Изобретение относится к сварке пластмасс и может найти прменение при контактно-тепловой сварке прессованием.
Целью изобретения является повышение качества сварки .
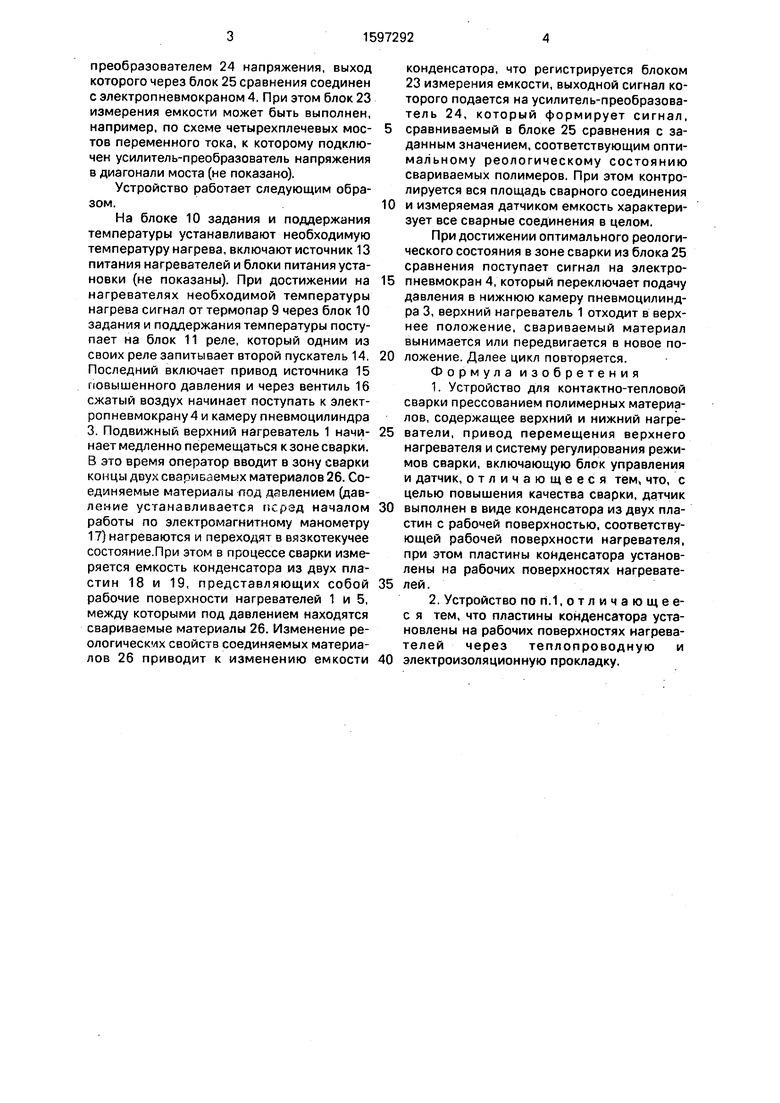
На чертеже изображена общая схема устройства.
Устройство для контактно-тепловой сварки прессованием полимерных материалов содержит верхний нагреватель 1, установленный на штангах 2 с возможностью перемещения посредством привода, в частности пневмоцилиндра 3, управляемого электропневмокраном 4, и нижний нагреватель 5. Система регулирования режимов Сварки включает блок 6 управления и датчик 1. Все устройство смонтировано на жесткой раме 8. В нагревателях 1 и 5 расположены термодатчики (термопары) 9, подключенные через блок 10 задания и поддержания температуры и блок 11 реле, первый пускатель 12 с источником 13 питания нагревателей и через второй пускатель 14 с источником 15 повышенного давления, подключенным через вентиль 16 к электропневмокрану 4. Устройство также содержит электромагнитный манометр 17.
Датчик 7 выполнен в виде конденсатора из двух пластин 18 и 19 с рабочей поверхностью, соответствующей рабочей поверхности нагревателя. Пластины 18 и 19 крнденсатора установлены на рабочей поверхности нагревателей 1 и 5 через теплопроводные и электроизоляционные прокладки 20 и 21 и представляют собой рабочие поверхности нагревателей. Одна из пластин, в частности пластина 18, электрически связана с генератором 22 напряжения, а вторая пластина 19 через блок 23 измерения емкости соединена с усилителемсл ю vi
45 О О
преобразователем 24 напряжения, выход которого через блок 25 сравнения соединен с электропневмокраном 4. При этом блок 23 измерения емкости может быть выполнен, например, по схеме четырехплечевых мое- тов переменного тока, к которому подключен усилитель-преобразователь напряжения в диагонали моста (не показано).
Устройство работает следующим образом.
На блоке 10 задания и поддержания температуры устанавливают необходимую температуру нагрева, включают источник 13 питания нагревателей и блоки питания установки (не показаны). При достижении на нагревателях необходимой температуры нагрева сигнал от термопар 9 через блок 10 задания и поддержания температуры поступает на блок 11 реле, который одним из своих реле запитывает второй пускатель 14. Последний включает привод источника 15 повышенного давления и через вентиль 16 сжатый воздух начинает поступать к элект- ропневмокрану 4 и камеру пневмоцилиндра 3. Подвижный верхний нагреватель 1 начй- нает медленно перемещаться к зоне сварки. В это время оператор вводит в зону сварки концы двух свариваемых материалов 26. Соединяемые материалы под давлением (давление устанавливается псрэд началом работы по электромагнитному манометру 17) нагреваются и переходят в вязкотекучее состояние.При этом в процессе сварки измеряется емкость конденсатора из двух пластин 18 и 19, представляющих собой рабочие поверхности нагревателей 1 и 5, между которыми под давлением находятся свариваемые материалы 26. Изменение реологических свойств соединяемых материалов 26 приводит к изменению емкости
конденсатора, что регистрируется блоком 23 измерения емкости, выходной сигнал которого подается на усилитель-преобразователь 24, который формирует сигнал, сравниваемый в блоке 25 сравнения с заданным значением, соответствующим оптимальному реологическому состоянию свариваемых полимеров. При этом контролируется вся площадь сварного соединения и измеряемая датчиком емкость характеризует все сварные соединения в целом.
При достижении оптимального реологического состояния в зоне сварки из блока 25 сравнения поступает сигнал на электро- пневмокран 4, который переключает подачу давления в нижнюю камеру пневмоцилиндра 3, верхний нагреватель 1 отходит в верхнее положение, свариваемый материал вынимается или передвигается в новое положение. Далее цикл повторяется.
Формула изобретения
1.Устройство для контактно-тепловой сварки прессованием полимерных материалов, содержащее верхний и нижний нагреватели, привод перемещения верхнего нагревателя и систему регулирования режимов сварки, включающую блок управления и датчик, отличающееся тем, что, с целью повышения качества сварки, датчик выполнен в виде конденсатора из двух пластин с рабочей поверхностью, соответствующей рабочей поверхности нагревателя, при этом пластины конденсатора установлены на рабочих поверхностях нагревателей.
2.Устройство поп.1,отличающее- с я тем, что пластины конденсатора установлены на рабочих поверхностях нагревателей через теплопроводную и электроизоляционную прокладку.
16 15
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактно-тепловой сварки полимерных материалов | 1983 |
|
SU1147589A1 |
| Устройство для сварки изделий из полимерных материалов | 1983 |
|
SU1141005A1 |
| Устройство для термоимпульсной сварки полимерных материалов | 1979 |
|
SU859176A1 |
| Устройство для сварки полимерных материалов | 1988 |
|
SU1622152A1 |
| СИСТЕМА УТИЛИЗАЦИИ МЕДИЦИНСКИХ ОТХОДОВ | 2015 |
|
RU2603197C2 |
| Устройство для контактной сварки термопластичных материалов | 1977 |
|
SU713691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| Устройство для микроинъекции жидкости | 1983 |
|
SU1136810A1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1505652A1 |

Изобретение относится к области сварки пластмасс и может найти применение при контактно-тепловой сварке прессованием. Цель - повышение качества сварки. Для этого в устройстве для контактно-тепловой сварки прессованием полимерных материалов датчик выполнен в виде конденсатора из двух пластин с рабочей поверхностью, соответствующей рабочей поверхности нагревателя. Пластины конденсатора установлены на рабочих поверхностях нагревателей через теплопроводную и электроизоляционную прокладку. 1 з.п. ф-лы, 1 ил.
| Устройство для контактной сварки термопластичных материалов | 1982 |
|
SU1063614A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для контактно-тепловой сварки полимерных материалов | 1983 |
|
SU1147589A1 |
| Солесос | 1922 |
|
SU29A1 |
