| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Способ раскатки профильных колец | 1977 |
|
SU795669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| Стан для раскатки колец | 1986 |
|
SU1393515A1 |
| Способ изготовления кольцевых деталей | 1990 |
|
SU1722673A1 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| Способ раскатки профильных колец | 1980 |
|
SU956111A2 |
| Устройство для раскатки профильных кольцевых заготовок | 1986 |
|
SU1428517A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ | 2020 |
|
RU2735435C1 |
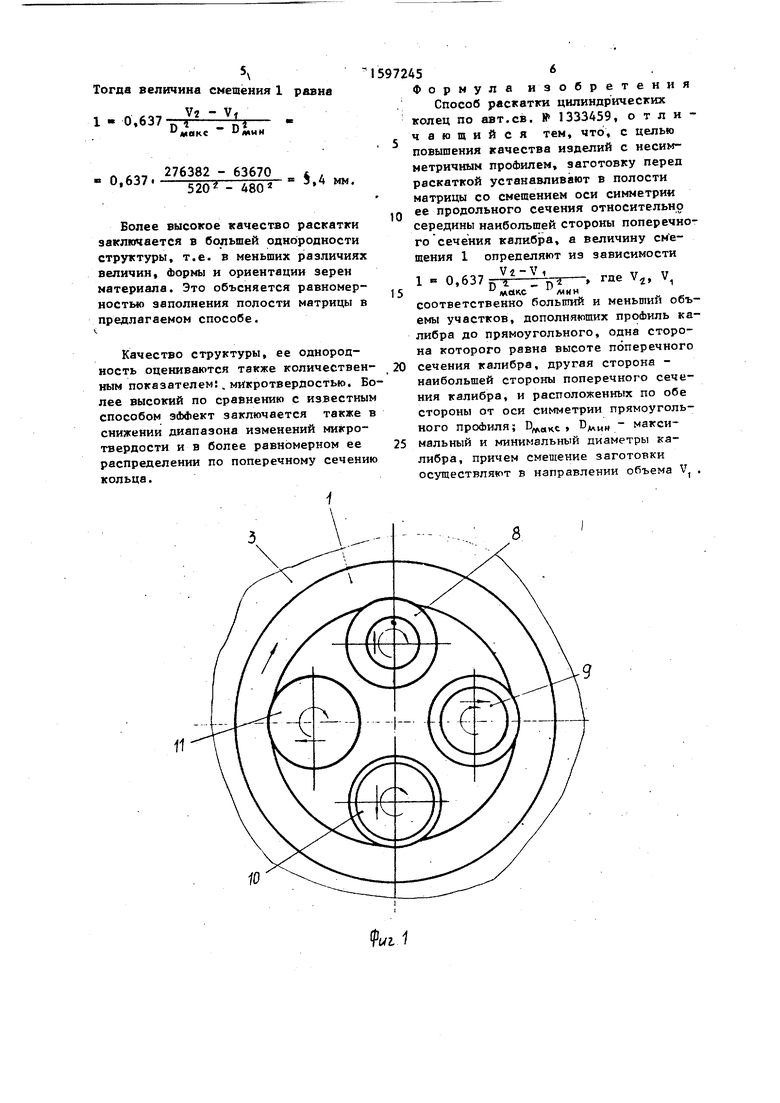
Изобретение относится к обработке металлов давлением, в частности, к технологии закрытой раскатки цилиндрических колец. Цель изобретения - повышение качества изделий с несимметричным профилем. Заготовку 1 устанавливают в полости матрицы 3 так, что ось симметрии профиля заготовки смещена относительно середины наибольшей стороны поперечного сечения калибра. Величину смещения определяют из зависимости L=0,637.V2-V1/Dмакс-Dммин, где V2, V1 - объемы участков, дополняющих профиль калибра до прямоугольного, одна сторона которого равна высоте поперечного сечения калибра, другая сторона - наибольшей стороне поперечного сечения калибра, и расположенных по обе стороны от оси симметрии прямоугольного профиля
Dмин, Dмакс -манимальный и максимальный диаметры полости матрицы. Матрице 3 сообщают вращение. Раскатку осуществляют клиновыми 8-10 и цилиндрическим 11 роликами, равномерно расположенными по диаметру кольца. Способ позволяет получать качественные кольца с несимметричным профилем путем обеспечения равномерности заполнения полости матрицы. 2 ил.
| Способ раскатки цилиндрических колец | 1986 |
|
SU1333459A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
