, пройденный лентой за время контакта.
Преобразовав соотношение (I)j получают
h, h р. о
н
(V. - vb
(2)
Из соотнощения (2) следует, что при hp t)((Vy шал между вьиатамповками может быть задан величиной V, Таким образом, величина шага h между вьпптамповками может быть обеспечена за счет выбора передаточного отношения передачи 9 меньше шага h. между центрами инструментальных блоков 14. Такая конструкция линии по- вътает ее производительность.
Формула изобретения
Линия для изготовления деталей из ленточного материала, содержащая расположенные в технологической последовательности рулонницу, правильное устройство, механизм образования компенсационной петли ленточного материал а j механизм подачи ленты, содержащий основггую валковую подачу, выполненную в виде опорного и прижимного валков, пресс с инструменталь
з сомным блоком, отличающаяся тем, что, с целью повышения производительности работы линии, пресс выполнен роторным, линия снабжена установленной симметрично основной в механизме подачи допхэлнительной валковой подачей с опорным и прижимными валками, смонтированным на прес- .Q се по его периметру копиром, подпружиненным рычагом, установленным . с возможностью одновременного периодического взаимодействия с прижимными валками основной и дополнитель- 5 ной валковой подач и посредством закрепленной на нем тяги с упомянутым копиром, при этом прижимные валки. основной и дополнительной валковых подач, опорные валки соединены между 20 собой зубчатой передачей, а опорный валок дополнительной валковой подачи связан с роторным прессом.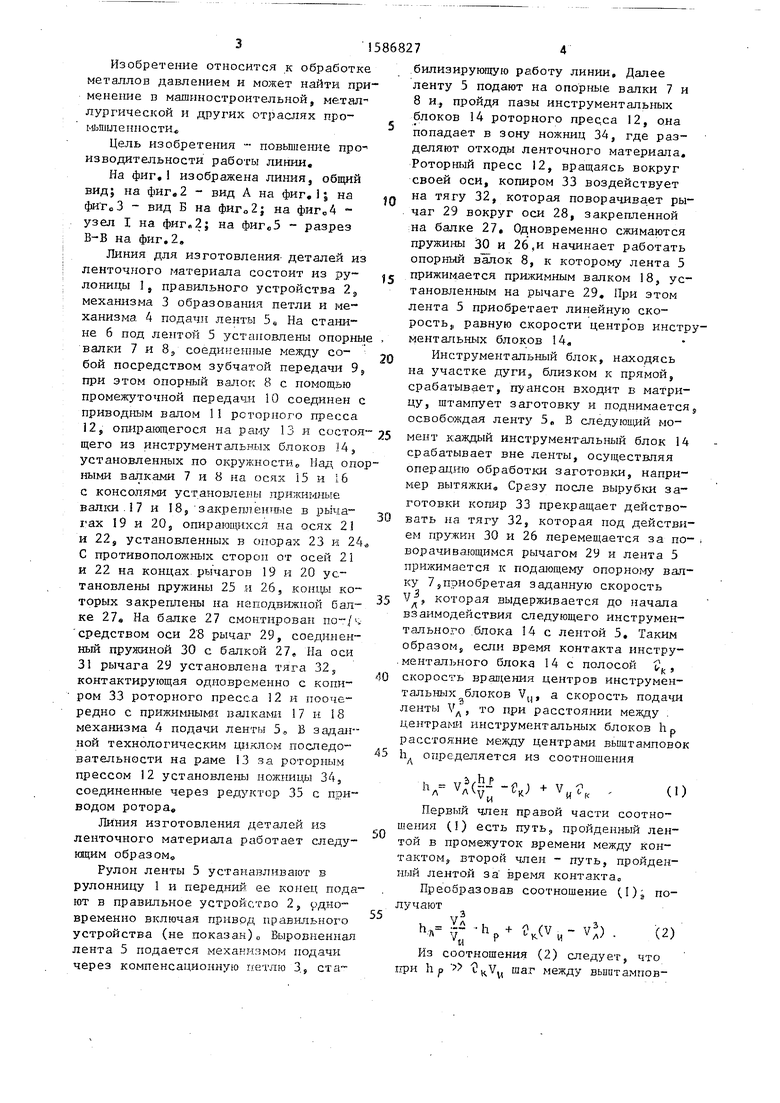

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Устройство для подачи ленточного материала в рабочую зону пресса | 1977 |
|
SU671904A1 |
| Устройство для подачи ленточного материала в зону обработки | 1981 |
|
SU1011306A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1982 |
|
SU1061898A1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2042459C1 |
| Линия изготовления деталей из ленточного материала | 1986 |
|
SU1409385A1 |
| Разматывающее устройство | 1980 |
|
SU902895A1 |
| Устройство для подачи ленточного материала в зону обработки | 1986 |
|
SU1386390A1 |
| Устройство для подачи ленточного и полосового материала в рабочую зону пресса | 1989 |
|
SU1706763A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, металлургии и других отраслях промышленности. Цель изобретения - повышение производительности линии в работе. Линия содержит установленные в технологической последовательности рулонницу 1, правильное устройство 2, механизм образования петли 3 и механизм подачи 4 ленты 5. Механизм подачи 4 содержит две пары опорных 7 и 8 и подпружиненных прижимных валков. Опорные 7 и 8 валки соединены между собой посредством зубчатой передачи 9. При этом опорный валок 8 связан промежуточной передачей 10 с приводным валом 11 роторного пресса 12. Линия содержит подпружиненный рычаг, установленный с возможностью периодического взаимодействия с прижимными валками, а также одновременно посредством тяги - с копиром, закрепленным на роторном прессе 12. Изобретение позволяет совместить операции обработки ленточного материала и транспортировки деталей. 5 ил.
BadA
2
8 20 W 23
фиг.2
l
//
с-/
У
Фае.
