16
со
оо
00 1чЭ 1чЭ
2
Изобретение относится к ремонту и может быть применено при восстановлении зубчатых колес.
Целью изобретения является расширение технологических возможностей за счет наплавки шестерен разных типоразмеров и повышение производительности.
На чертеже представлено предлагаемое устройство, обш,ий вид.
Устройство для наплавки торцов зубцев
ш.ее команды на остановку враш,ения наплавляемой шестерни и работы сварочной головки. Мундштук 16 поднимается вверх по стрелке «d. Корпус оправки поворачивается по стрелке «а и из чаши 11 высыпается флюс. Затем снимают наплавленную шестерню 10 и поворачивают корпус 1 в исходное положение.
Наплавку производят с возвышением наплавленного материала над плоскостью торшестерен состоит из корпуса 1, в котором наЮ цов 2-3 мм.
подшипниках установлена втулка 2, приводи-Для создания припуска под механичесмая во вращение по стрелке «в червячным
колесом 3 от ведушего вала 4, соединенного с электродвигателем. Во втулке 2 стяжкую обработку по толщине зубьев зубчатый венец наплавленной шестерни нагревают в индукторе среднечастотной установ25
кой 5 закреплены две части 6 и 7 оправки. . ки и опрессовывают в штампе. На свободном конце части 7 оправки уста-После штамповки производят отжиг, пронавливается сменная шестерня-копир 8,шивку и механическую обработку отверсвзаимодействуюшая с контактным устройст- тия шестерни. Затем производят механи- вом 9. На свободном конце части 6 закреп-ческую обработку зубьев, включающую точеляется наплавляемая шестерня 10, котораяние, зубофрезерование, зубозакругление и
заключается в чашу 11. На диске 12, сое- 20 шевингование. Обработанные шестерни под- диненном жестко с втулкой 2, размещенвергаются нитроцементации, закалке и отпусрегулируемый упор 13, взаимодействующий с контактным устройством 14.
Контактное устройство 9 электрически связано с электродвигателями привода вращения вала 4 и подачи сварочной проволоки 15, проходящей в мундштуке 16 сварочной головки. Контактное устройство 14 электрически связано с электродвигателями привода вращения вала 4 и сварочной головкой. Корпус 1 имеет возможность пово- Q ваемой в легкодоступном месте. Повышение рачиваться в настроечном режиме по стрел-производительности достигается за счет авке «а, для чего устройство снабжено электрическим приводом поворота корпуса.
Устройство работает следующим образом.
На свободный конец части 7 оправки устанавливают шестерню-копир 8, аналогич- 5 ную направляемой шестерне, и регулируют взаимодействующее с шестерней-копиром
контактное устройство 9. На свободный конецУстройство для наплавки торцов зубьев
части 6 оправки устанавливают наплавляе-шестерен, содержащее корпус, оправку для
мую шестерню 10. Выставляют поворотомзакрепления наплавляемой шестерни, свакорпуса 1 наплавляемую поверхность нор- 40 рочную головку с механизмом подачи про- мально к торцу сварочной лроволоки 15.волоки, оснащенным электроприводом, шесВыставляют упор 13 на заданное наплав- терню-копир, закрепленную на конце оправляемое количество зубьев и засыпают в ча-ки, и механизм поворота оправки, отличаю- шу 11 флюс. Включают устройство. На-щееся тем, что, с целью расширения техно- плавка производится на каждый торец зуба . логических возможностей за счет наплавки „ 17 .. шестерен разных типоразмеров и повышения
ку. Ресурс восстановленных шестерен не ниже ресурса вновь изготавливаемых.
Устройство позволяет расширить технологические возможности, повысить производительность наплавки, применить многостаночное обслуживание.
Переналадка устройства для восстановления разных типоразмеров шестерен заключается в замене шестерни-копира, устанавлитоматического останова работы устройства после наплавки заданного количества зубьев и механизации ударения флюса из сварочной чаши.
Формула изобретения
в отдельности. Команды на включение и выключение двигателя вращения вала 4 и подачи сварочной проволоки 15 подаются контактным устройством 9, ролик которого передвигается по стрелке «с. В момент
производительности, механизм поворота оправки снабжен самостоятельным электрическим приводом его поворота и двумя контактными устройствами, электрически остановки вращения наплавляемой шестер- JQ связанными с приводами поворота оправки ни 10 включается электродвигатель подачии подачи проволоки-, оправка снабжена регулируемым упором, взаимодействующим с первым контактным устройством, а щестер- ня-копир размещена на конце оправки, противоположном концу для установки наплавданного количества зубьев упор 13 воздей- 55 ляемой шестерни, с возможностью взаимо- ствует на контактное устройство 14, подаю-действия с вторым контактным устройством.
сварочной проволоки 15. Продолжительность остановки вращения наплавляемой шестерни и подачи сварочной проволоки отсчитывает реле времени. После наплавки заш.ее команды на остановку враш,ения наплавляемой шестерни и работы сварочной головки. Мундштук 16 поднимается вверх по стрелке «d. Корпус оправки поворачивается по стрелке «а и из чаши 11 высыпается флюс. Затем снимают наплавленную шестерню 10 и поворачивают корпус 1 в исходное положение.
Наплавку производят с возвышением наплавленного материала над плоскостью торцов 2-3 мм.
кую обработку по толщине зубьев зубчатый венец наплавленной шестерни нагревают в индукторе среднечастотной установки и опрессовывают в штампе. После штамповки производят отжиг, про
шевингование. Обработанные шестерни под- вергаются нитроцементации, закалке и отпусваемой в легкодоступном месте. Повышение производительности достигается за счет авку. Ресурс восстановленных шестерен не ниже ресурса вновь изготавливаемых.
Устройство позволяет расширить технологические возможности, повысить производительность наплавки, применить многостаночное обслуживание.
Переналадка устройства для восстановления разных типоразмеров шестерен заключается в замене шестерни-копира, устанавливаемой в легкодоступном месте. Повышение производительности достигается за счет автоматического останова работы устройства после наплавки заданного количества зубьев и механизации ударения флюса из сварочной чаши.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| Способ восстановления зубчатых валов | 1986 |
|
SU1488175A1 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| Установка для наплавки режущего инструмента | 1989 |
|
SU1764881A1 |
| Устройство для восстановления торцевых поверхностей зубьев шестерен | 1979 |
|
SU854532A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| Установка для наплавки | 1989 |
|
SU1685648A1 |
Изобретение относится к ремонту и может быть применено при восстановлении зубчатых колес. Целью изобретения является расширение технологических возможностей устройства и повышение производительности. Устройство содержит корпус 1 с втулкой 2, на которой смонтировано червячное колесо 3 с червяком 4, соединенным с электроприводом. На концах частей 6 и 7 оправки закреплены наплавляемая шестерня 10 и шестерня-копир 8. На корпусе 1 установлены контактные устройства (КУ) 9 и 14, взаимодействующие с приводами вращения оправки и подачи проволоки 15. КУ 9 взаимодействует с зубьями шестерни-копира 8, а КУ 14 - с упором 13. Упором 13 регулируют заданное количество наплавляемых зубьев шестерни 10. Перед сваркой корпус 1 поворачивают посредством электропривода в рабочее положение и засыпают флюс в чашу 11. КУ 9 и 14 включают и выключают приводы вращения оправки и подачи проволоки, обеспечивая автоматический цикл наплавки. После сварки флюс удаляют из чаши 1Г поворотом корпуса I. 1 ил. I (Л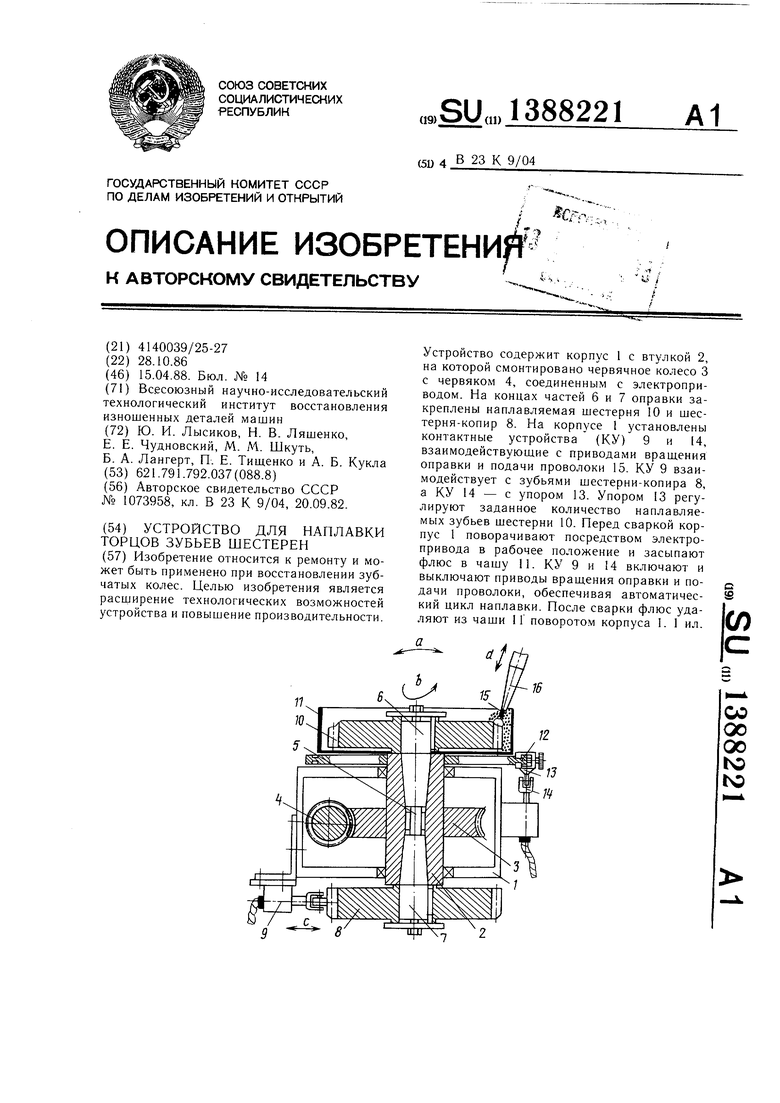
| Авторское свидетельство СССР № 1073958, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
