Изобретение относится к робототехнике и может найти применение при автоматизации сборки, например установки упругих колец в изделия машиностроения.
Целью изобретения является расшире- ние технологических возможностей за счет обеспечения постановки упругих колец во внутренние канавки базовых деталей.
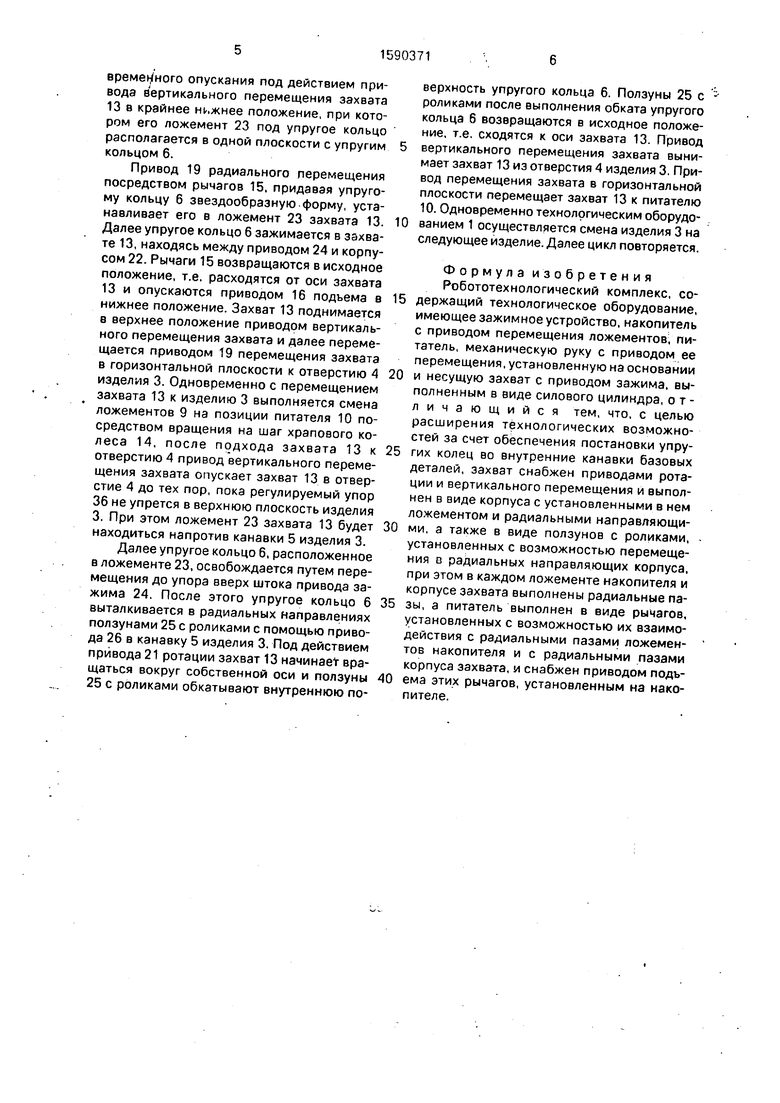
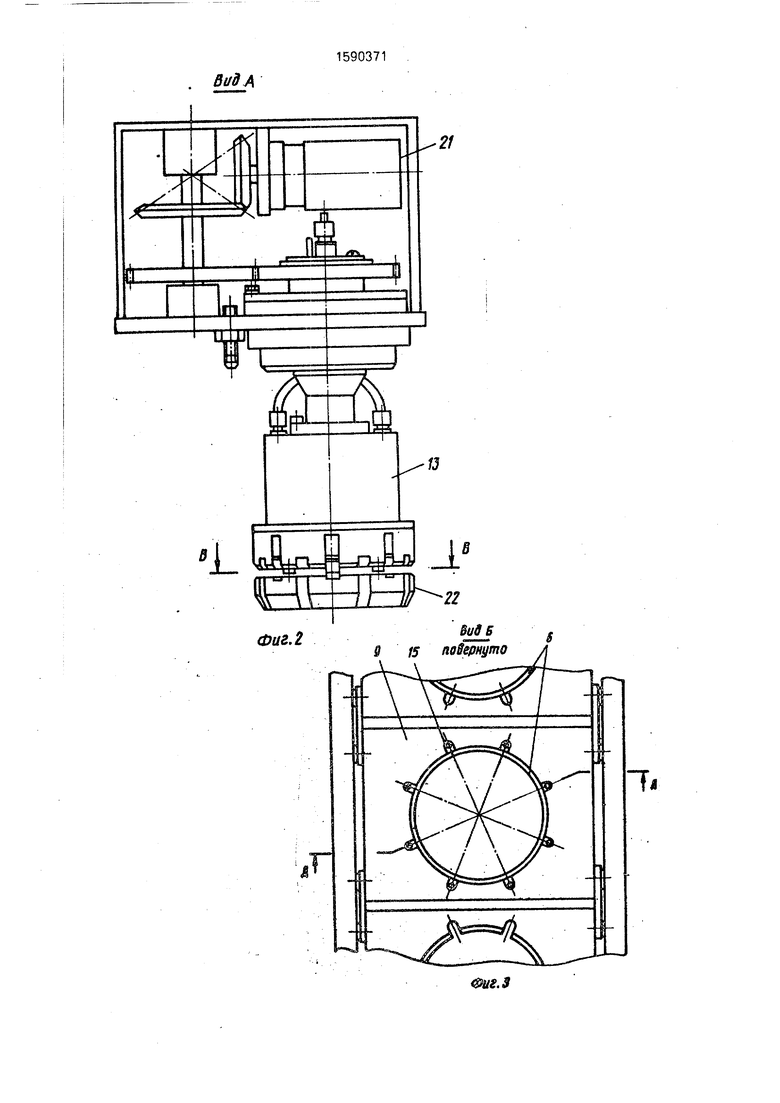
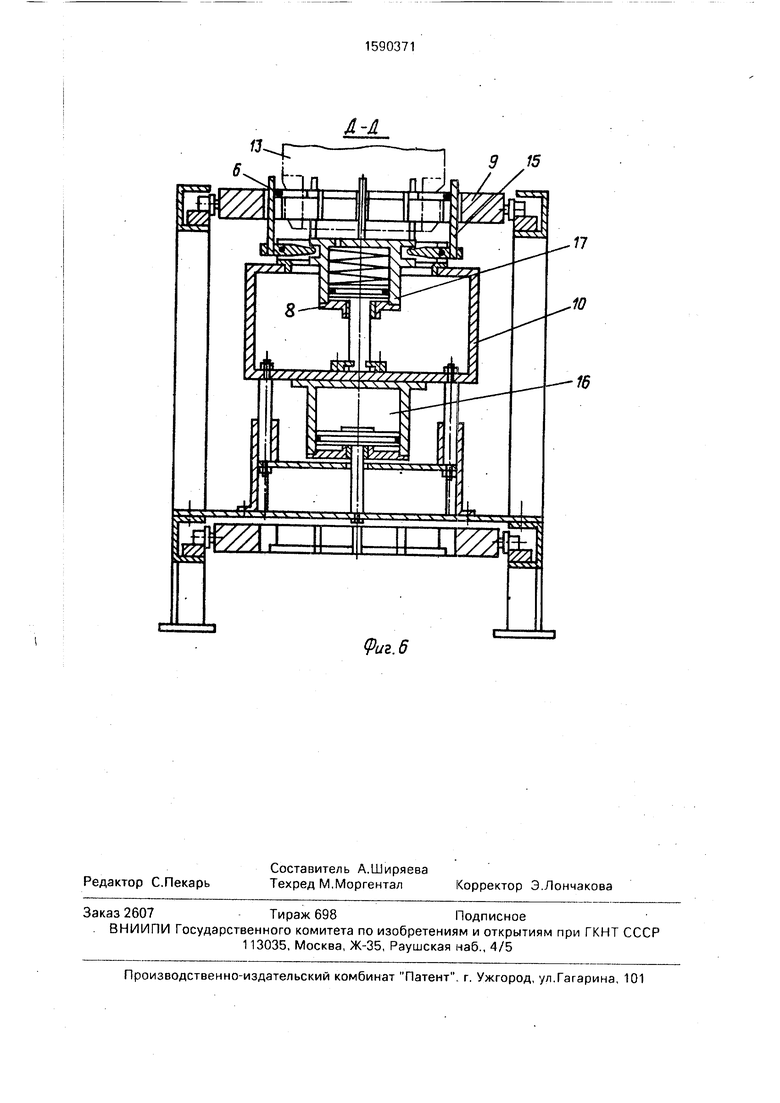
На фиг. 1 изображен робототехнологический комплекс, общий вид; на фиг,2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.2 (рычаги сжаты); на фиг.5 - разрез Г-Г на фиг.4; на фиг.6 - разрез Д-Д на фиг.З.
Робототехнологический комплекс со- стоит из технологического оборудования 1 с базовыми упорами 2, при этом на технологическом оборудовании 1, например, выполненном в виде шагового транспортера, установлено изделие 3 с отверстием 4 и канавкой 5 под устанавливаемое упругое кольцо 6, а также накопителя 7 с приводом 8 перемещения ложементов 9, питателя 10 и механической руки 11, установленной с возможностью перемещения вдоль основа- ния 12 в виде портала в несущей захват 13. Привод 8 перемещения ложементов 9 накопителя 7 имеет храповой механизм шаговой подачи, храповое колесо 14 которого жестко связано с ложементами 9, несущими упру- гие кольца 6.
Каждый из ложементов 9 выполнен с центральным отверстием и радиальными пазами.
Питатель 10 (фиг.6) состоит из рыча ов 15 и из приводов подъема 16 и радиального перемещения 17 рычагов и установлен на накопителе 7.
Механическая рука 11 установлена на ка|эетке 18, перемещаемой посредством привода 19, и включает захват 13 с приводом 20 его вертикального перемещения и
приводом 21 ротации. Захват 13 состоит из корпуса 22 с ложементом 23 и с приводом. 24 зажима заготовки, а также ползунов 25 с роликами и с приводом 26 перемещения ползунов. В корпусе 22 и в пОршне 27 силового цилиндра привода 24 зажима выполнены радиальные П-образные пазы, образующие радиальные направляющие под ползуны 25 с роликами. В корпусе 22 между радиальными направляющими выполнены радиальные пазы под рычаги 15 питателя 10.
Регулировка хода ползунов 25 выполняется вращением трубопровода 28 вокруг своей оси. От проворота после регулировки трубопровод 28 фиксируется шайбой 29 и винтом 30. Вращение захват 13 от привода 21 ротации захвата передается через зубчатое колесо 31 и вал 32, установленный в подшипниках 33 качения. Корпус 34 подшипников 33 качения закреплен на плите 35, имеющей регулируемый упор 36. Энергоноситель к приводам 26 и 24 подается по трубопроводам 28, 37 и 38.
Комплекс работает следующим образом.
В исходном положении изделие 3 зафиксировано на технологическом оборудовании 1 базовыми упорами 2. Механическая рука 11 и захват 13 располагаются над питателем 10, упругое кольцо 6 находится в ложементе 9 над питателем 10. Храповое колесо 14 привода ложементов 9 накопителя 7 зафиксировано. Управление всеми приводами комплекса осуществляется системой управления по определенному циклу. Все перемещения подвижных частей комплекса контролируются датчиками полрже- ния.
Цикл работы устройства начинается с подъема в верхнее юложение под действием привода 16 подъема рычагов 15 и одновреме1/ного опускания под действием привода вертикального перемещения захвата 1J в крайнее Hi-.жнее положение, при котором его ложемент 23 под упругое кольцо располагается в одной плоскости с упругим
кольцом 6.7 МУ iv,
Привод 19 радиального перемещения посредством рычагов 15. придавая упругому кольцу 6 звездообразную.форму устанавливает его в ложемент 23 захвата 13 Далее упругое кольцо 6 зажимается в захвате 13 находясь между приводом 24 и корпусом 22. Рычаги 15 возвращаются в исходное положение, т.е. расходятся от оси захвата 1J и опускаются приводом 16 подьема в нижнее положение. Захват 13 поднимается в верхнее положение приводом вертикального перемещения захвата и далее перемещается приводом t9 перемещения захвата в горизонтальной плоскости к отверстию 4 изделия 3. Одновременно с перемещением захвата 13 к изделию 3 выполняется смена ложементов 9 на позиции питателя 10 посредством вращения на шаг храпового колеса 14. после подхода захвата 13 к отверстию 4 привод вертикального перемещения захвата опускает захват 13 в отверстие 4 до тех пор, пока регулируемый упор 36 не упрется в верхнюю плоскость изделия J. При этом ложемент 23 захвата 13 будет находиться напротив канавки 5 изделия 3
Далее упругое кольцо 6. расположенное в ложементе 23. освобождается путем пережимГ 4 з- жима 24. После этого упругое кольцо 6
выталкивается в радиальных направлениях ползунами 25 с роликами с помощью привоппирп 2- °Д действием привода 21 ротации захват 13 нaчинaet врааться вокруг собственной оси и ползуны 5 с роликами обкатывают внутреннюю по40
10
20
5
0
верхность упругого кольца 6. Ползуны 25 с роликами после выполнения обката упругого кольца б возвращаются в исходное положение, т.е. сходятся к оси захвата 13. Привод вертикального перемещения захвата вынимает захват 13 из отверстия 4 изделия 3 Привод перемещения захвата в горизонтальной плоскости перемещает захват 13 к питателю 1U. Одновременно технологическим оборудованием 1 осуществляется смена изделия 3 на следующее изделие. Далее цикл повторяется.
Формула изобретения Робототехнологический комплекс со- 15 держащий технологическое оборудование имеющее зажимное устройство, накопитель с приводом перемещения ложементов питатель, механическую руку с приводом ее перемещения, установленную на основании и несущую захват с приводом зажима, выполненным в виде силового цилиндра о т - л и ч а ю щ и и с я тем, что. с целью расширения технологических возможностей за счет обеспечения постановки упругих колец во внутренние канавки базовых деталей, захват снабжен приводами ротации и вертикального перемещения и выполнен в виде корпуса с установленными в нем ложементом и радиальными направляющими, а также в виде ползунов с роликами. . установленных с возможностью перемещения в радиальных направляющих корпуса при этом в каждом ложементе накопителя и корпусе захвата выполнены радиальные пазы, а питатель выполнен в виде рычагов установленных с возможностью их взаимодействия с радиальными пазами ложемен- тов накопителя и с радиальными пазами корпуса захвата, и снабжен приводом подьема этих рычагов, установленным на накопителе.
21
| название | год | авторы | номер документа |
|---|---|---|---|
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для установки упругих колец во внутренние канавки изделий | 1985 |
|
SU1289644A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| Манипулятор | 1981 |
|
SU1050860A1 |
| Робототехнологический комплекс | 1984 |
|
SU1202862A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Роторно-конвейерная машина для сборки изделий | 1989 |
|
SU1673360A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Загрузочное устройство | 1984 |
|
SU1294568A1 |
Изобретение относится к робототехнике и может найти применение при автоматизации сборки, например установки упругих колец в изделия. Целью изобретения является расширение технологических возможностей за счет обеспечения постановки упругих колец во внутренние канавки базовых деталей. Робототехнологический комплекс состоит из накопителя 7 с ложементами 9, в которых выполнены радиальные пазы и которые несут упругие кольца, питателя механической руки 11 с захватом 13 и технологического оборудования 1. Комплекс позволяет устанавливать детали типа уплотнительных и стопорных колец во внутренние канавки изделий. Для захвата упругого кольца захватом упругое кольцо в предварительно обжимается рычагами до размеров, меньших диаметра отверстия 4 в изделии 3. Далее упругое кольцо зажимается между штоком привода и корпусом захвата 13. Затем упругое кольцо переносится приводами перемещения захвата в вертикальной и горизонтальной плоскостях к отверстию 4 изделия 3. После опускания захвата 13 в отверстие 4 изделия 3 до совмещения ложемента захвата 13 с канавкой 5 изделия кольцо освобождается и ползуны с роликами посредством привода выталкивают упругое кольцо в канавку 5. Начинается вращение захвата 13 вокруг собственной оси с помощью привода ротации захвата. Кольцо "расправляется" по канавке 5 изделия. После установки упругого кольца в канавку 5 вращение прекращается и ползуны с роликами убираются. Захват 13 поднимается из отверстия 4. Захват 13 приводом перемещения механической руки 11 в горизонтальной плоскости возвращается к питателю. Одновременно автоматически выполняется смена изделия 3 на технологическом оборудовании 1. 6 ил.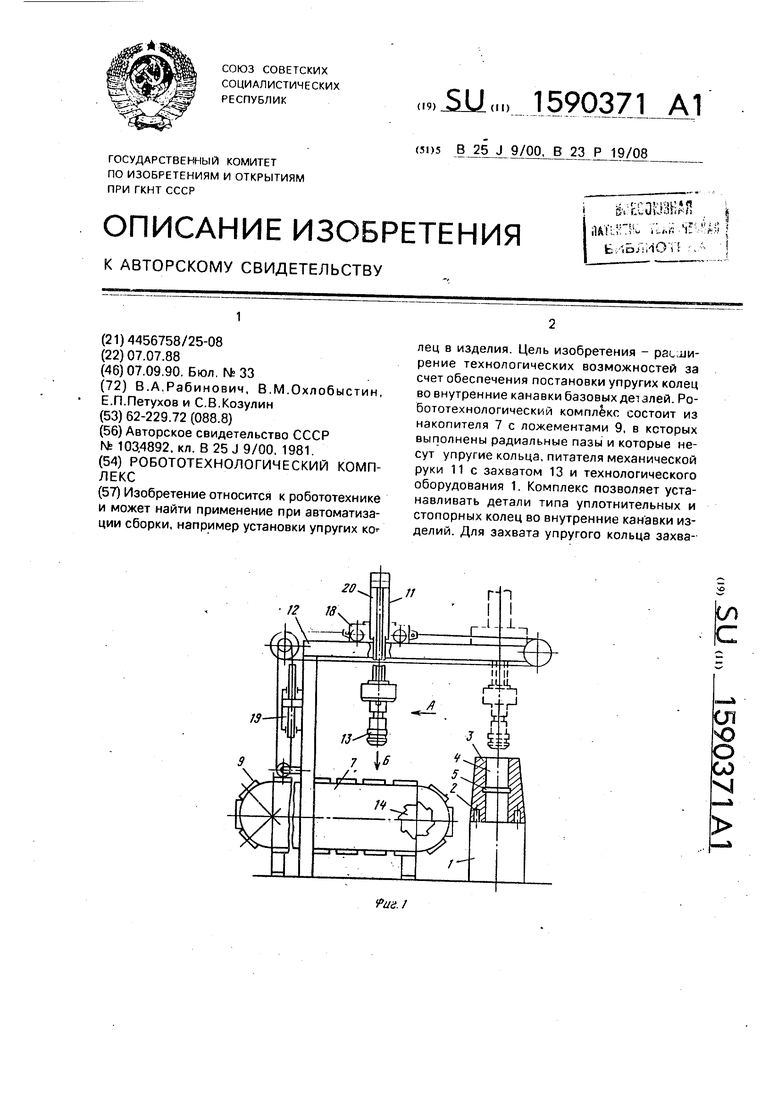
Фиг. 5
(Риг.6
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
