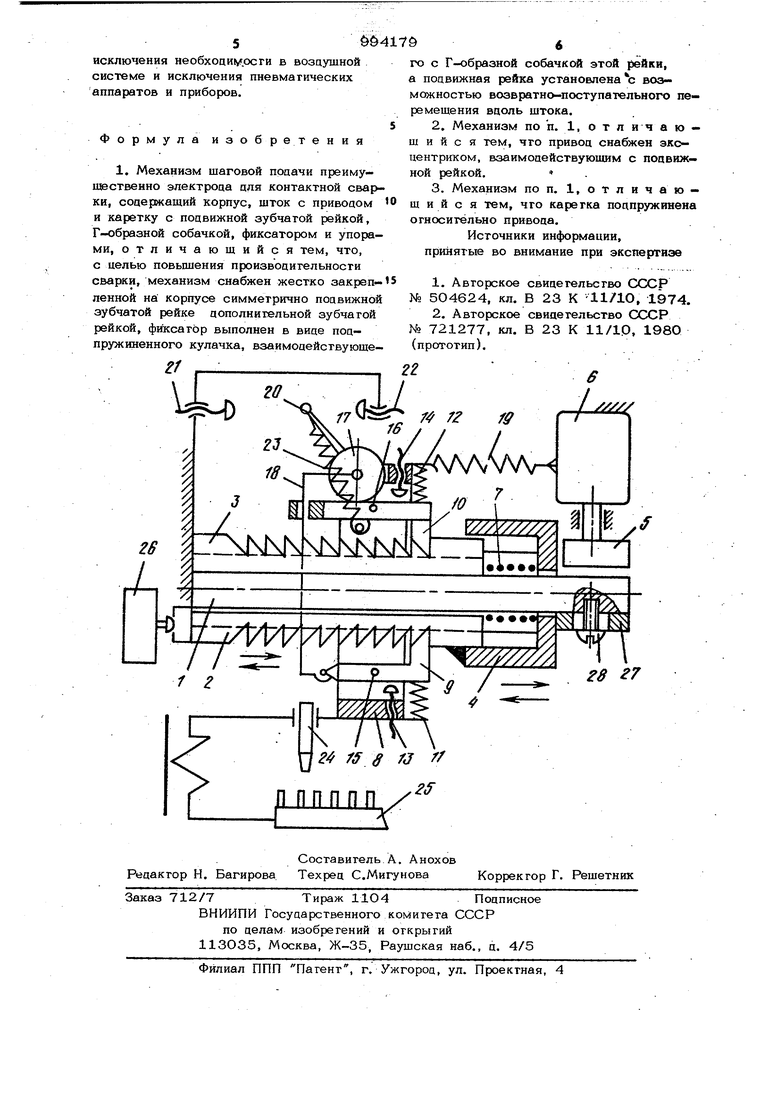
(54) МЕХАНИЗМ ШАГОВОЙ ПОДАЧИ 1-. . Изобретение относится к области маш ностроения и может быть использовано, для последовательной шаговой подачи свариваемого изаелия или электродов при контактной многоточечнсй сварке. Известен механизм шаговой подачи, содермсаший пневмоп жврц, зубчатую рейку, собачку, взаимоцайетвующую с зубом с зубчатой рейксй, и фиксатор fll . Недостатком этого у5С гройства являет ся недостаточная надежность срабатыва кия механизма в исходном положении пневмоцилнндра отсутствия взаимно фиксированного полсокения рбйки и собач- ки. Перемещение рейки происходит на один постоянный шаг, равный шагу рейкн Известен механизм шаговой подачн преимушественно электрода для контакт ной сварки, содерисаший корпус, шток с приводом Н каретку, с подвижной зубчато рейкой, Г-образной собачкой, фиксатором и упорами С2 , Этот механизм является наиболее близким к изобретению по технической сущности н достигаемому результату. Недостатком такого механизма шаговой подачи является низкая производительность сварки, за счет тогЪ, что подача электрода осуществляется только в одном направлении и для возвращения его в исходное положение необходимы дополнительные затраты. Целью изобретения является повышение производительности сварки. Цель достигается тем, что механизм шаговой подачи преимущественно для электрода для контактной сварки, содержащий корпус, шток с приводом и каретку с подвижной зубчатой рейкой, Г-образноЙ собачкой, фиксатором и упорами, жестко закрепленной на корпусе симметрично подвижной рейке дополннгель- ной зубчатой рейкой, фиксатор выполнен в виде подпружиненного кулачка, взаимодействующего с Г-образной собачкой этой рейкн, а. лодвижная рейка установлена с возможностью возвратно-поступательного перемещения вцоль штока, при этом привод снабжён эксцентриком, взаимодейству ющим с подвижной рейкой, а каретка подпружинена относительно привода. На чертеже изображена схема механиз ма шаговой подачи. Механизм щаговой подачи содержит шток 1, на котором закреплены подвижная зубчатая рейка 2 и неподвижная зубчатая рейка 3. Подвижная зубчатая рейка 2 жестко соединена со стаканом 4, зак- репленным на конце штока 1 с возмож- ностью возвратно-поступательного переме щения вдоль этого штока под действием эксцентрика 5, приводимого в действие электроприводом 6, и под воздействием пружины 7, находящейся внутри стакана 4. На штоке установлена с возможностью поступательного перемещения вдоль него каретка g, не. которой шарнирно закрбплены Г-образные собачки 9 и 1О, подпруж ненные к зубчатым рейкам пружинами 11 и 12. На каретке 8 расположены регулируемые упоры 13 и 14, которые ограничивают поворот собачек 9 и 10 вокруг шарниров 15 и 16. Г-образные собачки 9 и 1О кинематически связаны между собой через кулачок 17 и тягу 18, которые предназначены для принудительного раскрытия собачек 9 и 10 при переводе механизма в исходное положени Для автоматического перевода каретки 8 со всеми расположенными на ней узла ми и деталями она подпружинена в напра лении исходного положения пружиной 19, а кулачок 17 снабжен для этой цели рычагом 2О, периодически взаимодействующим с регулируемыми упорами 21 и 22 и пружиной 23. В случае шаговой подачи сварочного электрода 24 он крепится на карегке 8 и при перемещении наоцин шаг осуществляет сварку изделия 25. При этом включение сварочного тока осуществляется вьпслючателем 26 в результате перемещения }эейки 2 на один шаг при каждой очередной подаче. Велич на перемещения рейки 2 регулируется упорной дланкой 2 и фиксируется винтом 28. Механизм щаговой поцачи работает следующим образом. При вращении эксцентрика 5 от элект ропривода 6 происходит перемещение ста кана 4 влево на один шаг. При перемеще нии стакана 4 перемещается и подвижная зубчатая рейка 2, жестко связанная со стаканом 4. Рейка 2 находится в зацеплении с собачкой 9, поэтому перемещени рейки 2 вызывает перемещение собачки 9,а вместе с ней и каретки 8, на которой собачка 9 закреплена. Вместе с карегкой 8 перемещается на один шаг и собачка 10,проскальзывая по зубу рейки 3. После перемещения на один щаг рейка 2 нажимает кнопку вьшлючателя 26 и происходит сварка. Эксцентрик 5, продолжая вращаться, освобождает стакан 4, он под действием пружины 7 возвращается в исходное положение вместе с рейкой 1, которая стремится вернуть каретку 8 в исходное положение. Однако собачка 10, вошедшая под воздействием пружины 12 в зацепление с неподвижной зубчатой рейкой 3, препятствует возврату каретки 8. Рейка 2 проскальзывает относительно собачки 9 и возвращается в исходное положение. Таким образом, происходит подача на один щаг. В результате дальнейшего возвращения эксцентрика 5 каретка 8 доходит последовательными шагами с осуществлением сварки до крайнего левого положения. При этом происходит натяжение пружины 19. При достижении каретки 8 крайнего левого положения рычаг 2О упирается в упор 21 и происходит поворот рьгчага 2О на такой угол, что рычаг 2О оказывается перемещенным вправо за ось вращения кулачка 17. В результате такого поворота между направлением приложения силы пружиной 23 и осью поворота кулачка 17 образуется плечо, которое способствует образованию момента силы, приводящему к повороту кулачка 17 вправо. При этом повороте происходит нажатие на собачку 1О, которая поворачивается вокруг шарнкра 16 до момента контактирования с упором 14, после чего кулачок 17, проскальзывая по собачке 10, перемещается вверх вместе с тягой 18, которая поворачивает собачку 9 вокруг щарнира 15 до контактирювания с упором 13. Упоры 14 и 13 отрегулированы так, что момент контактирования их с собачками 9 и 1О соот-т. ветствует выходу обих собачек из зацепления с зубчатыми рейками 2 и 3. В этот момент каретка 8 вместе с расположенными на ней узлами и деталями перемещается под действием пружины 19 на исходную позицию, и цикл подачи и сварки повторяется автоматически. Такое исполнение механизма щаговой подачи позволяет полностью автоматизировать процесс многоточечной сварки и повысить производительность. Применение непрерывной подачи с помощью электродвигателя позволяет ускорить процесс и значительно упростить его за счет
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для микросварки | 1984 |
|
SU1191226A1 |
| Устройство для шаговой подачи деталей под сварку | 1975 |
|
SU590124A1 |
| Устройство для заточки свеклорежущих ножей | 1976 |
|
SU648386A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Загрузочное устройство | 1987 |
|
SU1437184A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| УСТРОЙСТВО ДЛЯ ПРИЕМА И ВЫДАЧИ БУРОВЫХШТАНГ | 1979 |
|
SU825845A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| Поддерживающее устройство | 1972 |
|
SU438509A1 |
