Изобретение относится к оборудованию для переработки полимерных материалов и может быть использовано при изготовлении изделий методом лит ья под давлением.
Цель изобретения - повышение качества изготавливаемых изделий и надежности работы устройства.
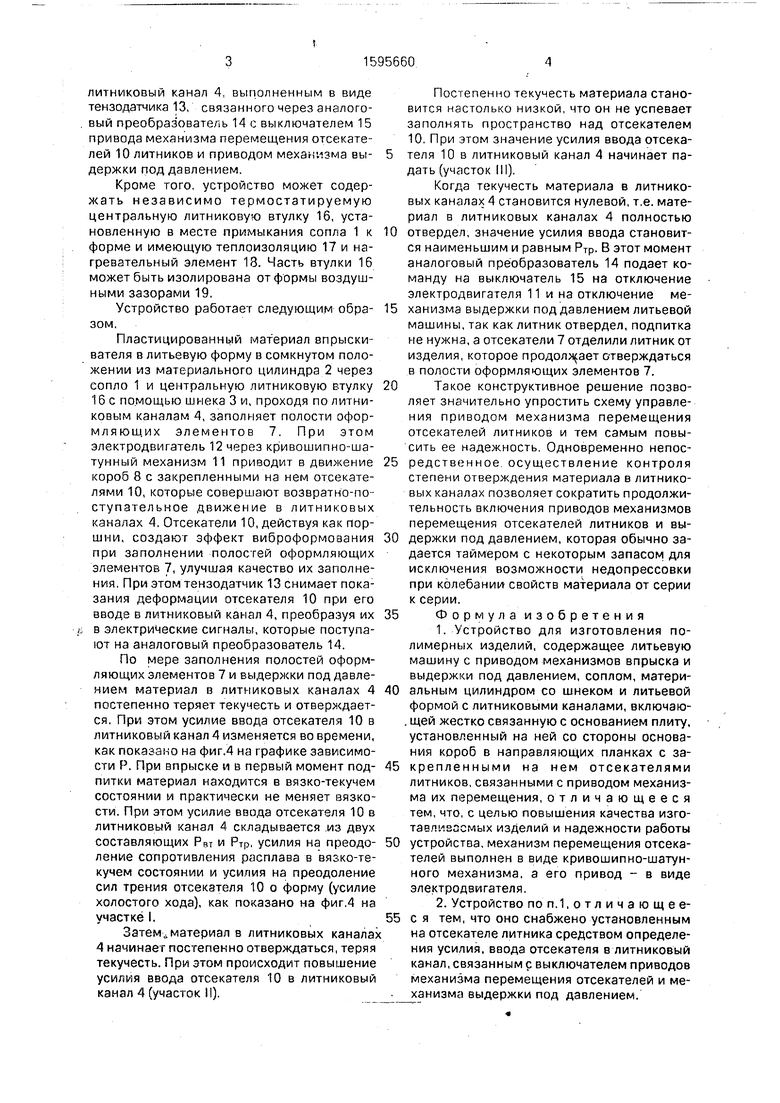
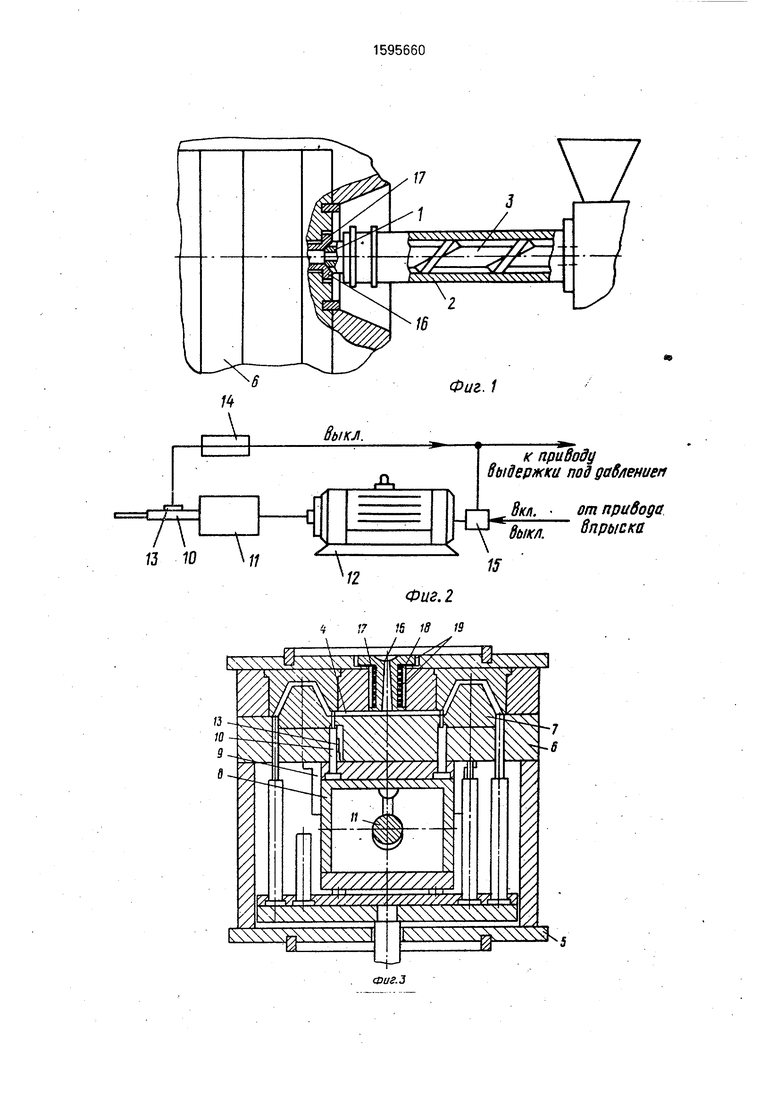
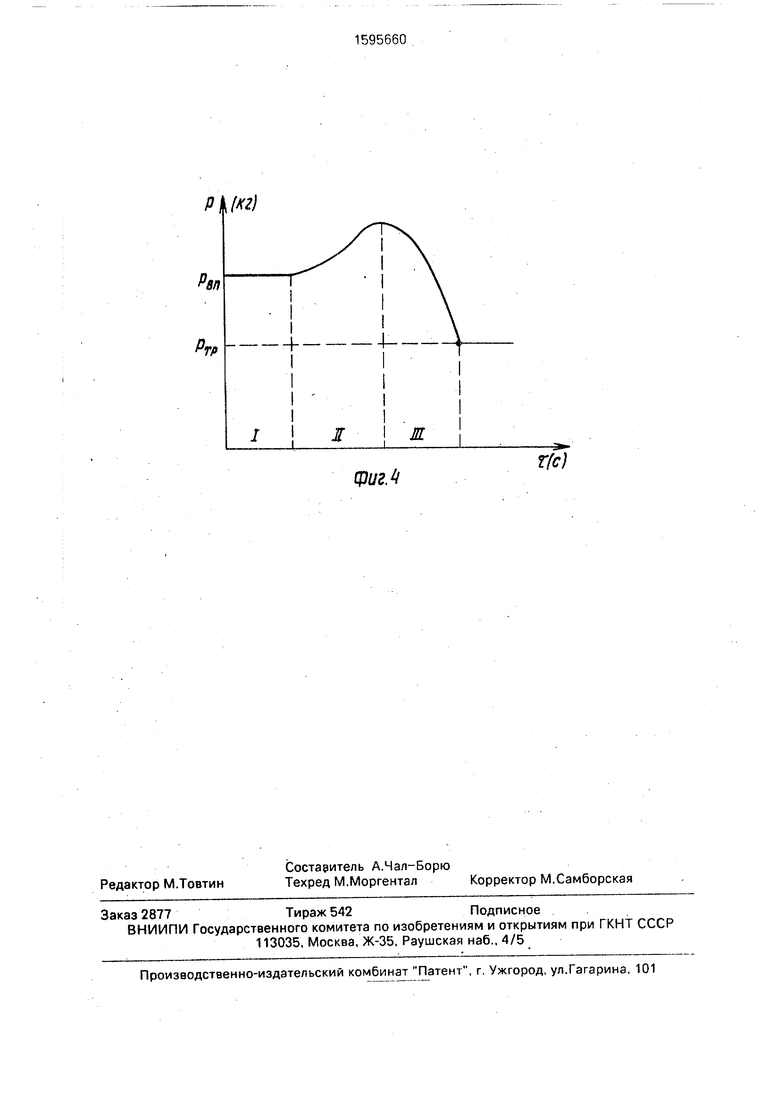
На фиг.1 представлено устройство с материальным цилиндром литьевой машины, общий вид; на фиг.2 - схема управления приводом отсекателей литников; на фиг.З - литьевая форма, продольный разрез; на фиг.4 - график зависимости усилия ввода отсекателя в литниковый канал от времени.
Устройство для изготовления полимерных изделий содержит литьевую машину с приводом механизма впрыска и выдержки
под давлением (не показаны), соплом 1, материальным цилиндром 2 с размещенным в нем шнеком 3.
Устройство также содержит литьевую форму с литниковыми каналами 4, включающую жестко связанную с основанием 5 плиту 6 с оформляющими элементами 7, установленный на ней со стороны основания 5 короб 8 в направляющих планках 9 с закрепленными на нем отсекателями 10 литников, связанными с приводом механизма их перемещения.-При этом механизм перемещения отсекателей 10 выполнен в виде кривошипно-шатунного механизма 11, а его привод - в виде электродвигателя 12.
Устройство также снабжено установленным на отсекателе 10 литника средством определения усилия ввода, отсекателя 10 в
ел о ел о о о
литниковый канал 4, выполненным в виде тензодатчика 13, связанного через аналоговый преобразователь 14 с выключателем 15 привода механизма перемещения отсекате- лей 10 литников и приводом механизма вы- держки под давлением.
Кроме того, устройство может содержать независимо термостатируемую центральную литниковую втулку 16, установленную в месте примыкания сопла 1 к форме и имеющую теплоизоляцию 17 и нагревательный элемент 18. Часть втулки 16 может быть изолирована от формы воздушными зазорами 19,
Устройство работает следующим обра- зом,
Пластицированный материал опрыскивателя в литьевую форму в сомкнутом положении из материального цилиндра 2 через сопло 1 и центральную литниковую втулку 16 с помощью шнека 3 и, проходя по литниковым каналам 4, заполняет полости оформляющих элементов 7, При этом электродвигатель 12 через кривошипно-ша- тунный механизм 11 приводит в движение короб 8 с закрепленными на нем отсекате- лями 10, которые совершают возвратно-поступательное движение в литниковых каналах 4. Отсекатели 10, действуя как поршни, создают эффект виброформования при заполнении полостей оформляющих элементов 7, улучшая качество их заполнения, При этом тензодатчик 13 снимает показания деформации отсекателя 10 при его вводе в литниковый канал 4, преобразуя их в электрические сигналы, которые поступают на аналоговый преобразователь 14.
По мере заполнения полостей оформляющих элементов 7 и выдержки под давлением материал в литниковых каналах 4 постепенно теряет текучесть и отверждает- ся. При этом усилие ввода отсекателя 10 в литниковый канал 4 изменяется во времени, как показано на фиг,4 на графике зависимости Р, При впрыске и в первый момент под- питки материал находится в вязко-текучем состоянии и практически не меняет вязкости. При этом усилие ввода отсекателя 10 в литниковый канал 4 складывается .из двух составляющих Рвт и Ртр, усилия на преодо- ление сопротивления расплава в вязко-текучем состоянии и усилия на преодоление сил трения отсекателя 10 о форму (усилие холостого хода), как показано на фиг,4 на участке I,
Затем,,материал в литниковых каналах 4 начинает постепенно отверждаться, теряя текучесть. При этом происходит повышение усилия ввода отсекателя 10 в литниковый канал 4 (участок II).
Постепенно текучесть материала становится настолько низкой, что он не успевает заполнять пространство над отсекателем 10, При этом значение усилия ввода отсекателя 10 в литниковый канал 4 начинает падать (участок 111),
Когда текучесть материала в литниковых каналах 4 становится нулевой, т.е. материал в литниковых каналах 4 полностью отвердел, значение усилия ввода становится наименьшим и равным Ртр. В этот момент аналоговый преобразователь 14 подает команду на выключатель 15 на отключение электродвигателя 11 и на отключение механизма выдержки под давлением литьевой машины, так как литник отвердел, подпитка не нужна, а отсекатели 7 отделили литник от изделия, которое продоля ает отверждаться в полости оформляющих элементов 7.
Такое конструктивное решение позволяет значительно упростить схему управления приводом механизма перемещения отсекателей литников и тем самым повысить ее надежность. Одновременно непосредственное, осуществление контроля степени отверждения материала в литниковых каналах позволяет сократить продолжительность включения приводов механизмов перемещения отсекателей литников и выдержки под давлением, которая обычно задается таймером с некоторым запасом для исключения возможности недопрессовки при колебании свойств материала от серии к серии.
Формула изобретения
1.Устройство для изготовления полимерных изделий, содержащее литьевую машину с приводом механизмов впрыска и выдержки под давлением, соплам, материальным цилиндром со шнеком и литьевой формой с литниковыми каналами, включаю, щей жестко связанную с основанием плиту, установленный на ней со стороны основания короб в направляющих планках с закрепленными на нем отсекателями литников, связанными с приводом механизма их перемещения, отличающееся тем, что, с целью повышения качества изготавливаемых изделий и надежности работы устройства, механизм перемещения отсекателей выполнен в виде кривошипно-шатун- ного механизма, а его привод - в виде электродвигателя,
2.Устройство по п,1, о т л и ч а ю щ е е- с я тем, что оно снабжено установленным на отсекателе литника средством определения усилия, ввода отсекатепя в литниковый канал, связанным с выключателем приводов механизма перемещения отсекателей и механизма выдержки под давлением.
38ыкл.
ТТ
и W
;
п
Фиг. 1
/f приводу 8bidepfKKU под даблениеп
Вкл. от привода , бпрыска
15
Фиг. 2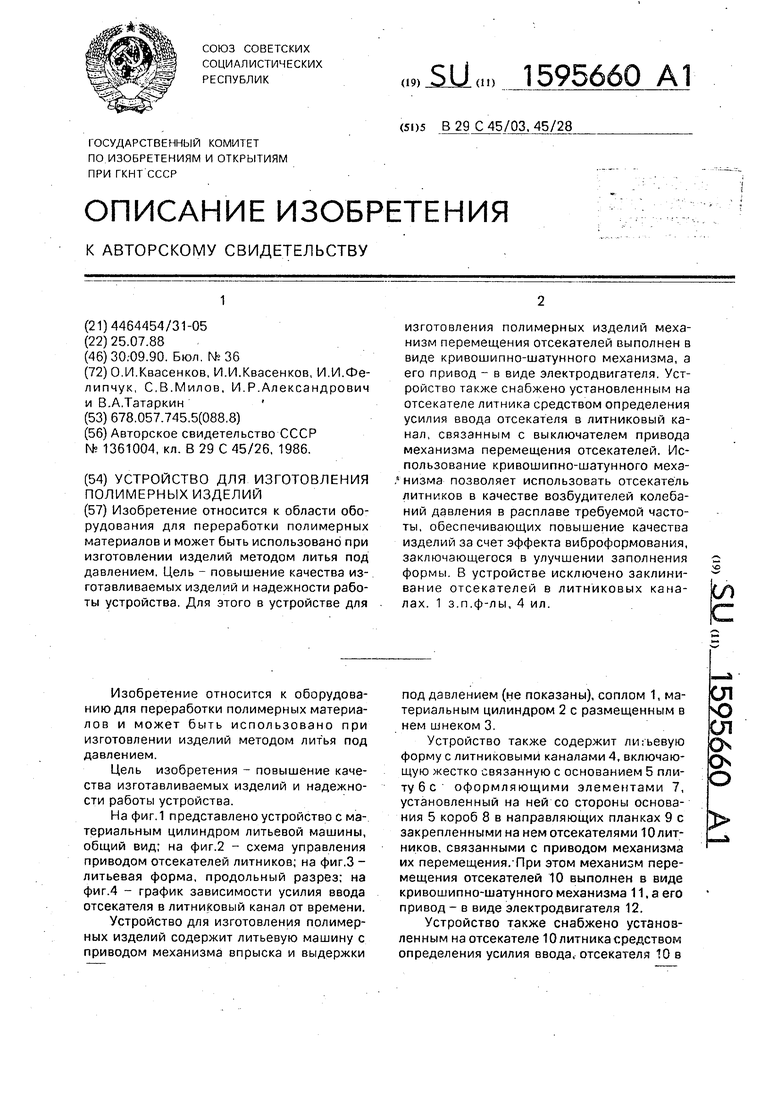
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| Литьевая форма | 1980 |
|
SU982278A1 |
| Литьевая машина | 1989 |
|
SU1669740A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ТЕРМОПЛАСТОВ | 1991 |
|
RU2015903C1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| Литьевая форма для полимерных изделий со срезом впускных литников | 1978 |
|
SU763117A1 |
Изобретение относится к области оборудования для переработки полимерных материалов и может быть использовано при изготовлении изделий методом литья под давлением. Цель - повышение качества изготавливаемых изделий и надежности работы устройства. Для этого в устройстве для изготовления полимерных изделий механизм перемещения отсекателей выполнен в виде кривошипно-шатунного механизма, а его привод - в виде электродвигателя. Устройство также снабжено установленным на отсекателе литника средством определения усилия ввода отсекателя в литниковый канал, связанным с выключателем привода механизма перемещения отсекателей. Использование кривошипно-шатунного механизма позволяет использовать отсекатель литников в качестве возбудителей колебаний давления в расплаве требуемой частоты, обеспечивающих повышение качества изделий за счет эффекта виброформования, заключающегося в улучшении заполнения формы. В устройстве исключено заклинивание отсекателей в литниковых каналах. 1 з.п.ф-лы, 4 ил.
7 75 S 19
,
Фиг.
| Устройство для изготовления полимерных изделий | 1986 |
|
SU1361004A1 |
| Солесос | 1922 |
|
SU29A1 |
