. 1
Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки листов с планками, преимущественно для окантовки выполненных в.листах прямоугол ных окон и может быть использовано при сборке и сварке днища рештака угольного конвейера.
Целью изобретения является повышение производительности путем сокра щения межоперационного времени.
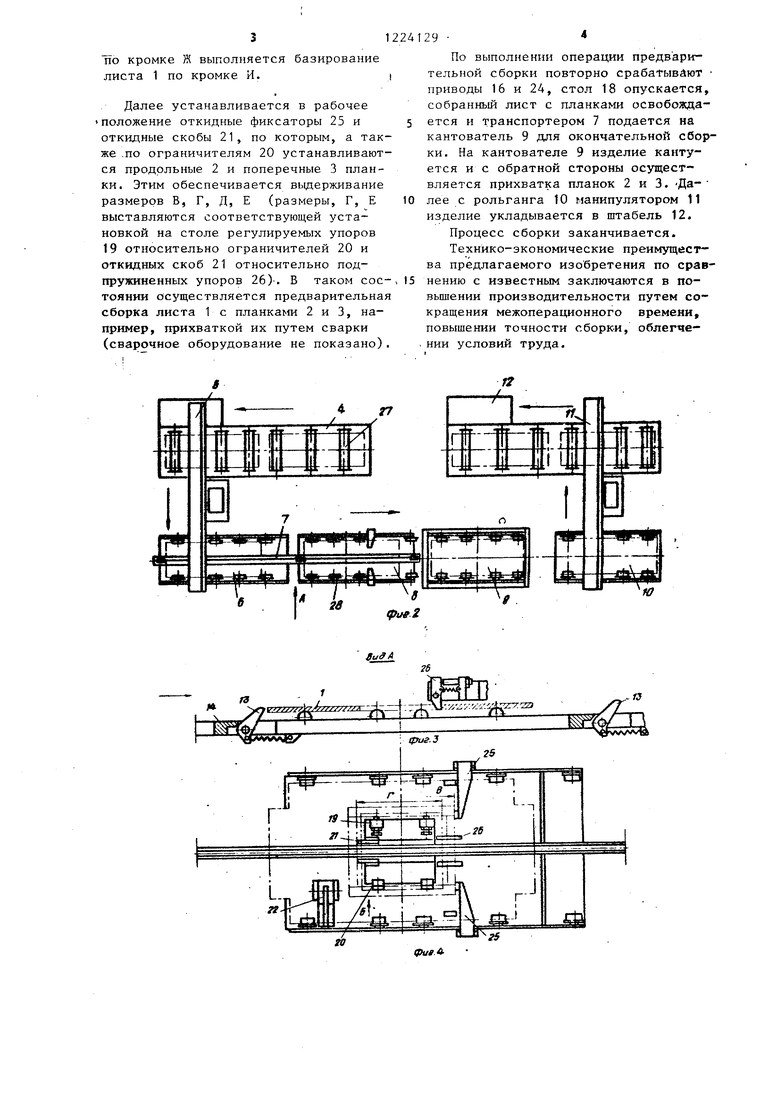
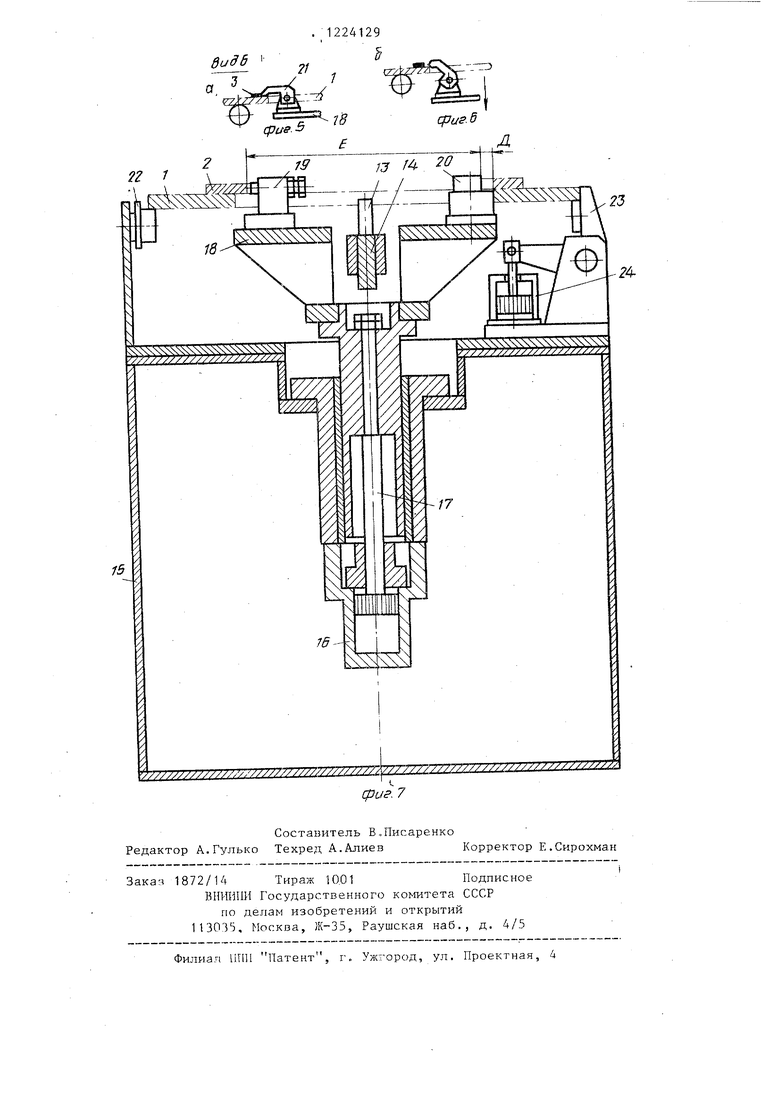
Hi фиг. 1 изображена схема базирования планок относительно листа; на фиг, 2 поточная линия, вид свер ху; на фиг, 3 - вид А на фиг. 2; на фиг. 4 - стенд предварительной сборки листа с планками, вид сверхуJ на фиг. 5 - вид Б на фиг. 4 при базировании планки; на фиг, 6 - то же, при перемещении листа на кантова- . тель на фиг. 7 - то же, что на фиг. 4;, вид сбоку.
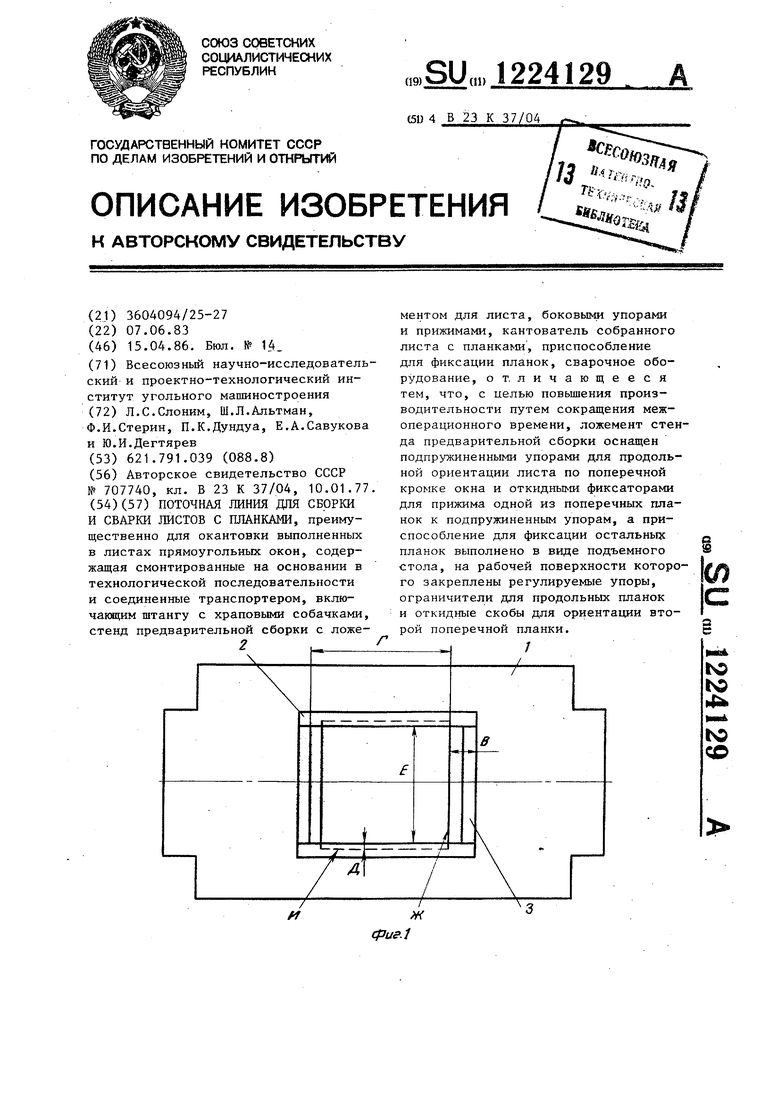
При сборке листа 1 с двумя продольными 2 и двумя- поперечными 3 планками требуется вьщерживать размеры В, Г, Д, Е. При этом размеры В и Г отсчитываются от кромки Ж отверстия листа 15 а размер Д - от кромки И. Размер Е выставляется по размеру Д, т.е.. по кромке продольной планки 2.
Линия содержит расположенные в технологической последовательности штабелер 4, на который укладываются стопы листов 1, манипулятор 5, обес- печиваклдий подачу листов 1 на рольганг 6, включающий штангу с храповыми собачками, транспортер 7, поочередно подающий листы 1 с рольганга 6 на стенд 8 предварительной сборки листов 1 с планками 2 и 3 и далее на кантователь 9 для их окончательной сборки. Кроме того, линия включает рольганг 10 и манипулятор 1
для подачи собранного изделия в шта
бель 12 готовой продукции (стрелками на фиг. 2 показано направление перемещения изделия в процессе сборки) .
Транспортер 7 содержит убирающие- ся подпружиненные храповые собачки 13, смонтированные на штанге 14.Транспортер 7 выполнен с возможностью возвратно-поступательного горизонтального перемещения относительно - рольганга 6 и стенда 8 с помощью привела и реечного механизма (не по- тамы) .
10
20
241
5
35 tO
25
45
.
50 55292
Б станине. 15 стенда 8 npeABajui- тельной сборки устанавлен привел It,,, на штоке 17 которого установлен ппдь емный стол 18 с регулируемыми упорами 19, ограничителям 20 и откидными скобами 21. Стенд 8 содержит также боковые упоры 22 и прижимы, выполненные в виде шарнирно закрепленных кронштейнов 23, соединенных с приводами 24, откидные фиксаторы 25, подпружиненные упорами 26. Конструктивно откидные скобы 21 выполнены аналогично откидным фиксаторам 25.
Для перемещения листа 1 в процессе сборки на каждой из позиций 4, 6, В., 9, 10 и 11 предусмотрены ролики 27 или 28.
Управление линией осуществляется блоком управления и системой злект- роавтоматики (не показаны),
Храповые собачки 13, ограничители 20, прижимы 23, подпружиненные упоры 26 ВХОДЯТ в состав приспособления для ориентации листов 1, а регулируемые упоры 19, ограничители 20, откидные скобы 21, откидные фиксаторы 25 входят в состав приспособления для фиксации поперечных 3 и продольных 2 планок.
Работа линии заключается в следующем .
Лист 1 из штабелера 4 манипулятором 5 подается на рольганг 6, так, что он укладывается на ролики между храповыми собачками 13. Транспортер 7 перемещает лист 1 на стенд 8 предварительной сборки. Лист 1 удерживается на роликах собачками 13. На стенде 8 срабатывают подпружиненные упоры 26, западая в отверстие листа 1. Возвращаясь в исходное положение, транспортер 7 тыльной стороной храповой собачки 13 подвигает лист 1 в обратном направлении до касания его до упоров 26, Лист 1 останавливается, а транспортер 7 продолжает движение, так как завершается базирование листа I по кромке Ж.
Срабатывает привод 16, шток 17 поднимает стол 18 так, что ограничители 20, регулируемые упоры 19, откидные скобы 21 заходят в отверстие листа 1. Срабатывает привод 24 и кронштейн 23 перемещает лист 1 до касания ограничителей 20. Тем самьс в дополнение к продольной ориентации
по кромке Ж выполняется базирование листа 1 по кромке И.
Далее устанавливается в рабочее -положение откидные фиксаторы 25 и откидные скобы 21, по которым, а также .по ограничителям 20 устанавливаются продольные 2 и поперечные 3 планки. Этим обеспечивается вьщерткивание размеров В, Г, Д, Е (размеры. Г, Е выставляются соответствующей установкой на столе регулируемых упоров 19 относительно ограничителей 20 и откидных скоб 21 относительно подпружиненных упоров 26)-, В таком соетоянии осуществляется предварительная сборка листа 1 с планками 2 и 3, например, прихваткой их путем сварки (сварочное оборудование не показано).
По выпол 1ении операции предварительной сборки повторно срабатывают приводы 16 и 24, стол 18 опускается, собранный лист с планками освобожда- ется и транспортером 7 подается на кантователь 9 для окончательной сборки. На кантователе 9 изделие кантуется и с обратной стороны осуществляется прихватка планок 2 и 3. -Да- лее с рольганга 10 манипулятором 11 изделие укладывается в штабель 12. Процесс сборки заканчивается. Технико-экономические преимущества предлагаемого изобретения по срав- нению с известным заключаются в по- вьппении производительности путем сокращения межоперационного времени, повышении точности сборки, облегче- НИИ условий труда.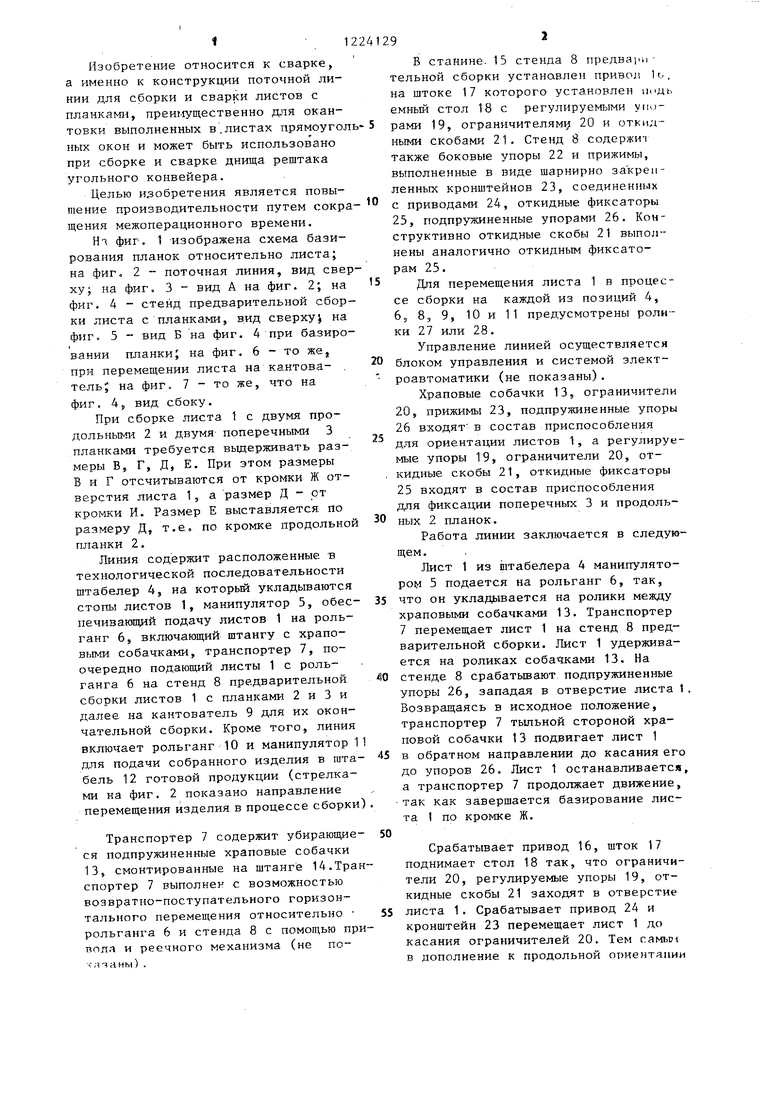
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Поточная линия | 1972 |
|
SU442906A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
i zrz ZZi
. fiJ
; фиг.З
видб
Составитель В.Писаренко Редактор А.Гулько Техред А.Алиев Корректор Е.Сирохман
Закан 1872/14 Тираж 10.01Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ИПИ Патент, г. Ужгород, ул. Проектная, 4
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
