Изобретение относится к сварочному производству, а именно к конструкциям поточной линии для сборки и сварки металлоконструкций, и может быть применено для изготовления рештаков угольных конвейеров, состоящих из днища и двух боковин.
Цель изобретения - повышение качества сварки.
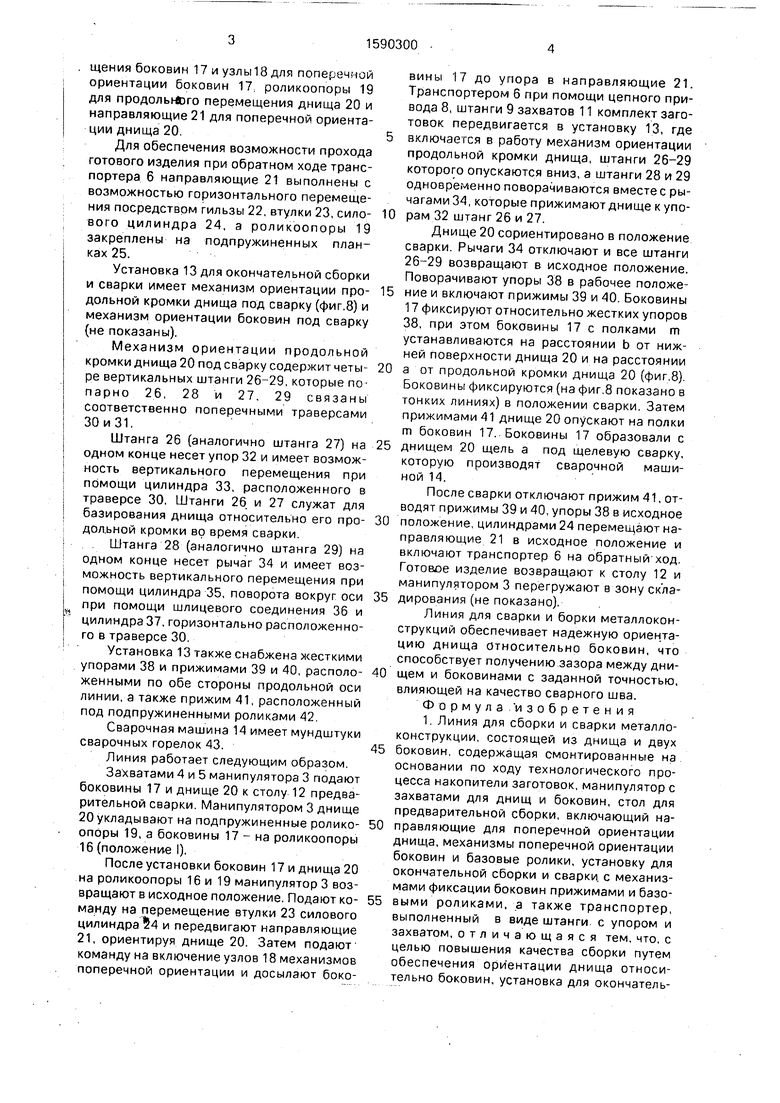
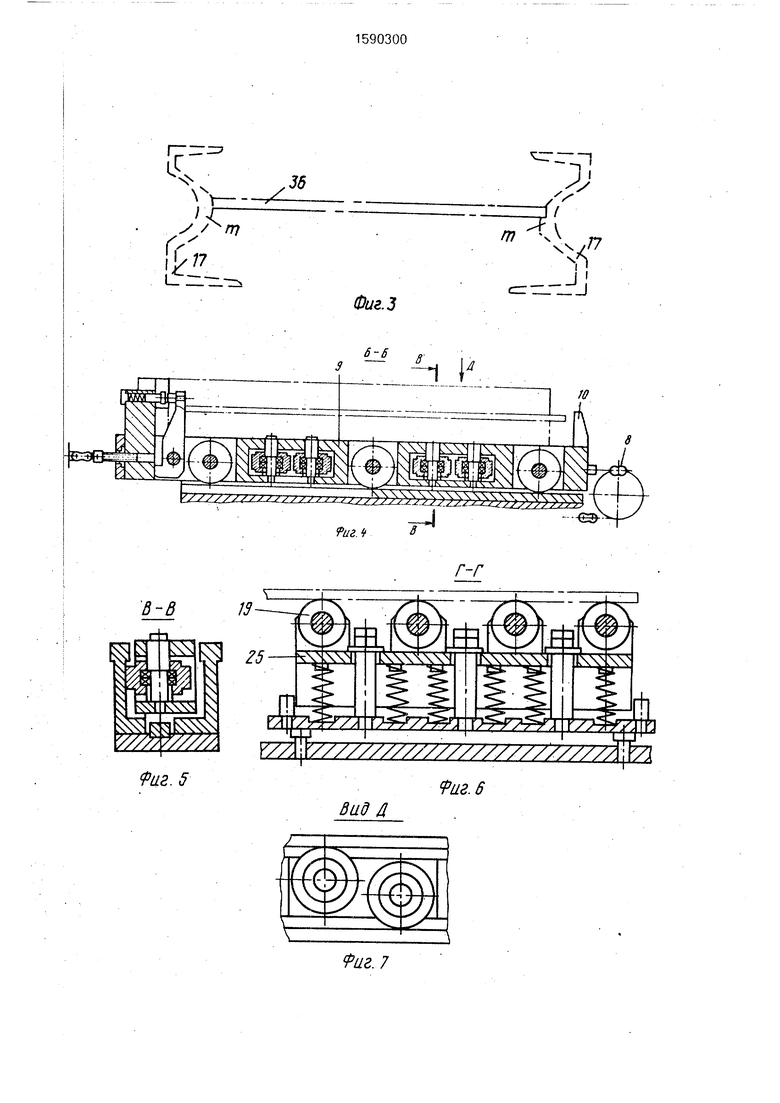
На фиг.1 представлена линия, общий вид: на фиг.2 - разрез А-А на фиг. 1; на фиг.З- рештак в сборе; на фиг.4 - разрез Б-Б на фиг.2: на фиг.5 разрез В-В на фиг.4: на фиг.6 - разрез Г--Г на фиг.2: на фиг.7 - вид Д на фиг.4: на фиг.8 - разрез Е-Е на фиг.1: на фиг.9 - вид Ж на фиг. 1: на фиг. 10 - разрез И-И на фиг.1.
Линия для сборки и сварки металлоконструкций имеет рольганг 1 и 2, манипулятор 3 с захватами 4 и магнитными захватами 5, транспортер 6, установку 7 для сборки и сварки.
Транспортер 6 челночного типа содержит цепной привод 8, штангу 9, на одном конце которой закреплен упор 10, а на другом - захват 11.Установка 7 для сборки и сварки имеет стол 12 предварительной сборки комплекта изделия, установку 13 для окончательной сборки и сварки, сварочную машину 14.
Стол 12 предварительной сборки содержит станину 15; на которой смонтированы роликоопоры 16 для продольного перемеСП
ю о
Сл) О О
. щения боковин 17иузлы18для поперечной ориентации боковин 17, роликоопоры 19 для продольного перемещения днища 20 и направляющие 21 для поперечной ориентации днища 20.
Для обеспечения возможности прохода готового изделия при обратном ходе транспортера 6 направляющие 21 выполнены с возможностью горизонтального перемещения посредстврм гильзы 22, втулки 23 силового цилиндра 24, а роликоопоры 19 закреплены на подпружиненных планках 25.
Установка 13 для окончательной сборки и сварки имеет механизм ориентации продольной кромки днища под сварку (фиг.8) и механизм ориентации боковин под сварку (не показаны).
Механизм ориентации продольной кромки днища 20 под сварку содержит четыре вертикальных штанги 26-29 которые по- парно 26, 28 и 27, 29 связаны соответственно поперечными траверсами 30 и 31.
Штанга 26 (аналогично штанга 27) на одном конце несет упор 32 и имеет возможность вертикального перемещения при помощи цилиндра 33, расположенного в траверсе 30. Штанги 26. и 27 служат для базирования днища относительно его про- дояьной кромки во время сварки.
Штанга 28 (аналогично штанга 29) на одном конце несет рычаг 34 и имеет возможность вертикального перемещения при помощи цилиндра 35, поворота вокруг оси при помощи шлицевого соединения 36 и цилиндра 37, горизонтально расположенного в траверсе 30.
Установка 13 также снабжена жесткими упорами 38 и прижимами 39 и 40, расположенными по обе стороны продольной оси линии, а также прижим 41, расположенный под подпружиненными роликами 42.
Сварочная машина 14 имеет мундштуки сварочных горелок 43.
Линия работает следующим образом. Захватами 4 и 5 манипулятора 3 подают боковины 17 и днище 20 к столу 12 предварительной сварки. Манипулятором 3 днище 20 укладывают на подпружиненные роликоопоры 19, а боковины 17 - на роликоопоры 16 (положение I).
После установки боковин 17 и днища 20 на роликоопоры 16 и 19 манипулятор 3 возвращают в исходное положение. Подают команду на перемещение втулки 23 силового цилиндра 4 и передвигают направляющие 21, ориентируя днище 20. Затем подают команду на включение узлов 18 механизмов поперечной ориентации и досылают боко
вины 17 до упора в направляющие 21 Транспортером 6 при помощи цепного привода 8, штанги 9 захватов 11 комплект заготовок передвигается в установку 13 где 5 включается в работу механизм ориентации продольной кромки днища, штанги 26-29 которого опускаются вниз, а штанги 28 и 29 одновременно поворачиваются вместе с рычагами 34, которые прижимают днище к vno- 10 рам 32 штанг 26 и 27.
Днище 20 сориентировано в положение сварки. Рычаги 34 отключают и все штанги 26-29 возвращают в исходное положение Поворачивают упоры 38 в рабочее положе15 ние и включают прижимы 39 и 40. Боковины 17 фиксируют относительно жестких упоров 38, при этом боковины 17 с полками m устанавливаются на расстоянии b от нижней поверхности днища 20 и на расстоянии
20 а от продольной кромки днища 20 (фиг 8) Боковины фиксируются (на фиг.8 показано в тонких линиях) в положении сварки. Затем прижимами 41 днище 20 опускают на полки m боковин 17.. Боковины 17 образовали с
25 днищем 20 щель а под щелевую сварку которую производят сварочной машиной 14.
После сварки отключают прижим 41 от- водят прижимы 39 и 40, упоры 38 в исходное М положение, цилиндрами 24 перемещают направляющие 21 в исходное положение и включают транспортер 6 на обратный ход Готовое изделие возвращают к столу 12 и манипулятором 3 перегружают в зону скла- 35 дирования (не показано).
Линия для сварки и борки металлоконструкций обеспечивает надежную ориен.та- цию днища относительно боковин что способствует получению зазора между дни- 40 щем и боковинами с заданной точностью, влияющей на качество сварного шва. Формула.изобретения 1. Линия для сборки и сварки металло- конструкции, состоящей из днища и двух 5 боковин, содержащая смонтированные на основании по ходу технологического процесса накопители заготовок, манипуляторе захватами для днищ и боковин, стол для предварительной сборки, включающий на- 0 правляющие для поперечной ориентации днища, механизмы поперечной ориентации боковин и базовые ролики, установку для окончательной сборки и сварки, с механизмами фиксации боковин прижимами и базо- 5 выми роликами, а также транспортер выполненный в виде штанги, с упором и захватом, отличающаяся тем, что с целью повышения качества сборки путем обеспечения ориентации днища относи- боковин, установка для окончательной сборки и сварки снабжена устройством ориентации днища, смонтированным с возможностью перемещения перпендикулярно основанию, стол для предварительной сборки оснащен направляющими планками, установленными с возможностью перемещения перпендикулярно продольной оси линии, при этом базовые ролики стола предварительной сборки- и установки для окончательной сборки и сварки выполнены подпружиненными,
2. Линия по п. 1,отличающаяся тем, что устройство ориентации днища выполнено в виде штанг, попарно расположенных по обе стороны продольной оси линии, причем одна пара штанг оснащена упорами, а другая пара - поворотными зажимами.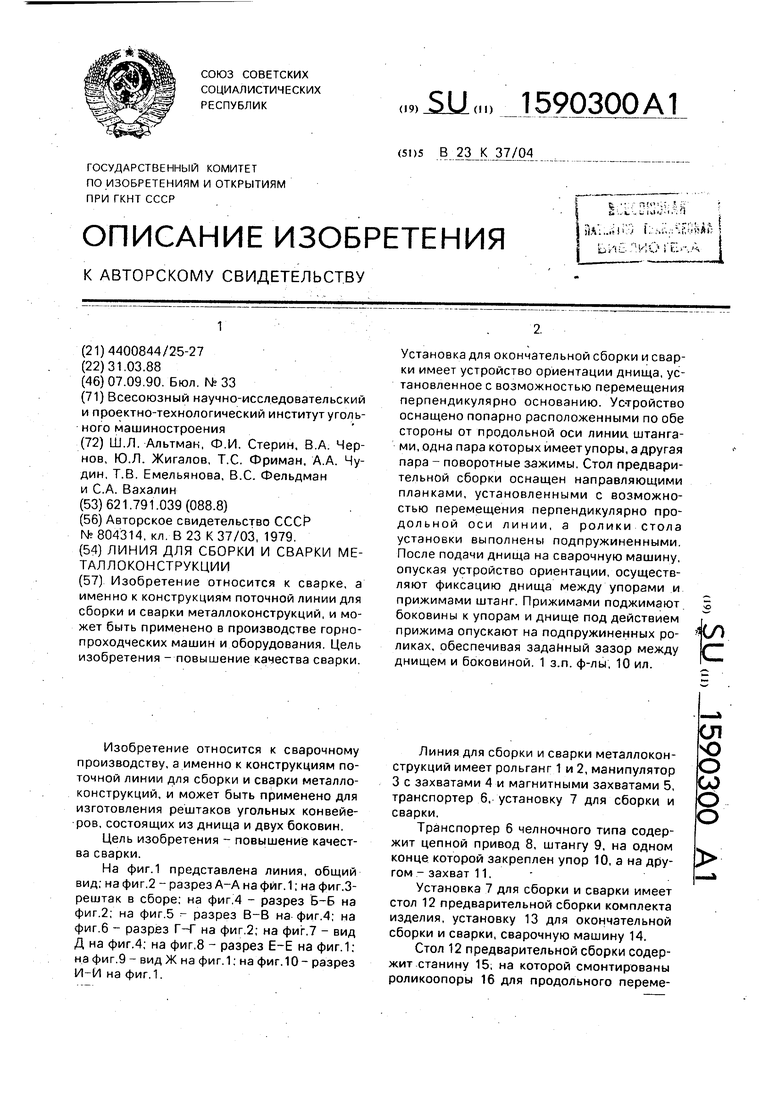
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки листов с планками | 1983 |
|
SU1224129A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |


Изобретение относится к сварке, а именно к конструкциям поточной линии для сборки и сварки металлоконструкций, и может быть применено в производстве горнопроходческих машин и оборудования. Цель изобретения - повышение качества сварки. Установка для окончательной сборки и сварки имеет устройство ориентации днища, установленное с возможностью перемещение перпендикулярно основанию. Устройство оснащено попарно расположенными по обе стороны от продольной оси линии штангами, одна пара которых имеет упоры, а другая пара - поворотные зажимы. Стол предварительной сборки оснащен направляющими планками, установленными с возможностью перемещения перпендикулярно продольной оси линии, а ролики стола установки выполнены подпружиненными. После подачи днища на сварочную машину, опуская устройство ориентации, осуществляют фиксацию днища между упорами и прижимами штанг. Прижимами поджимают боковины к упорам и днище под действием прижима опускают на подпружиненных роликах, обеспечивая заданный зазор между днищем и боковиной. 1 з.п. ф-лы, 10 ил.
77
А-А
И
3 -1
Фиг.1
в я
Н- 79 И 21 I I/
Фиг.2
23 23
аг. 5
Вид д
аг.7
Фиг.З
аг.б
J3
CPU г. 8 Видж
rn
26
37JO
J4
X
28H
/
J9
J3uz.9
Е-Е
л
/7
г7
38
-f-w
-31
/
/
J«
/7
29
u:
w
3L
33
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
