Изобретение относится к машино строению, конкретнее к отделочной . обработке деталей поверхностным пластическим деформированием,
Целью изобретения является повы шение качества поверхности путем обеспечения однородности профиля ре гулярного микрорельефа.
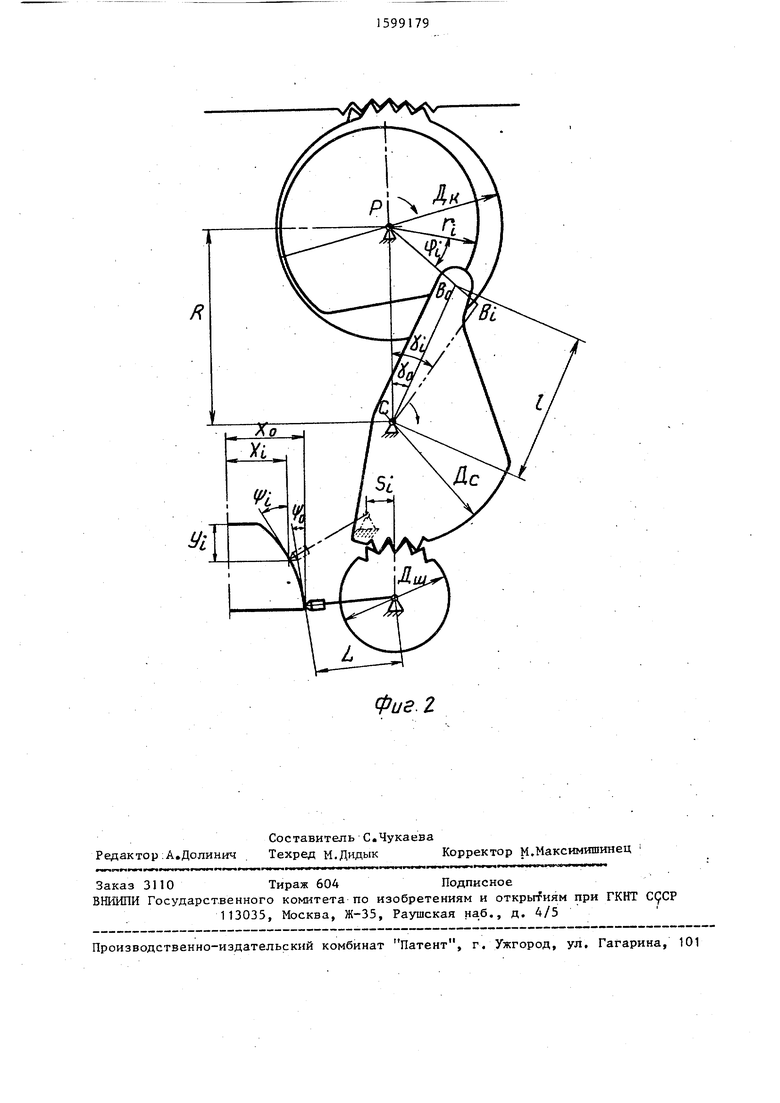
На фиг,1 представлена оснастка к токарно- винторезному станку, общий вид; на фиг,2 схема механизма по ворота.
Устройство содержит основание I, на котором установлен с возможностьк поворота корпус 2 с закрепленной на нем шестерней 3, приводным инст рументом 4 и роликовым упором:5, На основании 1 вертикально закреплены оси 6 и.7, На оси 6 установлен с возможностью поворота зубчатый секто 8, находящийся в зацеплении с щестер ней:3. На зубчатом Секторе 8 закреп лено водило 9, контактирующее с ку лачком 10, который установлен с воз можностью вращения на оси:7, На сту пице кулачка 10 закреплено зубчатое колесо 11, Основание 1 закреплено на каретке 12 суппорта 13 станка. На суппорте I3 закреплена параллельно направляющим каретки 12 зубчатая рей ка 14, находящаяся в зацеплении с зубчатым колесом 11, Натяжное устрой ство 15, вьшолненное, например, в ви де пневмоцилиндра, закреплено на суп порте 13 станка и соединено с карет кой 12,
Устройство работает следующим об разом.
Подачей воздуха в пневмоцилиндр
натяжного.устройства 15 выводят ка ретку 12 суппорта 13 токарно винто резного станка в крайнее положение, (на себя), а включением продольной
5
,
5
0
0
5
подачи выводят суппорт 13 в крайнее левое положение. Переключив кран пневмосистемы оснастки, осуществляют перемещение каретки 12 до касания поверхности заготовки в ее наибсль шем сечении приводным инструментом 4 и роликовым упором 5, При перемеще НИИ каретки 12 зубчатое колесо II, находящееся в зацеплении с зубчатой рейкой 14, установленной на суппорте 13, поворачивается вокруг оси 7 одно временно с кулачком 1-0, на ступице . которого оно закреплено. При повороте кулачка 10 контактирующее с ним во дило 9, описывая профиль кулачка 10, поворачивает вокруг оси 6 зубчатый сектор 8 и находящуюся с ним в за цеплении щест-ерню 3 вместе с корпу сом:2, Размеры элементов оснастки подобраны таким образом, что при ка сании инструментом 4 заготовки на участке с наибольщим диаметром сече НИН (в начале обработки) инструмент . расположен лерпендикулярно к поверх ности заготовки, а водило 9 касается кулачка 10 на участке с наименьшим радиусом его профиля, С включением главного дви;кения станка, привода осцилляционного Движения инструмента 4 и продольной подачи суппорта 13 ос нование 1 перемещается вместе с суп портом 13 вдоль оси вращения заготов ки, а с кареткой 12 суппорта под действием прижимного устройства по перек оси вращения заготовки вдоль зубчатой рейки 14, При этом зубчатое колесо 11 с кулачком 10, водило 9 с зубчатым сектором 8 и шестерня 3 с корпусом 2 поворачиваются таким об разом, что инструмент 4 в любрй точ ке контакта с обрабатьшаемой криволи
нейной поверхностью перпендикулярен ей, 51
Необходимым условием для обеспе чения перпендикулярности инструмен та к криволинейной поверхности готовки в точке контакта с этой по верхностью при движении каретки 12 суппорта относительно образующей по верхности заготовки от точки к точке является равенство угла поворота шестерни 3 разности углов наклона касательных к образующей поверхнос ти заготовки в этих точках, Следо вательно, текущим координатам Х,- и У|- точки контакта инструмента с обрабатываемой поверхностью должна со- ответствовать определенная угловая координата д. точки В. зубчатого сектора 8 (фиг,2)
Угловая координата j. рассчитывается по формуле
Вш
Г; - ,
()
25
Vg - угловая координата водила в крайнем положении зубчатого сектора в начале обработки, град;
1. - ,
ф. - текущий угол наклона инст- 30 румента к линии, соединяющей центры зубчатого колеса, зубчатого сектора и шестерни;
(f - начальный угол наклона
инструмента к вышеупомянутой линии, град; Ощ - диаметр шестерни, мм; Df. - диаметр зубчатого сектора, мм, На фиг,2 представлена схема к расчету механизма поворота, где элементы механизма поворота изображены в начальном положении (начало обработки), г,- радиус-вектор i-той точ- ки профиля кулачка определяют решением треугольника СРВ i по формуле
г.
cos
P-if ILlL fy)
„...(l h - i-W
где R
расстояние между осями зубчатого сектора и кулачка,мм;
.. 7 |- по формуле (1);
1 - плечо водила, мм. Угловая координата профиля ку- лачка ifj определяется величиной S
JQ 5
20
25
30
35
40 д5
0
5
796
поперечного перемещения инструмента по мере огибания криволинейного про филя заготовки с учетом поворота
- ff ,
где S| Хо - Xj +(cas (а- cosy. )L;(4) Хо координата точки контакта инструмента с оЗрабатьтае- мой поверхностью в начале обработки, мм; X. - текущая координата точки
контакта инструмента с обрабатываемой поверхностью,мм; L - расстояние между деформирующим элементом инструмента и осью шестерни; D - диаметр зубчатого колеса,
мм
Оснастка позволяет сократить время на обработку поверхностей тел вращения с криволинейным профилем.
Известные формы деформирующего элемента (конические и сферические) инструментов для вибронакатывания и ударного .вибронакатывания позволяют получить регулярньш микрорельеф с однородным профилем при отклонении продольной оси инструмента от нормали к обрабатываемой поверхности не более, чем на +5 град. При большем отклонении инструмент в виде конуса со сферической вершиной контактирует с поверхностью заготовки не по сфере, а по сложной поверхности, профиль зависит ОТ величины отклонения оси инструмента. Инструмент в виде шарика, установленного в державке, в Случае отклонения более +5 град,контактирует с поверхностью заготовки частью поверхности державки и оставляет также неоднородный след,
Поскольку разность угла наклона касательной к образующей поверхности обрабатьшаемой детали в начале и в крнце обработки составляет для различных типоразмеров оправок 50- 60 град, то в процессе обработки необходимо 5-6 раз устанавливать деформирующий инструмент. Для этого необходимо выключить оборудование, ослабить крепление инструмента, установить инструмент в требуемое полот жение и закрепить его, включить оборудование и продолжать обработку до очередной установки инструмента.
Предлагаемая оснастка позволяет повысить качество поверхности путем
Обеспечения однородности профиля Р№ так как возможен непрерывный процесс обработки всей поверхности заготов ки, поскольку обеспечивается требуе мая стабильность угла наклона оси инструмента к обрабатываемой поверх ности благодаря наличию механизма поворота.
Формула изобретения
Устройство для образования регу лярного микрорельефа, содержащее корпус с основанием, инструмент, на тяжное устройство для прижима инст румента и привод осцилляционного движения, отличающееся тем, что, с целью повьш1ейия качест ва поверхности за счет обеспечения однородности профиля регулярного « ткрорельефа, оно снабжено механизмом поворота и зубчатой рейкой,размещенными на основании, упорным роликом и шестерней, размещенными в корпусе, а также осями, закрепленны- ми перпендикулярно основанию, при этом механизм поворота выполнен в виде зубчатого сектора с водилом, профильного кулачка со ступицей и зубчатого колеса, закрепленного со- осно с кулачком на его ступице с возможностью взаимодействия с зубчатой рейкой, а сектор с водилом и кулачок установлены на осях, причем корпус установлен на основании, с возможностью поворота,зубчатая рейка - параллельно последнему, а шестерня установлена с возможностью взаимодействия с зубчатым сектором механизма поворота, при этом координаты профиля кулачка определяются из соотношений
DU/.
cos
()
ш
Го- -
Г.+ -iJ ru.
fa.c. c.H-Vj-(--r-)j
де г - радиус-вектор точек профиля
кулачка, мм;
R - расстояние между осями зубчатого сектора и кулачка,мм; тгд - угловая координата водила в крайнем положении зубчатого сектора, град;
jjcj - разность текущей и начальной величины угла наклона инструмента к линии,соединяющей центры зубчатого колеса,зубчатого сектора и шестерни, град;
DUJ - диаметр шестерни, мм; Dg - диаметр зубчатого сектора,
мм; 1 - плечо водила, мм;
. If - угловая координата профиля
кулачка, град;
S - величина перемещения инструмента, мм; Dij - диаметр зубчатого колеса,мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поверхностей переменной кривизны | 1980 |
|
SU933393A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Устройство для обработки кромок фасонных стеклоизделий | 1978 |
|
SU791511A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| ОТЕКА I | 1972 |
|
SU331845A1 |
| Устройство для вырезки изделий | 1980 |
|
SU941325A1 |
Изобретение относится к машиностроению, в частности к устройствам для образования регулярного микрорельефа на поверхностях тел вращения с криволинейным профилем. Цель изобретения - повышение качества поверхности за счет обеспечения однородности профиля регулярного микрорельефа. Устройство снабжено механизмом поворота, размещенным на основании, закрепленном на каретке суппорта. Механизм поворота состоит из зубчатого сектора с водилом, кулачка и зубчатого колеса, закрепленного соосно на ступице кулачка. устройство снабжено также зубчатой рейкой, закрепленной на суппорте и находящейся в зацеплении с зубчатым колесом. На корпусе деформирующего инструмента закреплена шестерня, находящаяся в зацеплении с зубчатым сектором. Профиль кулачка выполнен в соответствии с приведенными математическими соотношениями. Конструкция устройства обеспечивает требуемую стабильность угла наклона оси инструмента к обрабатываемой поверхности, что позволяет производить непрерывный процесс обработки всей криволинейной поверхности заготовки. 2 ил.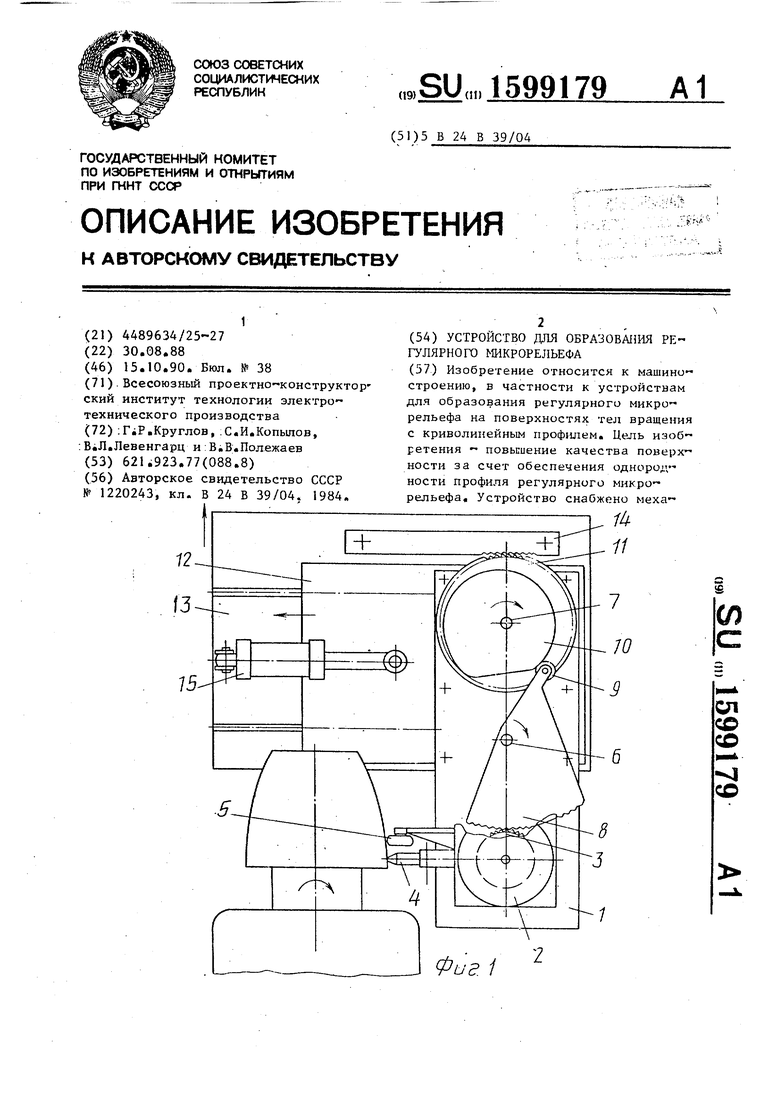
Фиг. г
| Устройство для нанесения регулярного микрорельефа | 1984 |
|
SU1220243A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
