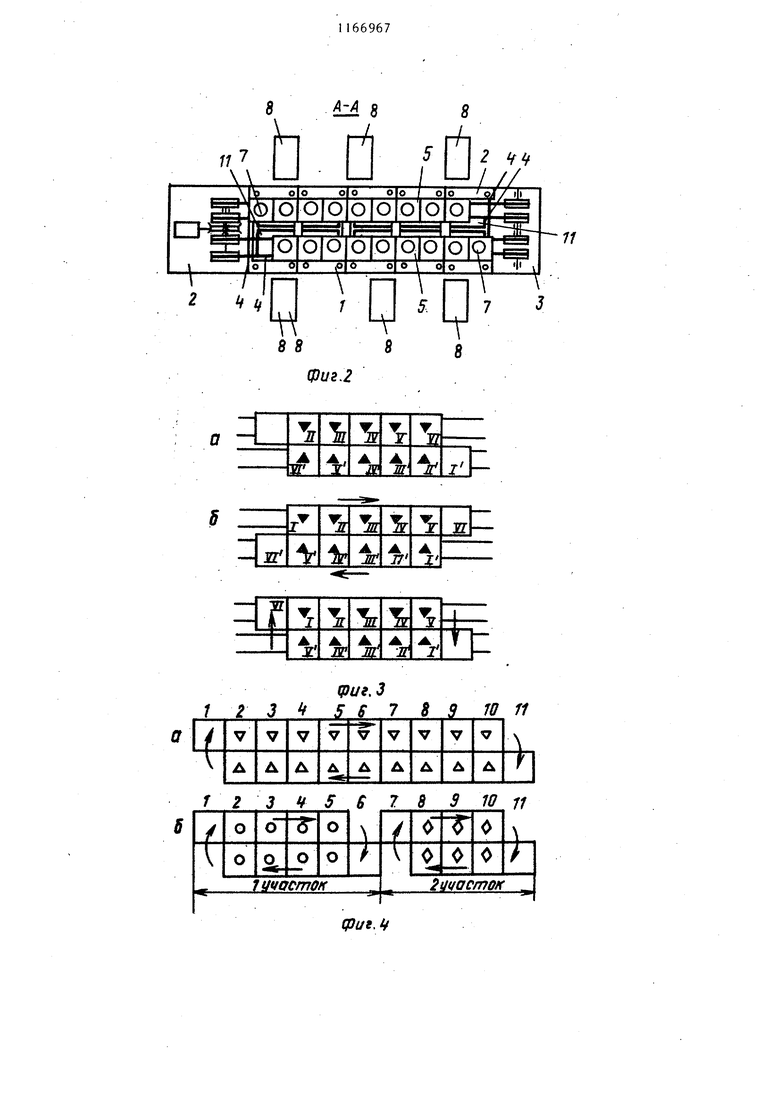
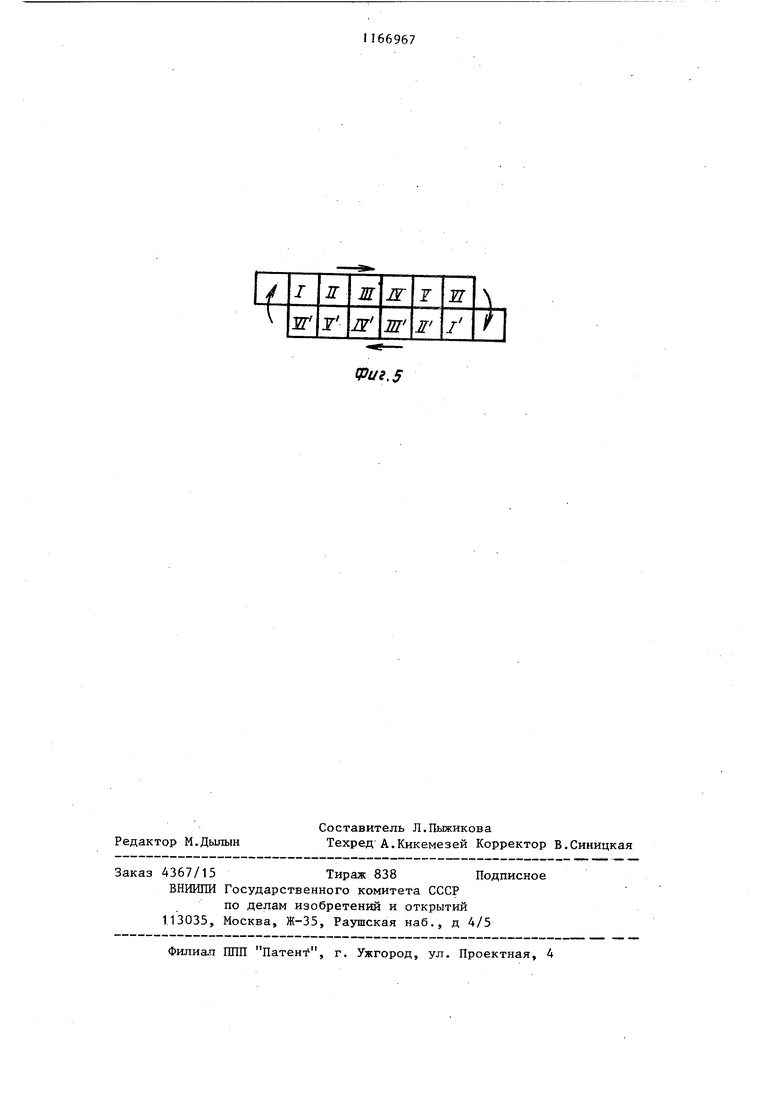
I Изобретение относится к приборостроению и может быть использовано в машиностроении для сборки изделий и при автоматизации механической обработки деталей. Известна транспортная система для автоматической линии, содержащая замкнутый в прямоугольньй контур транспортер с двумя рабочими участками, имеющими противоположные направления движения и средства перегрузки транспортных кареток с приспособлениями-спутниками между рабочими участками транспортера lj Недостатком данной транспортной системы является невозможность одновременной сборки нескольких различных изделий. Цель изобретения - расширение технологических возможностей линии путем обеспечения одновременной асинхронной сборки нескольких различных изделий на разных участках линии и обеспечение автоматической замены спутников при переходе от одного изделия к другому. Поставленная цель достигается тем, что транспортная система автоматической линии сборки, содержащая замкнутьй в прямоугольный к онтур тр спортер с двумя рабочими участками, имеющими противоположные направлени движения и средства перегрузки тран портных кареток с приспособлениями.спутниками между рабочими участками транспортера,,снабжена дополнительн ми средствами перегрузки транспортных кареток с приспособлениями-спут никами над рабочими участками транс портера, образующими по числу собир емых изделий замкнутые участки сбор .ки с общими для них рабочими участками транспортера, каждый из которых выполнен в виде конвейера с бесконечным тяговым элементом, замкнутым в вертикальной плоскости. На фиг.1 изображено принципиальное устройство линии предлагаемого изобретения; йа фиг.2 - разрез А-А на фиг.1; на фиг.З а,г) - схема вариантов движения кареток на предлагаемой линии; на фиг,4 (а,б) примеры перестроения предлагаемой линии для сборки двух различных изделий; на фиг.5 - пример перестро ения участка линии при отказах некоторых манипуляторов или их накопителей либо при отсутствии деталей в накопителях. 672 Предлагаемая линия построена следующим образом. Вдоль стола (фиг.1), составленного из отдельных секций-рам 1 и прикрепленного одним концом к механизму продольной подачи 2, а другим - к натяжному устройству 3 этого механизма, движутся два механических конвейера с бесконечными тяговыми элементами 4 (например, две пары цепей), замкнутыми в вертикальной плоскости и движущимися в противоположных направлениях, передающими движение ряду отдельных грузоносителей (кареток) 5, свободно лежащих на верхних ветвях тяговых устройств и свош ножками вставленньк в перфорацию (цепей), а над столом в начале и в конце конвейеров установлены два специальных манипулятора переноса 6, переносящих каретки с тягового устройства другого конвейера и разворачивающих их во время переноса на 180° в горизонтальной плоскости. Таким образом, два конвейера и два манипулятора переноса обеспечивают движение кареток по бесконечной, замкнутой в горизонтальной плоскости петле с одинаковым расположением кареток по отношению к устройствам, расположенным на периферии конвейеров. ; На каждой каретке, например, на направляющих штифтах установлены спутники-приспособления 7, служащие для ориентации деталей собираемого изделия-, т.е. выступающие в роли базовой детали. Вдоль внешней стороны каждого конвейера по направлению движения верхней ветви тягового устройства в определенной технологической последовательности установлены накопители 8, которые вьщают поштучно в определенном месте и в определенном положении детали для сборки или так же поштучно принимают и накапливают в себе готовые изделия. Над столом или прямо на накопителе .расположены манипуляторы 9, которые берут детали из накопителя и устанавливают их на спутник или же снимают изделие со .спутника (спутник с каретки) и перенося- его в накопитель (в зону проведения рабочей операции вне конвейера). Также над столом или по периферии в местах, определенных технологическим процессом, устанавливаются манипуляторы К), выполняющие сборочные операции, например свинчивание деталей.
Под конвейерами установлены по крайней мере две пары подъемных устройств 11, которые поднимают каретки со спутниками над тяговыми устройствами и опускают их на тяговые устройства, когда механизм продольной подачи выключен.
Предлагаемая линия работает следзпощим образом.
На тяговые устройства (фиг.За) устанавливаются каретки, например
I, п, 1Д, IV, и i, rt,m, nV
V Vt j CO спутниками та что они образуют две конечные ленты, сдвинутые по отношению друг к другу на шаг (больший или равный длине каретки). Спутники на карет-. ках Г и I свободны от деталей. Подъемные устройства 11 приподнимают спутники (и каретки) и позиционируют их по отношению к манипуляторам. На спутники И и П , 111 и til , IV и 1Y соответственно манипуляторы, которые включаются последовательно, а затем работают парал.дельно, устанавливают де.тали. На спутниках V и V производится сборечная операция, например развальцовка. Со спутников VI. и VI манипулятор снимает готовый узел.
По завершению самой продолжительной операции-подъемные .устройства, а С- ними и каретки перемеш;аются в противоположные стороны на шаг
,(фиг.36). Манипуляторы переноса снимают каретки Vt и Vl с одного конвейера и вместе со спутниками, освобожденными от собранного изделия, переносят и с поворотом на 186 устанавливают их на другой конвейер (фиг.Зв) соответственно, а функцию спутников на каретках выполняют спуНИКИ V и V соответственно. После продольного перемещения всех карето осуществление установочных, сборочных операций и перенос кареток прои ходит одновременно и такт линии будет определяться временем проведения самой длительной операции плюс врем
.продольного перемещения кареток.
Установив на. линии дополнительную пару манипуляторов переноса.
можно собирать на ней, не изменяя ее длины, два раз1П1чных изделия вместо одного. Например, на линии длиной в 11 кареток вместо одного изцелия, требующего 9 технологических операций (фиг.4а) можно собирать сразу два разных изделия (фиг.46); одно требует 4 технологические операции (они условно показаны кружком) 5 а другое - 3 операции (условн показаны ромбом). При сборке одного изделия (фиг.4а) обе пары подъемных устройств поднимают и опускают на конвейер все каретки одновременно.При сборке двух разных изделий (фиг.4б) одна пара подъемных устрсйств поднимает и опускает все каретки с 1 по 6 позицию включительно, а другая пара - с 7 по 11, включительно. Если, например, время самой длительной- операции на первом участке 20 с, а на втором участке 5 то поднятые одновременно с каретками второго участка каретки первого участка не мешают перемещению (работе) кареток второго участка и остаются поднятыми над тяговыми устройствами в течение четырех тактов. После этого происходит, одновременно опускание кареток на участках производится продольное перемещение конвейеров на шаг эо встречном направлении и после одновременного подъема всех кареток картина повторяется. Пример показывает, что сборка на разных участках одной линии может производиться асинхронно.
При отказе некоторых манипуляторов И.ПИ их накопителей либо при отсутствии деталей в накопителях, например в позициях И и Н (фиг. сборка изделия может выполняться , напрш.1ер, на позициях 1 , 11 , П1 , tV , V и VI . Таким образом повьш1ает ся надежность работы линии, так как ее останов произойдет только при выходе из строя одновременно двух . манипуляторов 9 (или их накопителей либо при отсутствии деталей в этих накопителях), установленных на разных конвейерах и выполняющих одну ; и ту же технологическую операцию.
Изобретение позволит расширить технологические возможности линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1987 |
|
SU1590339A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Автоматизированная линия групповой сборки | 1988 |
|
SU1604564A1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Стенд для разборки полотна транспортера | 1974 |
|
SU510346A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СБОРКИ, содержащая замкнутый в прямоугольный контур транспортер с двумя рабочими участками, имеющими противоположные направления движения и средства перегрузки транспортных кареток с приспособлениями-спутниками между рабочими участками транспортера, о т л и чающаяся тем, что, с целью расширения технологических возможностей линии путем обеспечения одновременной сборки изделий с различной длительностью технологичес-кого цикла, транспортная система снабжена дополнительными -средствами перегрузки транспортных кареток с приспособлениями-спутниками над рабочими участками транспортера, образующими по числу собираемых изделий замкнутые участки сборки с общими для них рабочими участками транспортера, каждый из которых выполнен в виде конвейера с бесконечным тяговым элементом, замкнутым в вертикальной плоскости.
QJi/г.З 1 2 3 5 ff 7 8 3 W 11
1 23 5 f 78 3 W 11
(put.tf
Vui,5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шаговый транспортер | 1974 |
|
SU496160A1 |
| Канальная печь-сушильня | 1920 |
|
SU230A1 |
