| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки трубчатых изделий из стекла | 1981 |
|
SU975608A1 |
| Станок для бесцентровой обработки заготовок валов | 1980 |
|
SU1036472A1 |
| Устройство для резки трубчатых заготовок | 1975 |
|
SU542595A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НА МЕРНЫЕ ЗАГОТОВКИ ЭЛАСТИЧНОГО ТРУБЧАТОГО ИЛИ ПРУТКОВОГО МАТЕРИАЛА | 2019 |
|
RU2697997C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Резьбонарезной инструмент | 1990 |
|
SU1815037A1 |
| Устройство для точения цилиндрических деталей | 1991 |
|
SU1813633A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ИНСТРУМЕНТА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1973 |
|
SU382065A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
Изобретение относится к производству изделий из трубчатых пористых и капиллярных материалов, применяемых в химической, строительной, медицинской и пищевой отраслях промышленности, и может быть использовано в частности при изготовлении фильтрэлементов из полых волокон. Целью изобретения является повышение качества обработки за счет предотвращения попадания посторонних включений внутрь капилляров. Устройство для обработки заготовок из трубчатых капиллярных материалов содержит механизм подачи с фиксирующими гнездами для заготовок 4. Механизм резания включает две пары режущих дисков, установленных соосно. Причем одна пара предназначена для чистовой обработки, а другая - для черновой. У каждого режущего диска установлены воздушные инжекторы. При этом инжекторы 13 и 13 1, расположенные у дисков чистовой обработки, размещены в плоскости режущего диска перпендикулярно его оси, а инжекторы 11 и 11 1 установлены у дисков черновой обработки и размещены между последними. Каждая пара режущих дисков выполнена с индивидуальным приводом. Достижению поставленной цели способствует снабжение устройства дополнительными гидроинжекторами, установленными за механизмом резания. 1 з.п. ф-лы, 3 ил.
тз
.. Л (Л
/4
СП
со о
4
ел
IT
Фиг.2
0
3 isgo is
ния является повышение качества обработки за счет предотвращения попадания посторонних включений внутрь капилляров. Устройство для обработки заготовок из трубчатых капиллярных материалов содержит механизм подачи с фиксирующими гнездами для заготовок 4. Механизм резания включает две пары режущих дисков, установленных соосно. Причем одна пара предназначена для чистовой обработки, а другая - для черновой. У каждого режущего диска установлены воздушные ин
Изобретение относится к производству изделий из трубчатых, пористых и капиллярных-материалов, применяемых во многих отраслях промышленност например в химической, строительной, медицинской, пищевой, и может быть использовано, в частности, при изготовлении фильтрэлементов из полых волокон.
Целью изобретения является повыше ние качества обработки за счет пре- дотвращения попадания посторонних включений внутрь капилляров.
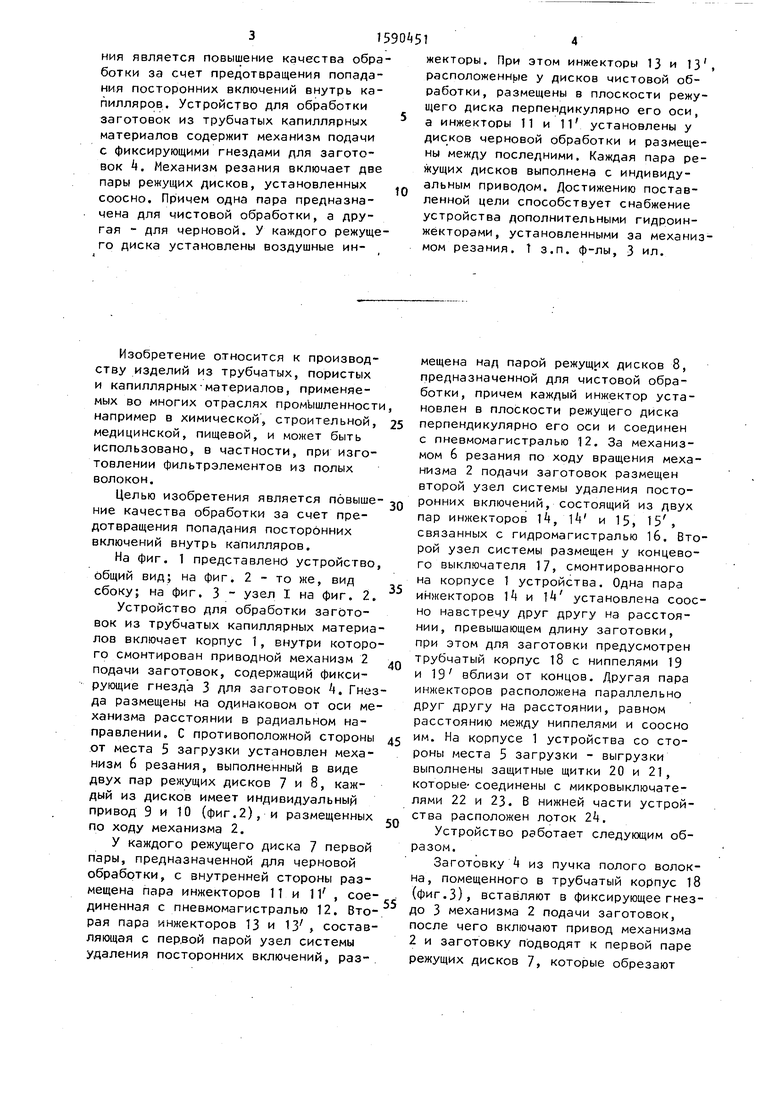
На фиг. 1 представлено устройство общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - узел I на фиг. 2. Устройство для обработки заготовок из трубчатых капиллярных материалов включает корпус 1, внутри которого смонтирован приводной механизм 2 подачи заготовок, содержащий фиксирующие гнезда 3 для заготовок Ц. Гнезда размещены на одинаковом от оси механизма расстоянии в радиальном направлении. С противоположной стороны от места 5 загрузки установлен механизм 6 резания, выполненный в виде двух пар режущих дисков 7 и 8, каждый из дисков имеет индивидуальный привод 9 и 10 (фиг.2), и размещенных по ходу механизма 2.
У каждого режущего диска 7 первой пары, предназначенной для черновой обработки, с внутренней стороны размещена пара инжекторов 11 и 11, соединенная с пневмомагистралью 12. Вторая пара инжекторов 13 и 13, составляющая с пер.вой парой узел системы удаления посторонних включений, раз14
жекторы. При этом инжекторы 13 и 13 расположенные у дисков чистовой обработки, размещены в плоскости режущего диска перпендикулярно его оси, а инжекторы 11 и 11 установлены у дисков черновой обработки и размещены между последними. Каждая пара режущих дисков выполнена с индивидуальным приводом. Достижению поставленной цели способствует снабжение устройства дополнительными гидроинжекторами, установленными за механизмом резания. Т з.п. ф-лы, 3 ил.
5
5
«
.. 5
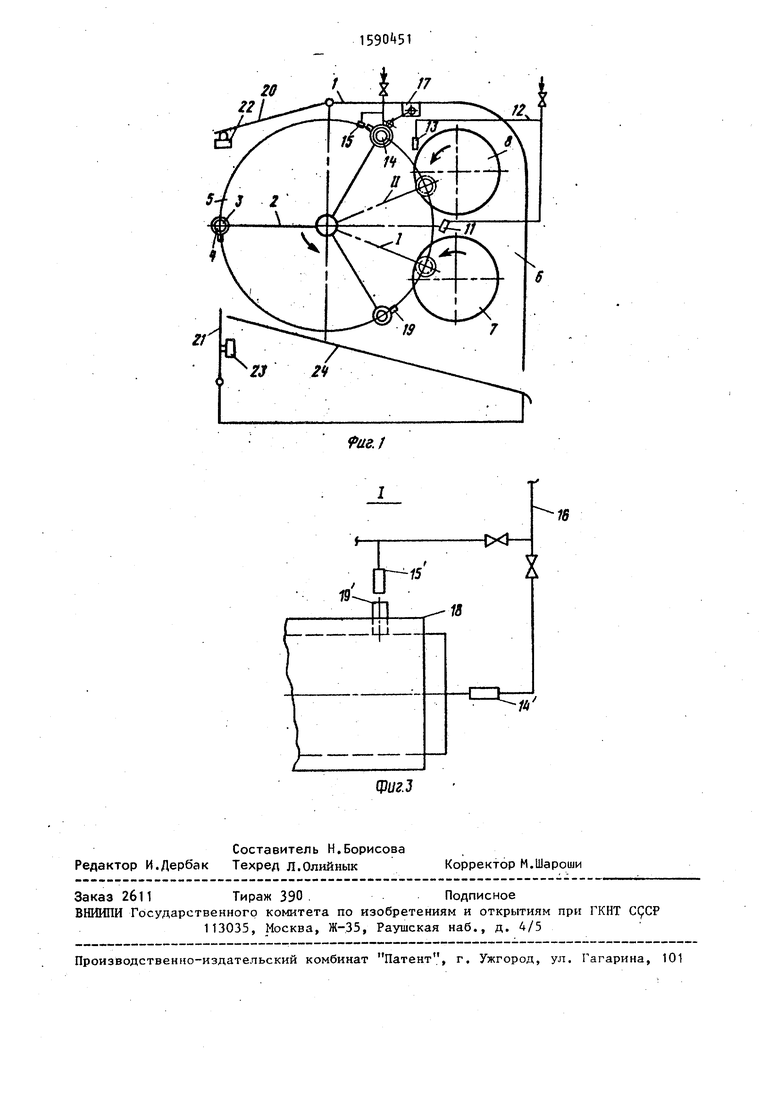
мещена над парой режущих дисков 8, предназначенной для чистовой обработки, причем каждый инжектор установлен в плоскости режущего диска перпендикулярно его оси и соединен с пневмомагистралью 12. За механизмом 6 резания по ходу вращения механизма 2 подачи заготовок размещен второй узел системы удаления посторонних включений, состоящий из двух пар инжекторов И, I t и 15, 15, связанных с гидромагистралью 16. Второй узел системы размещен у концевого выключателя 17, смонтированного на корпусе 1 устройства. Одна пара инжекторов И и И установлена соосно навстречу друг другу на расстоянии, превышающем длину заготовки, при этом для заготовки предусмотрен трубчатый корпус 18 с ниппелями 19 и 19 вблизи от концов. Другая пара инжекторов расположена параллельно друг другу на расстоянии, равном расстоянию между ниппелями и соосно им. На корпусе 1 устройства со стороны места 5 загрузки - выгрузки выполнены защитные щитки 20 и 21, которые- соединены с микровыключателями 22 и 23. В нижней части устройства расположен лоток 2k.
Устройство работает следующим образом.
Заготовку 4 из пучка полого волокна, помещенного в трубчатый корпус 18 (фиг.З), вставляют в фиксирующее гнездо 3 механизма 2 подачи заготовок, после чего включают привод механизма 2 и заготовку подводят к первой паре режущих дисков 7, которые обрезают
с двух концов заготовку, осуществляя вскрытие капилляров волокна (фиг., этап I), Одновременно с пуском режущих дисков включают пневмомагист- раль 12 и первая пара инжекторов 11 и 11 вступает в работу. Образующиеся в процессе резания продукты реза сдуваются с заготовки. Затем заготовку подают к второй паре режущих дисков 8, осуществляюи их окончательную (чистовую) обрезку торцов заготовки (фиг.1, этап II). При работе этой пары режущих дисков одновременно с ней включают в работу инжекторы 13 и 13. При этом установка каждого инжектора в одной плоскости с режущим диском создает направление потока сжатого воздуха по отношению к заготовке, способствующее предотвращению попадания продуктов реза внутрь капилляров волокна, а кроме того, создает в зоне контакта потока воздуха с полостями волокна вакуум и, тем самым, отсос воздуха из пограничной зоны волокна, который захватывает с собой частицы реза с торцов волокна. Эта обработка позволяет получить изделие на выходе из механизма резания без посторонних включений, представляющих собой продукты реза. Как черновую, так и чистовую резку и обра- ботку торцов заготовки осуществляют при включенном приводе механизма подачи заготовок.
После выхода из механизма резания изделие подают к концевбму выключателю 17, который контактирует с фиксирующим гнездом 3, происходит останов механизма 2 подачи заготовок, фиксирующее гнездо занимает такое положение (фиг.З), при котором одна пара инжекторов И и k размещена соосно с фиксирующим гнездом (или изделия), а другая пара инжекторов 15 и 15 расположена соосно с ниппелями 19 и 19 . На этом этапе осуществляют окончательную обработку изделия путем промывки от технологической среды,
1590/451
10
15
20
35
40
редно пара инжекторов Ц и 1 , тем одновременно включают инжект 15 и 15 и отмывают торцы. Готов изделие подводят к месту 5 выгру Цикл обработки новой заготовки п ряют.
В процессе получения изделий ханизме 2 может находиться однов но несколько заготовок.
Продукты реза (стружка, отрез ные участки заготовки) с помощью ка 2А выводят наружу. Защитные щ 20 и 21 с микровыключателями 22 гарантируют безопасность при раб
Устройство обеспечивает получ изделия высокого качества путем временной обработки торцов и пол удаления посторонних включений и изделий.
Формула изобретен
2, Устройство по П.1, отли ющееся тем. что оно снабжен
W---- u-ib u/ii |ч - - I д kjno l rlclvJmCr
содержащейся в используемой заготовке. JQ дополнительными гидроинжекторами,
ЛЛЯ ЯТПГО Г Мдиапа г-гл Я -ч-г-1 . -ч.
Для этого сначала срабатывает поочеустановленными за механизмом реза
1590/451
редно пара инжекторов Ц и 1 , а затем одновременно включают инжекторы - 15 и 15 и отмывают торцы. Готовое изделие подводят к месту 5 выгрузки. Цикл обработки новой заготовки повторяют.
В процессе получения изделий в механизме 2 может находиться одновременно несколько заготовок.
Продукты реза (стружка, отрезан-, ные участки заготовки) с помощью лотка 2А выводят наружу. Защитные щитки 20 и 21 с микровыключателями 22 и 23 гарантируют безопасность при работе.
Устройство обеспечивает получение изделия высокого качества путем одновременной обработки торцов и полного удаления посторонних включений из изделий.
Формула изобретен
и я
5
0
2, Устройство по П.1, отличающееся тем. что оно снабжено
- u-ib u/ii |ч - - I д kjno l rlclvJmCr
Q дополнительными гидроинжекторами,
дополнительными гидроинжекторами,
установленными за механизмом резания...
20
19
ih
::m
HXl-
-У5
ih
::m
и
| Способ резания изделий из трубчатых, пористых и капиллярных материалов | 1972 |
|
SU753799A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Устройство микропрограммного управления | 1980 |
|
SU881751A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| ( УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ЗАГОТОВОК | |||
