: Изобретение относится к оборудованию иля зачистки, конкретнее - к оборудованию для зачистки крупногабаритных 6apaj банов котлов при выполнении операции
„™,,т (-чт. -Г raoiii monTlH YR ЯТПЯ
Устройство работает следующим образом.
Устройство входит в состав специальной установки для зачистки особо крупногабаритных изделий и посредством входя
.л T-ti-ino/ ni T a If м банов котлов при выполнении uucp.u«n , Т „неё Устройства подводится к из- зачистки поверхности от электропр иватов, ; ° «/„% ается вдоль изделия стуI,,лтг пл ТЧПпиПИЧПНЫсПиИМСНС-;j,CJiniV7 ri
щвов и околошовной зоны с применением в качестве инструмента абразивного круга или иглофрезы и может применяться в котлостроении, атомном, химическом и нефтяном машиностроении
j и 11V.V. ,.
делию и перемещается вдоль изделия ступенчато с шагом примерно 1 м. После грубого ориентирования положения инструмента относительно подлежащей зачистке поверхности с помощью установки произво..л,,-чт гч/-чп OTJIJO ГГПЯП К РНИЯ
ntr из рТтени7ГвГется расширение Ю дитс я точное ори ентирование положения техн ологичесЙ возможностей путем расши- инст румента устроис:твом. рения количества настроечных и рабочих перемещений инструмента.
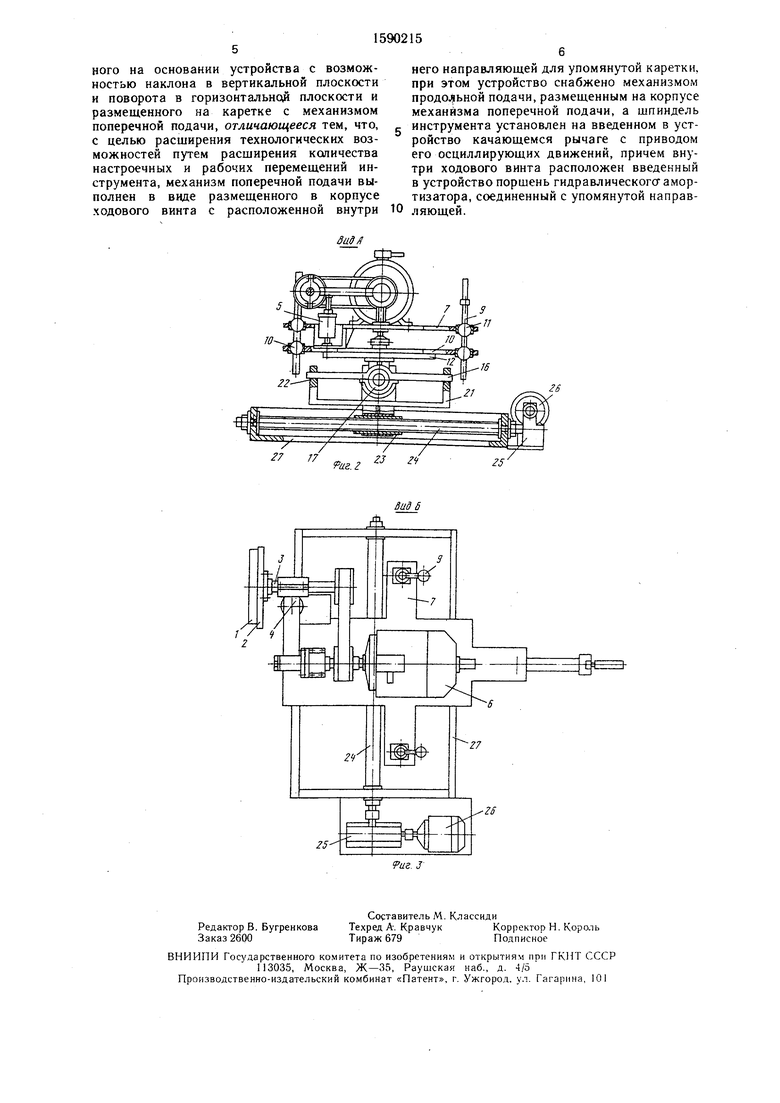
На фиг. 1 изображено устройство в рабочем положении, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на
фиг. 1.
Абразивный круг 1, работающий торцом круга установлен в планшайбе 2, закрепляемой на шпинделе 3, установленном на качающемся рычаге 4.
Качание рычага для сообщения кругу осциллирующих движений производится цилиндром 5, управляемым пневматическим переключателем (не показан).нияТнстоументаГдилиндр 5 осциллирующих
Абразивный круг или торцовая иглофре- инструмента и электродвигатель за приводятся во вращение электродвига- 6 механизма воТратно-поступатааьной протелем поср едством еменно и пфеда Гол ьГГподачи, в ращением ходового винта
струмента yi ijjunv, OVJI. Вращением ходового винта 14 производится подача инструмента вплотную к изделию, наклоняя основание 7 винтами 9, , вращая площадку 10 относительно пласти- ны 12 и фиксируя их винтами 6, производится требуемое ориентирование рабЬ- чей поверхности инструмента относительно обрабатываемой поверхности. При этом вследствие установки винтов 9 в шаровых 20 щарнирах П имеется возможность наклонять основание 7 и инструмент 1 по отношению к обрабатываемой поверхности в двух плоскостях.
Включается электродвигатель b враще„,,,,„ п С ,-, nunVIOlIIHX
ICMVИЧУ.
Инструмент 1, электродвигатель 6, цилиндр 5 с корпусами подщипников установлены на основании 7, которое посредством
О т, л iriTT-/- Q Г riRVYЛСПЫ па VJV,nVUClilfi- -, -г ,г,(1Л1Г
шарового шарнира 8 и винтов 9 с зо
.. «„ п гт о П Ll-nU |И1 1 Uri Jiv.
Ди, 1 DnUrl fj ,
14 производится поперечная подача инструмента и требуемое усилие его прижатия
Шариви1и ujapnripu --- - .
ходовой резьбой соединено с площадкой 1U. Винты 9 вращаются в резьбе шаров шаровых шарниров 11, установленных на основании 7 и площадке 10. Плош,адка 10 совместно с основанием 7 и инструментом 1 поворачиваются и фиксируются в горизонтальной плоскости относительно пластины 12 винтами 13.
Привод поперечной подачи и регулируемого прижатия инструмента выполнен в виде ходового винта 14, внутри которого расположена направляющая 15, по которой перемещается каретка 16.
Каретка 16 установлена на ползуне /, который перемещается по направляющей 15 совместно со стаканом 18 до начала соiAc«iniu.. .
При подаче вперед ходового винта 14 расположенная в стакане 18 пружина 19 воздействует на ползун 17, свободно перемещающийся по направляющей 15. Поскольку на ползуне закреплена каретка 1Ь. 35 то все расположенные на каретке элементы перемеш,аются вперед.
После соприкосновения инструмента с изделием дальнейшее сжатие пружины приводит к возрастанию усилия прижатия инструмента до требуемого.
В процессе возвратно-поступательных продольных перемещений на длину хода винта 24 при наличии осциллирующих движений, подпружиненном прижатии и зачистке тооцом круга инструмент произво .. ,-,T-.,t-i-j-ii(- . тпипИНПИ
40
совместно со стаканом 18 до начала со- f,,,,;,,% „олось поверхности шириной прикосновения инструмента с изделием, а 45 РПНО 70 мм . „,„ „с1-гио uurrnvMPHTflпримерно /и мм.
далее регулируемое прижатие инструмента к изделию производится пружиной 19.
Направляющая 15 входит внутрь ходо вого винта 14 и соединена с поршнем 20 гидравлического амортизатора двустороннего действия.
Элементы привода поперечной подачи установлены в корпусе 21, при этом каретка 16 перемешается по направляющей 15 и в прорезях 22 корпуса 21.
Корпус 21 установлен на каретке 26 механизма возвратно-поступательной про- 55 дольной подачи, который состоит из ходового винта 24, редуктора 25 и электромотора 26, смонтированных на корпусе 27.
примерно 70 мм.
Изменив угол наклона плоскости торца круга наклоном основания 7 с помощью винтов 9, производят зачистку следующей полосы шириной 70 мм. Это позвшяет на ад каждом шаге устройства зачистить полосу поверхности тр ебуемой ширины (примерно
140 мм).
После этого производится перемещение
устройства на следующий шаг.
Формула изобреген.ия
Устройство для зачистки, содержащее привод вращения инструмента, расположен
Устройство работает следующим образом.
Устройство входит в состав специальной установки для зачистки особо крупногабаритных изделий и посредством входя
.л T-ti-ino/ ni T a If , Т „неё Устройства подводится к из- ; ° «/„% ается вдоль изделия сту, Т „неё Устройства подводится к из- ; ° «/„% ается вдоль изделия сту;j,CJiniV7 ri
j и 11V.V. ,.
делию и перемещается вдоль изделия ступенчато с шагом примерно 1 м. После грубого ориентирования положения инструмента относительно подлежащей зачистке поверхности с помощью установки произво..л,,-чт гч/-чп OTJIJO ГГПЯП К РНИЯ
дитс я точное ори ентирование положения инст румента устроис:твом.
дитс я точное ори ентирование положения инст румента устроис:твом.
нияТнстоументаГдилиндр 5 осциллирующих
струмента yi ijjunv, OVJI. Вращением ходового винта 14 производится подача инструмента вплотную к изделию, наклоняя основание 7 винтами 9, вращая площадку 10 относительно пласти- ны 12 и фиксируя их винтами 6, производится требуемое ориентирование рабЬ- чей поверхности инструмента относительно обрабатываемой поверхности. При этом вследствие установки винтов 9 в шаровых щарнирах П имеется возможность наклонять основание 7 и инструмент 1 по отношению к обрабатываемой поверхности в двух плоскостях.
Включается электродвигатель b враще„,,,,„ п С ,-, nunVIOlIIHX
Гол ьГГподачи, в ращением ходового винта
,г,(1Л1Г
Ди, 1 DnUrl fj ,
14 производится поперечная подача инструмента и требуемое усилие его прижатия
,г,(1Л1Г
о
1 1 Uri Jiv.
iAc«iniu.. .
При подаче вперед ходового винта 14 расположенная в стакане 18 пружина 19 воздействует на ползун 17, свободно перемещающийся по направляющей 15. Поскольку на ползуне закреплена каретка 1Ь. 5 то все расположенные на каретке элементы перемеш,аются вперед.
После соприкосновения инструмента с изделием дальнейшее сжатие пружины приводит к возрастанию усилия прижатия инструмента до требуемого.
В процессе возвратно-поступательных продольных перемещений на длину хода винта 24 при наличии осциллирующих движений, подпружиненном прижатии и зачистке тооцом круга инструмент произво .. ,-,T-.,t-i-j-ii(- . тпипИНПИ
0
f,,,,;,,% „олось поверхности шириной 45 РПНО 70 мм примерно /и мм.
f,,,,;,,% „олось поверхности шириной РПНО 70 мм примерно /и мм.
примерно 70 мм.
Изменив угол наклона плоскости торца круга наклоном основания 7 с помощью винтов 9, производят зачистку следующей полосы шириной 70 мм. Это позвшяет на каждом шаге устройства зачистить полосу поверхности тр ебуемой ширины (примерно
140 мм).
После этого производится перемещение
устройства на следующий шаг.
Формула изобреген.ия
Устройство для зачистки, содержащее привод вращения инструмента, расположенного на основании устройства с возможностью наклона в вертикальной плоскости и поворота в горизонтально плоскости и размещенного на каретке с механизмом поперечной подачи, отличающееся тем, что, с целью расширения технологических возможностей путем расширения ксшичества настроечных и рабочих перемещений инструмента, механизм поперечной подачи выполнен в виде размещенного в корпусе
ходового винта с расположенной внутри
ляющей.
него направляющей для упомянутой каретки, при этом устройство снабжено механизмом продои|ьной подачи, размещенным на корпусе механизма поперечной подачи, а шпиндель инструмента установлен на введенном в устройство качающемся рычаге с приводом его осциллирующих движений, причем внутри ходового винта расположен введенный в устройство поршень гидравлического амортизатора, соединенный с упомянутой направ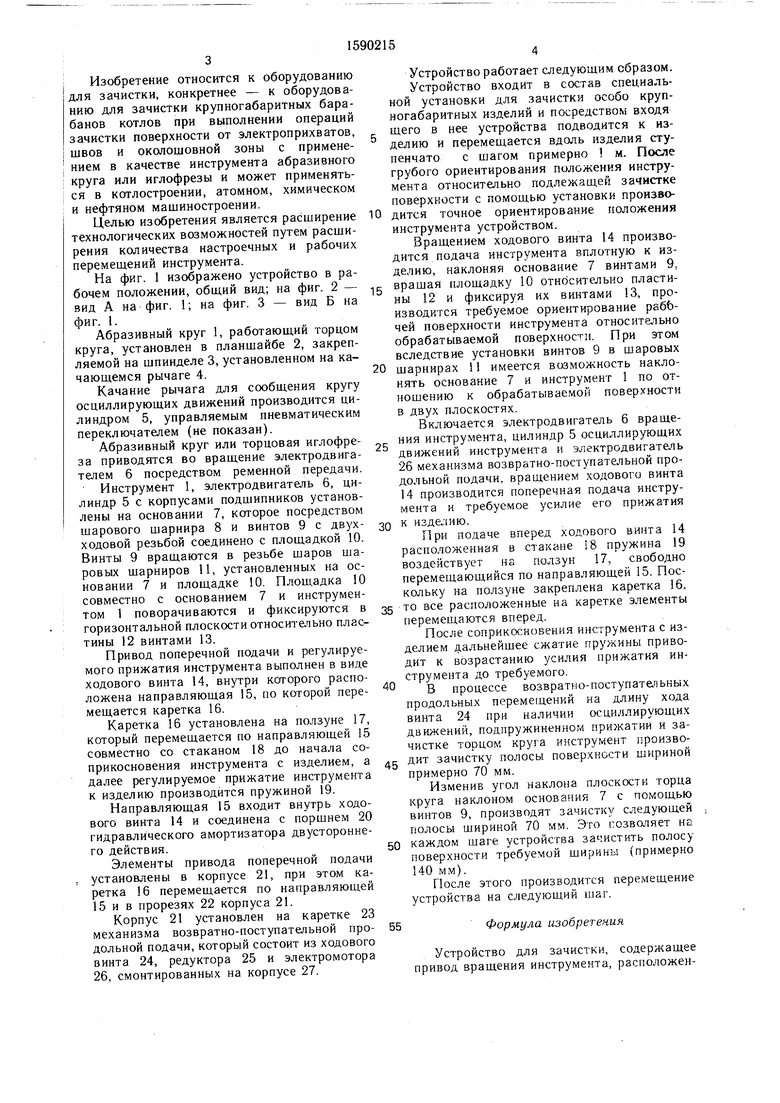
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования и полирования асферических поверхностей | 1980 |
|
SU927484A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| Установка для зачистки сварных швов | 1979 |
|
SU821109A1 |
| Устройство для абразивной обработки | 1988 |
|
SU1664520A1 |
| Устройство для правки фасонных шлифовальных кругов по копиру | 1982 |
|
SU1007948A1 |
| Устройство для очистки цилиндрических изделий | 1976 |
|
SU704687A1 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |
| Устройство для обработки поверхностей переменной кривизны | 1980 |
|
SU933393A1 |
| Станок для обработки конических колес с круговыми зубьями | 1974 |
|
SU496120A1 |
| Устройство для образования регулярного микрорельефа | 1988 |
|
SU1599179A1 |
Изобретение относится к оборудованию для зачистки крупногабаритных барабанов котлов при выполнении операций зачистки поверхности от электроприхваток швов и околошовной зоны с применением в качестве инструмента абразивного круга или иглофрезы и может применяться в котлостроении, атомном, химическом и нефтяном машиностроении. Целью изобретения является расширение технологических возможностей путем расширения количества настроечных и рабочих перемещений инструмента. Для выполнения поставленной цели устройство подводится к изделию, при этом производится необходимое ориентирование инструмента относительно обрабатываемой поверхности изделия благодаря возможности наклона основания 7 и вращению площадки 10 с дальнейшей фиксацией их. Вращением ходового винта 14 осуществляются поперечная подача инструмента 1 к изделию и необходимый прижим инструмента к обрабатываемой поверхности. При этом механизм продольной подачи позволяет перемещаться устройству на длину ходового винта 24, и таким образом производится зачистка поверхности обрабатываемого изделия определенной ширины. 3 ил.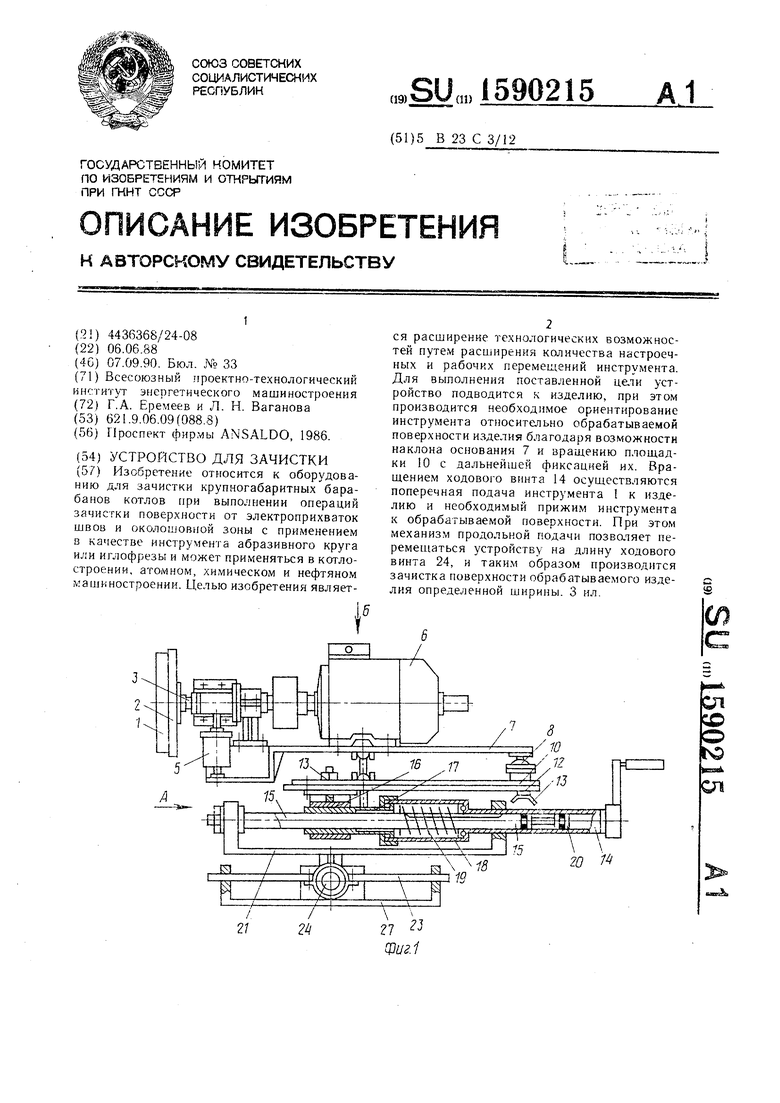
Ю27 J7
faz.Z
25
| Проспект фиргиы ANSALDO, 1986. |
