времени включается обмотка клапана 16 после истечения отрезка времени и сжатый воздух, поданный в пневмоцилиндр, приводит в движение шток 12 и рейку 11. которая благодаря зацеплению с шестерней поворачивает .эксцентриковый вал, вследствие чего короб 8 перемещается вверх в направляющих планках 9. Жестко связанные с ним отсекатели 7 также перемещаются вверх, второй концевой выключатель 17 отИзобретение относится к оборудованию для переработки полимеров литьем под дав- . ением.
Цель изобретения - повыщение производительности устройства.
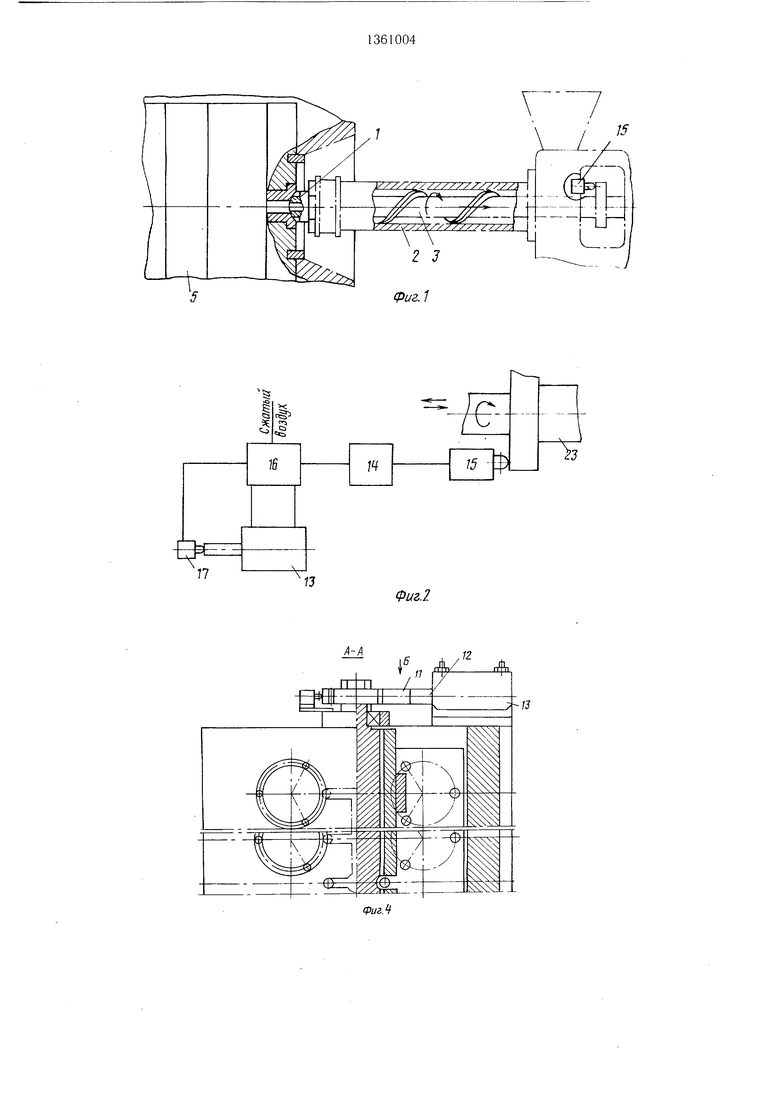
На фиг. 1 представлено устройство с материальным цилиндром литьевой машины, общий вид; на фиг. 2 - схема управления пр-иводом отсекателей литников; на фиг. 3 - ь ресс-фор.ма, продольный разрез; на фиг. 4
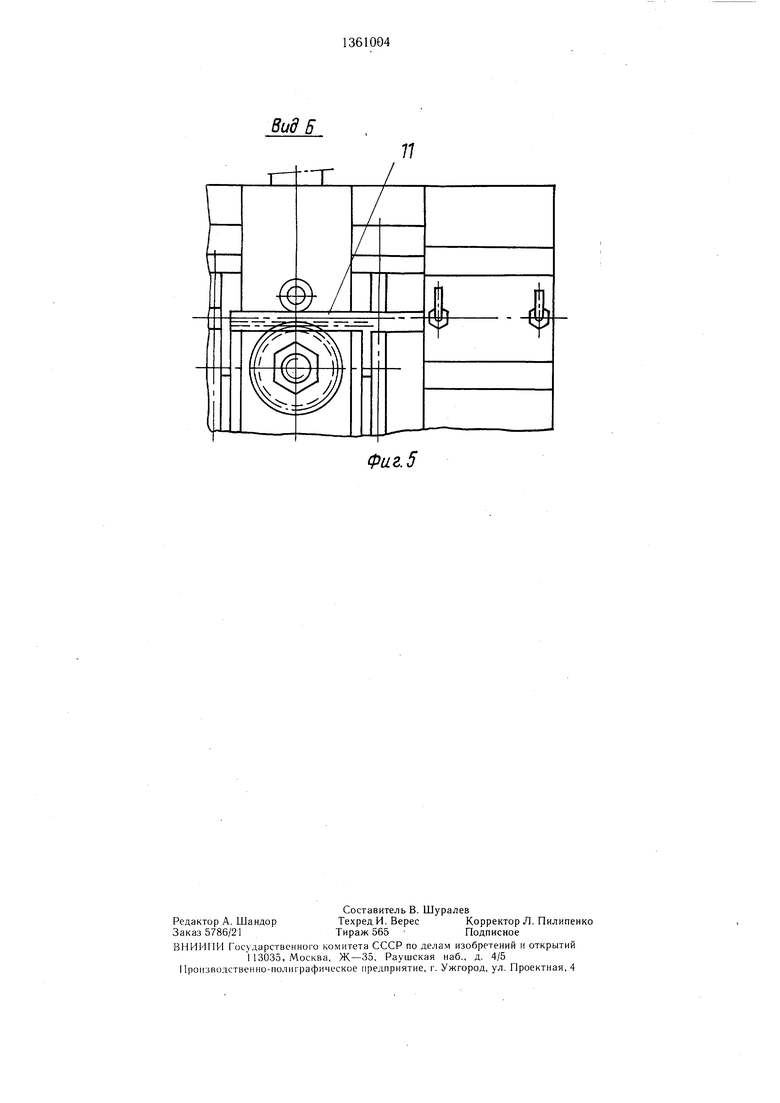
сечение А-А на фиг. 3; на фиг. 5 - вид Б на 0 ключает клапан 16 и сжатый воздух на- фиг. 4.правляется в другую полость пневмоциУстройство содержит литьевую машину, линдра, что приводит к перемещению рейки включающую сопло 1, материальный ци- 11 в обратную сторону, а эксцентрико- линдр 2, жестко связанную с основанием вый вал 10 - в обратном направлении, 4 плиту 5 с оформляющи.ми элементами б, в результате чего короб 8 вместе с отсе- отсекатели 7 литников и связанный с при-кателями возвращается в исходное положеводом 8 механизм их перемещения, кото- ние.
рый выполнен в виде установленного со сто-Таким образом сов.мещается отделение
РОНЫ основания 4 на плите 5 с оформ- литников с периодом отливки изделия, ляющими элементами короба 8 в направляю- при этом не производится отвод сопла лить- щих планках 9, на котором закреплены от- 20 евой машины от формы и тем самым исклю- секатели 7 литников, в полости которого чается очистка сопла от полимера, что в установлен эксцентриковый вал 10 кинемацелом приводит, к увеличению производительности устройства.
тически - через шестерню, находящуюся в зацеплении с зубчатой рейкой 11, закрепленной на штоке 12, связанный с пневмо- цилиндром 13, являющимся приводом.
Устройство снабжено реле 14 времени, связанным через концевой выключатель 15 со ишеком 3 и управляюцдим посредством электромагнитного клапана 16 пневмоци25
целом приводит, к увеличению производительности устройства.
Формула изобретения
Устройство для изготовления полимерных изделий, содержащее литьевую машину с соплом, материальным цилиндром со шнеком и литьевой формой, включающей жестлиндром 13. Для возврата штока пневмоци- Q ко связанную с основанием плиту с оформлиндра предус.мотрен тель 17.
концевой выключаляющими элементами, отсекатели литников и связанный с приводом механизм их перемещения, отличающееся тем, что, с целью повышения производительности устройства, механизм перемещения отсекателей литников
ляющими элементами, отсекатели литников и связанный с приводом механизм их перемещения, отличающееся тем, что, с целью повышения производительности устройства, механизм перемещения отсекателей литников
Устройство работает следующим образом.
В литьевую форму, в сомкнутом положении из материального цилиндра посред- 35 выполнен в виде установленного со стороны
ством шнека 3 впрыскивается расплавлен-основания на плите с оформляющи.ми эленый полимер. Шнек 3 материального ци-ментами короба в направляющих планках,
линдра в момент окончания впрыска прина котором закреплены отсекатели литнидвижении в сторону сопла 1 входит в кон-ков, а в полости установлен эксцентрикотакт с концевым выключателем 15, которыйвый вал, связанный с приводом посред- включает реле 14 времени. Реле времени от- 40 ством зубчато-реечной пары, при этом устрегулировано на отрезок времени, необхо-ройство снабжено связанным через концеди.мый и достаточный для заполнения фор-вой выключатель со шнеком реле времени
мы и охлаждения материала до неполно-для включения привода, который выполнен
го отверждения. При сбрасывании реле 14в виде пневмоцилиндра.
времени включается обмотка клапана 16 после истечения отрезка времени и сжатый воздух, поданный в пневмоцилиндр, приводит в движение шток 12 и рейку 11. которая благодаря зацеплению с шестерней поворачивает .эксцентриковый вал, вследствие чего короб 8 перемещается вверх в направляющих планках 9. Жестко связанные с ним отсекатели 7 также перемещаются вверх, второй концевой выключатель 17 отключает клапан 16 и сжатый воздух на- правляется в другую полость пневмоцилитников с периодом отливки изделия, при этом не производится отвод сопла лить- евой машины от формы и тем самым исклю- чается очистка сопла от полимера, что в
целом приводит, к увеличению производительности устройства.
Формула изобретения
Устройство для изготовления полимерных изделий, содержащее литьевую машину с соплом, материальным цилиндром со шнеком и литьевой формой, включающей жестляющими элементами, отсекатели литников и связанный с приводом механизм их перемещения, отличающееся тем, что, с целью повышения производительности устройства, механизм перемещения отсекателей литников
выполнен в виде установленного со стороны
15
Фиг.1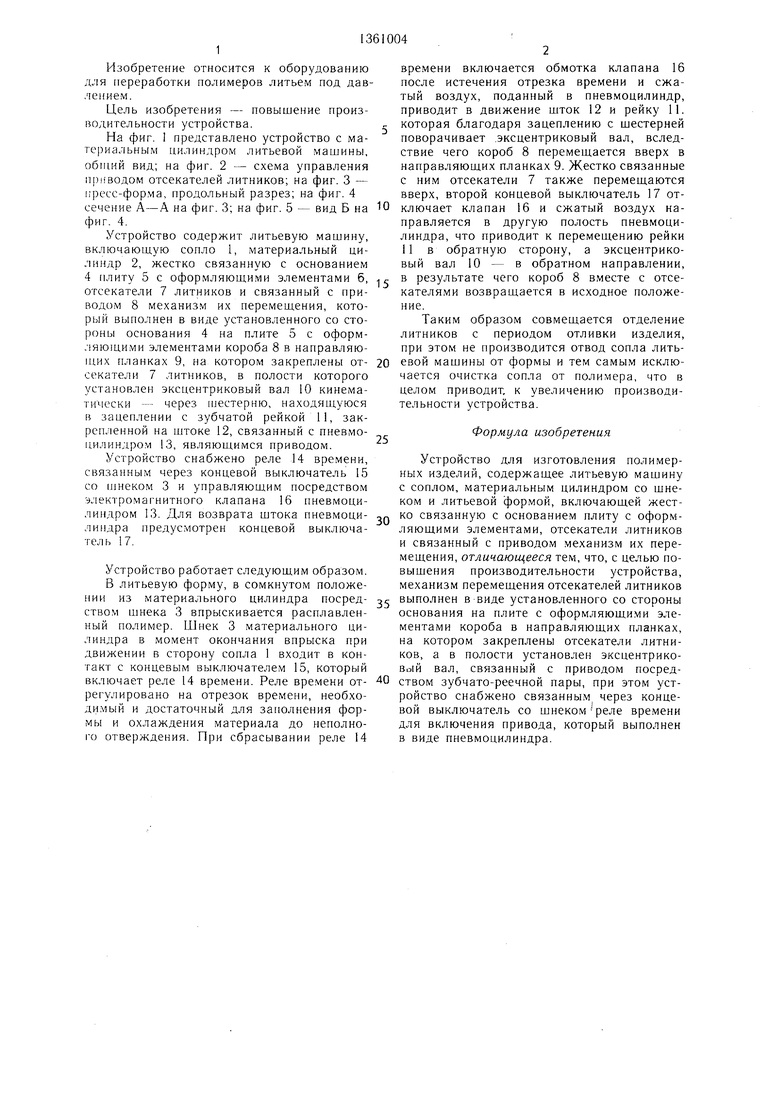
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полимерных изделий | 1988 |
|
SU1595660A1 |
| Пресс | 1982 |
|
SU1143605A1 |
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАМЕНЫ ШНЕКА И ОЧИСТКИ СМЕСИТЕЛЬНОЙ КАМЕРЫ ЛИТЬЕВОГО АГРЕГАТА | 2006 |
|
RU2339513C2 |
| Установка для литья керамических изделий | 1979 |
|
SU850382A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая машина для переработки полимеров | 1981 |
|
SU1030186A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
Изобретение относится к устройствам для изготовления полимерных изделий литьем под давлением. Цель изобретения - повышение производительности устройства. Для этого механизм перемещения отсека- телей 7 литников выполнен в виде установленного со стороны основания 4 на плите 5 с оформляющими элементами короба 8, на котором закреплены отсекатели, при этом в полости короба установлен эксцентриковый вал 10, кинематически связанный с приводом - пневмоцилиндром. Устройство снабжено реле времени, связанным через концевой выключатель со шнеком литьевой машины, и управляющим посредством электромагнитного клапана пневмоцилиндром. В момент окончания впрыска полимера шнек посредством концевого выключателя приводит в действие реле времени, которое до отверждения полимера с помощью электромагнитного клапана подает сжатый воздух в пневмоцилиндр, в результате чего пр и- водится во вращение эксцентриковый вал 10, который перемещает короб 8 с отсекате- лями. При подаче сжатого воздуха в другую полость пневмоцилиндра короб 8 возвращается в исходное положение. Таким образом производится отделение литников в период отливки изделия без последующего отвода сопла, что сокращает продолжительность изготовления изделия. 5 ил. $ СЛ со О5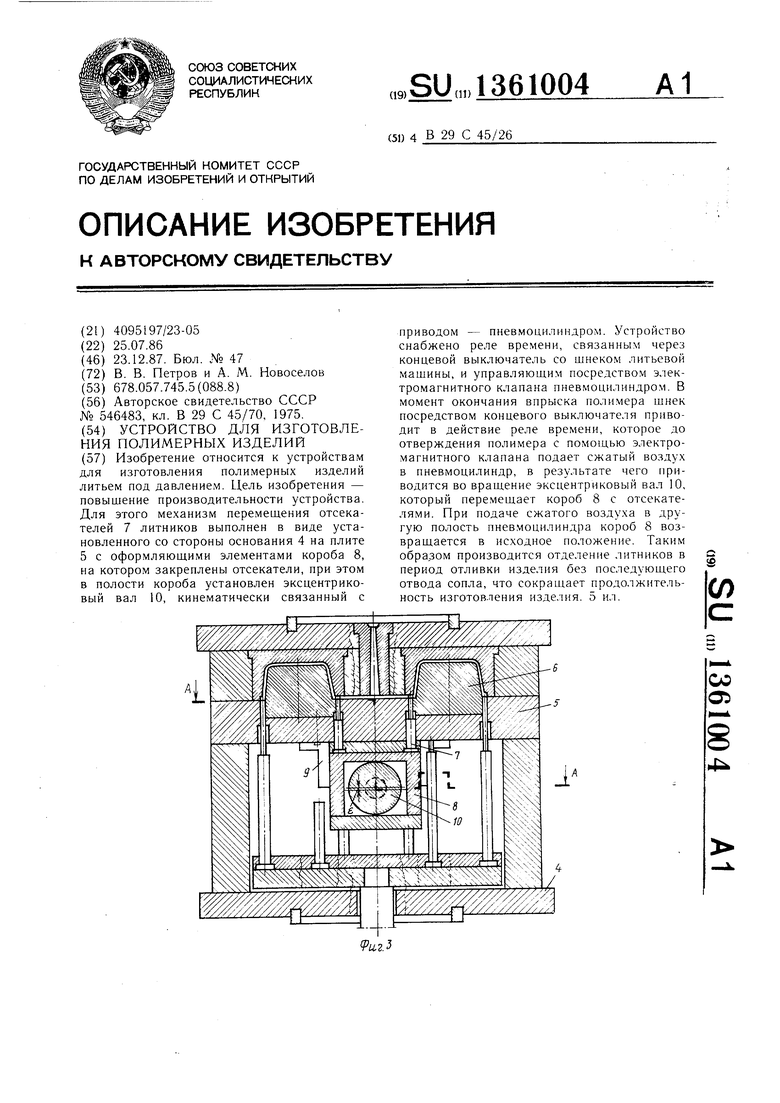
Вид Б
I
П
Фиг. 5
| Устройство для литья | 1975 |
|
SU546483A1 |
| Солесос | 1922 |
|
SU29A1 |
