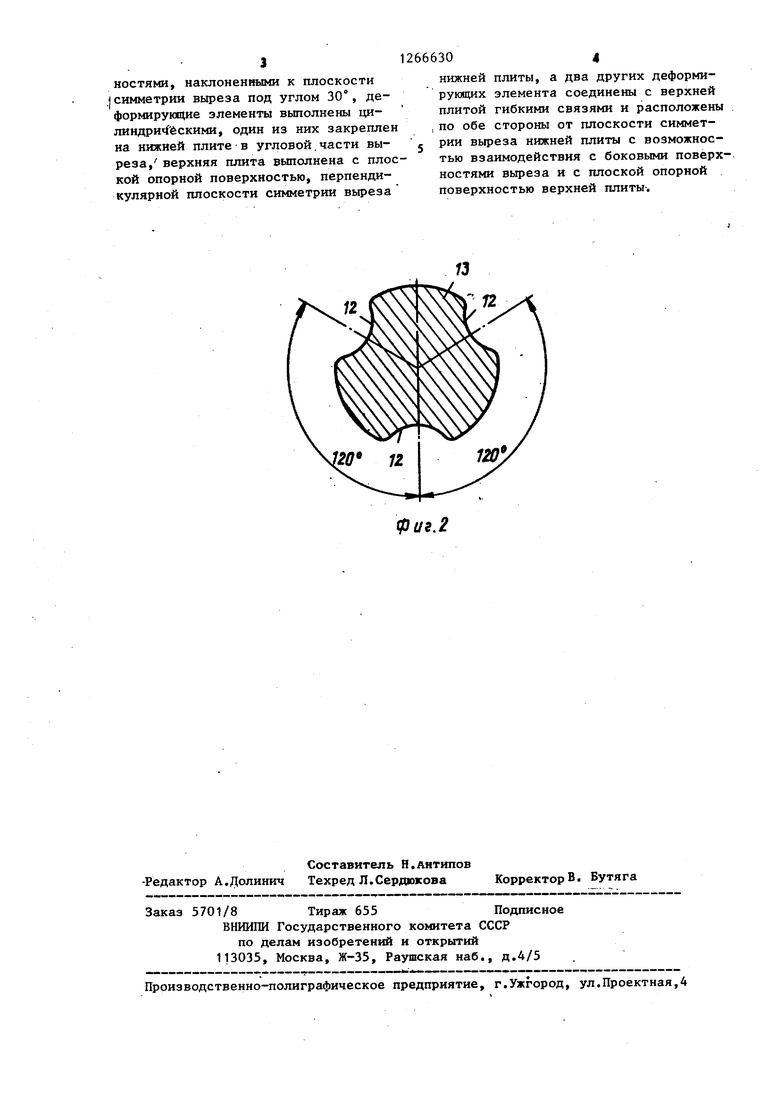
Изобретение относится к инструментальной оснастке свободной ковки, а именно устройствам для ковки заготовок протяжкой. Цель изобретения - расширение технологических возможностей путем обеспечения осесимметричной протяжки заготовок разных диаметров за счет равномерного расположения деформируклцих элементов по примеру заготовки. На фиг, 1 изображено устройство для ковки заготовок протяжкой в положениях его элементов, соответствукщих началу и окончанию деформирования, поперечньш разрез; на фиг.2 поковка, поперечный разрез. Устройство для ковки заготовок протяжкой содержит верхнюю 1, нижнюю 2 плиты и три деформирующих элемента 3,4 и 5, выполненный цилиндрическими. Верхняя плита 1 имеет плоскую опорную поверхность 6, а нижняя плита 2 - вырез со стороны верхней плиты, вьшолненный с вертикальной плоскостью 7 симметрии и с плоскими боковыми поверхностями 8 и 9, наклоненными к плоскости 7 под углом о( 30°. Деформирующий элемент 3 распо ложен в плоскости 7 и закреплен на нижней плите 2 в угловой части выреза. Плоская опорная поверхность 6 пер пендикулярна к плоскости 7 симметрии выреза нижней плиты. Деформирзпощие элементы 4 и 5 соед иены с верхней плитой 1 гибкими связями 10 и расположены по обе стороны от плоскости 7 симметрии выреза с во можностью взаимодействия с боковыми поверхностями 8 и 9 выреза и с плоской поверхностью 6 верхней плиты. Ги кие связи 10 могут.быть выполнены в виде тросов или цепей. Деформирукицзпо заготовку 11 подают в вырез шшты 2 и устанавливают на поверхность деформирующего элемента 3, после чего опускают плиту 1 с де формирукшщми элементами 4 и 5. Под действием усилия пресса (не показан) элементы 4 и 5 перемещаются по боковым поверхностям 8 и 9 соответственно, осзпцествляя центрирование заготовки относительно плоскости 7 выреза и формирование в поперечном сечении расположенных по периметру участ ков вогнутой поверхности 12 поковки 13. Эти участки будут располагаться авномерно по периметру, т.е. под глом 120° один относительно другого (фиг. 2). После окончания единичного обжатия плиту 1 поднимают вверх, при помощи гибких связей поднимают два еформирукяцих элемента 4 и 5, заготовку перемещают в осевом направлении и осуществляют повторное прожатие заготовки между тремя деформирующими элементами. Чередуя единичные прожатия и осевое перемещение (подачу) заготовки, получают равномерно расположенные по периметру участки вогнутой поверхности по всей длине заготовки. Предлагаемое устройство было опробовано в лабораторных условиях при ковке свинцовых заготовок диаметром 42 мм цилиндрическими деформирующими элементами диаметром 25 мм. В заготовке имелась полость диаметром 8 мм, моделирующая полость усадочной раковины слитка После прожатия заготовки со степенью деформации 8% полость заготовки закрылась примерно на 50%. При степени деформации 20% отверстие закрьшось почти на 90%. В дальнейшем при ковке прожатой заготовки в комбинированных бойках отверстие полностью закрывается, поковка получает высокое качество с проработкой металла осевой зоны слитка. Выполнение устройства, по изобретению позволяет обеспечить осесимметричную протяжку заготовок разного диаметра за счет равномерного расположения деформирующих элементов по их периметру. Формула изобретений Устройство для ковки заготовок протяжкой, содержащее верхнюю плиту, нижнюю, плиту, именщую вырез со стороны верхней плиты, и три связанных с плитами деформирующих элемента, один из которых расположен в плоскости выреза и закреплен на шште, о т л и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей путем обеспечения осесимметричной протяжки заготовок разных диаметров за счет равномерного расположения деформирунщих элементов по мериметру заготовки, вырез выполнен с вертикальной плоскостью симметрии и с плоскигда боковыми поверхностями, наклоненными к плоскости {симметрии выреза под углом 30°, деформирующие элементы вьшолнены цилиндри ёскими, один из них закреплен на нижней плите в угловой.части выреза, верхняя плита выполнена с плос кой опорной поверхностью, перпендикулярной плоскости симметрии выреза
12666304
нижней плиты, а два других деформирующих элемента соединены с верхней плитой гибкими связями и расположены , по обе стороны от плоскости симмет, рии выреза нижней плиты с возможностью взаимодействия с боковыми поверхностями вьфеза и с плоской опорной поверхностью верхней плиты.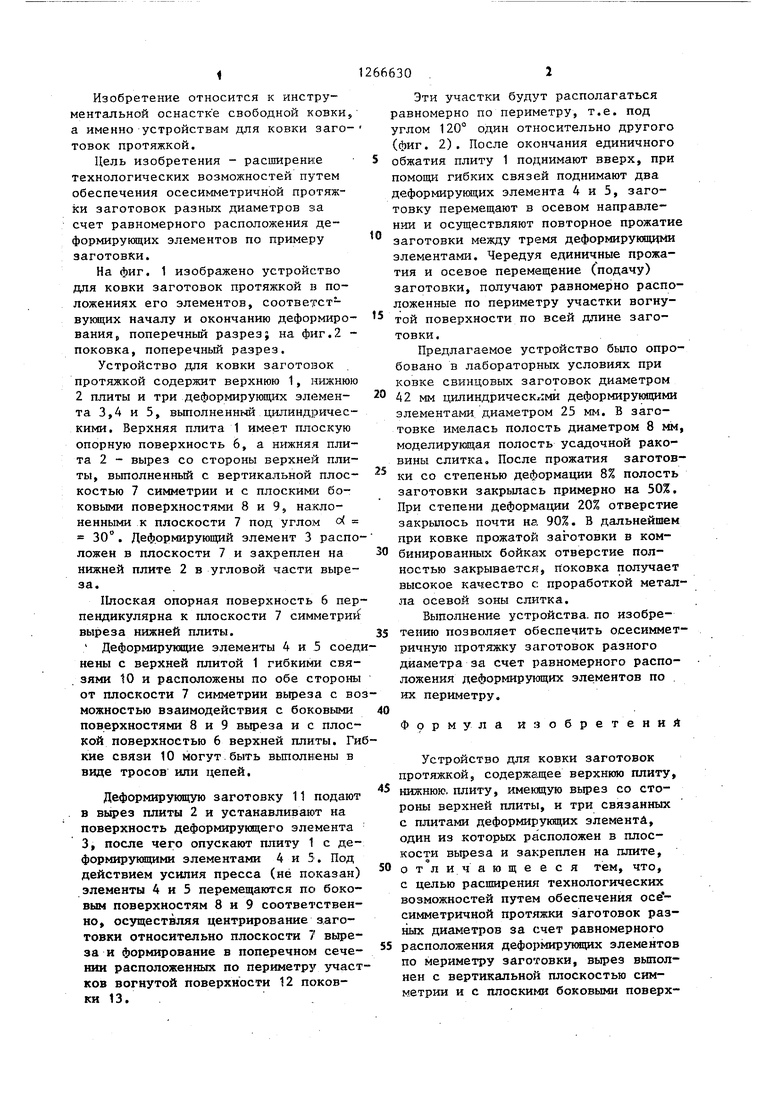
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Инструмент для поперечной разгонки | 1986 |
|
SU1398215A1 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Кузнечный инструмент для протяжки | 1987 |
|
SU1542688A1 |
| Способ изготовления осесимметричных поковок | 1988 |
|
SU1660819A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Способ изготовления пластин | 1989 |
|
SU1690933A1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
фиг.г
| Штамп для осадки заготовок | 1976 |
|
SU564916A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Это достигается тем, что нижняя плита 2 выполнена с вьфезом, имеющим вертикальную плоскость 7 симметрии и боковые поверхности 8 и 9, наклоненные к этой плоскости на угол 30, и с деформирующим элементом 3, закрепленным в угловой части выреза | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
