На исполнительные мехоииз/1ы Фиг. 7
ками возбуяодения генераторов 12 и 13, Датчики температур ДТ 14 и 15 измеряют температуру нагрева каждой заготовки по ее излучениЮо По достиже- НИИ заготовкой 26+1150 5 С сигнад от ДТ 14 поступает в элемент 23 сравнения,, Срабатывает одна из систем .измерения и регулирования температуры заготовки 26 по логической цепочке
ДТ 14 сумматор 19 усилитель 24 - .компаратор 21 е По достижении заготов кой 27 температуры П50±5°С сигнал от ДТ 15-поступает в элемент сравнения 23в Срабатывает вторая система изме-
рения и регулирования температуры заготовки 27 по логической цепочке ДТ 15 - сумматор 20 - усилитель 25 - компарйтор 22о На выходе элемента 23 сравнения появляется сигнал, по которому заготовки 26 и 27 подают в штамп и прокатываготе В результате . прокатки двух заготовок одновременно по достижении на каждой заготовке необходимой ковочной температуры независимо от толщины заготовки повьш1ает- ся -производительность и точность получаемых размеров на изделии, 2 3 о По ф-лы, 7 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа лап культиваторов | 1986 |
|
SU1428514A1 |
| Способ изготовления лап культиваторов | 1990 |
|
SU1734912A1 |
| Стан для раскатки лезвий стрельчатых лап культиватора | 1981 |
|
SU1084101A1 |
| Способ изготовления лап культиваторов | 1985 |
|
SU1296272A1 |
| Способ изготовления лап культиваторов | 1991 |
|
SU1819725A1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| Способ термической обработки наплавленных лап культиватора | 1988 |
|
SU1661225A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Линия для изготовления лап культиваторов | 1985 |
|
SU1430161A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в производстве специальных изделий при горячей прокатке лезвий стрельчатых лап культиваторов. Целью изобретения является повышение качества изделия путем получения одинаковой ковочной температуры изделий с различной толщиной и повышение производительности. Две заготовки (З) 26 и 27 подают в индукторы 10 и 11. Производят нагрев заготовок 26 и 27, используя регуляторы 17 и 18 с обмотками возбуждения генераторов 12 и 13. Датчики температур (ДТ) 14 и 15 измеряют температуру нагрева каждой заготовки по ее излучению. По достижении заготовкой 1150±5°С сигнал от ДТ 14 поступает в элемент сравнения 23. Срабатывает одна из систем измерения и регулирования температуры заготовки 26 по логической цепочке ДТ 14 - сумматор 19 - усилитель 24 - компаратор 21. По достижении заготовкой 27 температуры 1150±5°С сигнал от ДТ 15 поступает в элемент сравнения 23. Срабатывает вторая система измерения и регулирования температуры заготовки 27 по логической цепочке ДТ 15 - сумматор 20 - усилитель 25 - компаратор 22. На выходе элемента сравнения 23 появляется сигнал, по которому заготовки 26 и 27 подают в штамп и прокатывают. В результате прокатки двух заготовок одновременно по достижении на каждой заготовке необходимой ковочной температуры независимо от толщины заготовки повышается производительность и точность получаемых размеров на изделии. 2 з.п. ф-лы, 7 ил.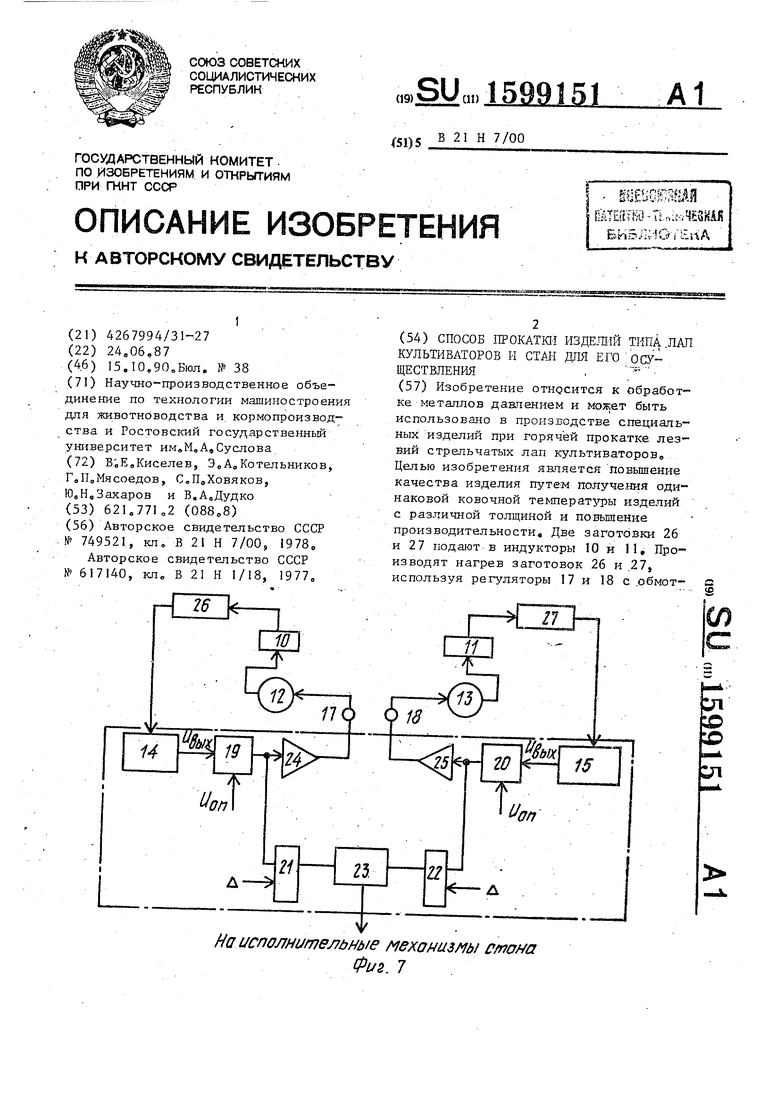
Изобретение относится к обработке металлов давлением и может быть
использовано в производстве специальных изделий при горячей прокат- ке лезвий стрельчатых лап культиваторов
Целью изобретения является.повышение качества изделий путем получения одинаковой ковочной темпера- туры на изделиях с различной толщиной и повышения производительности.
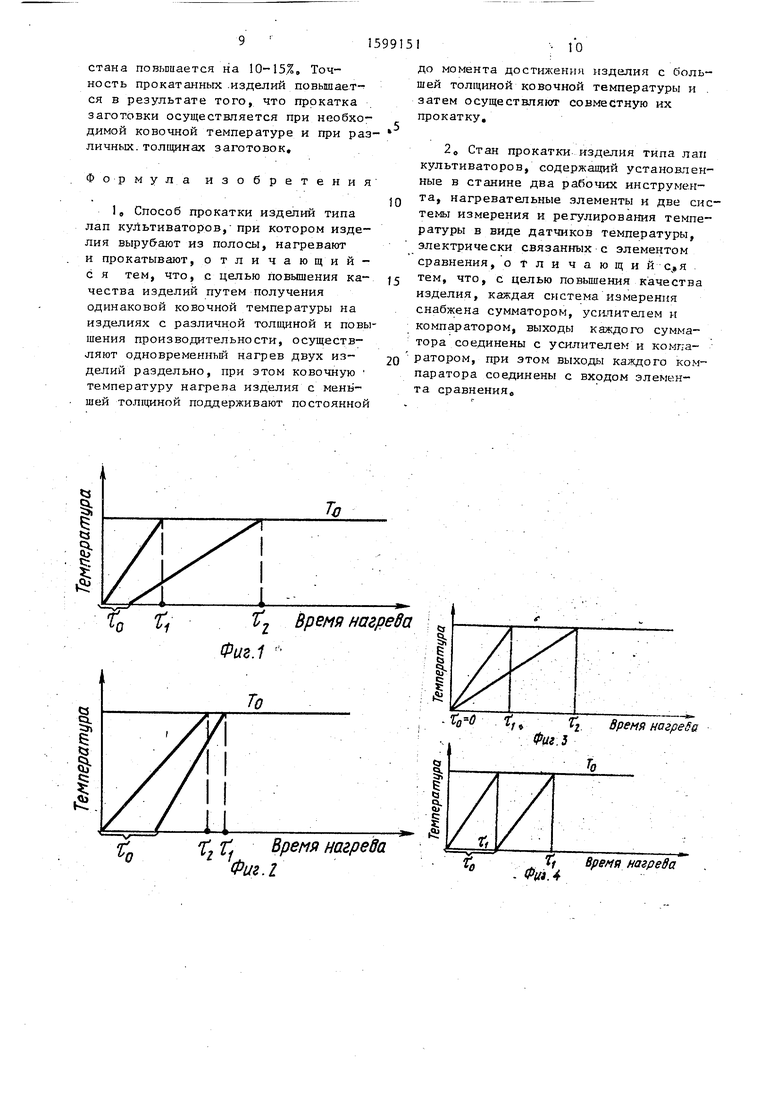
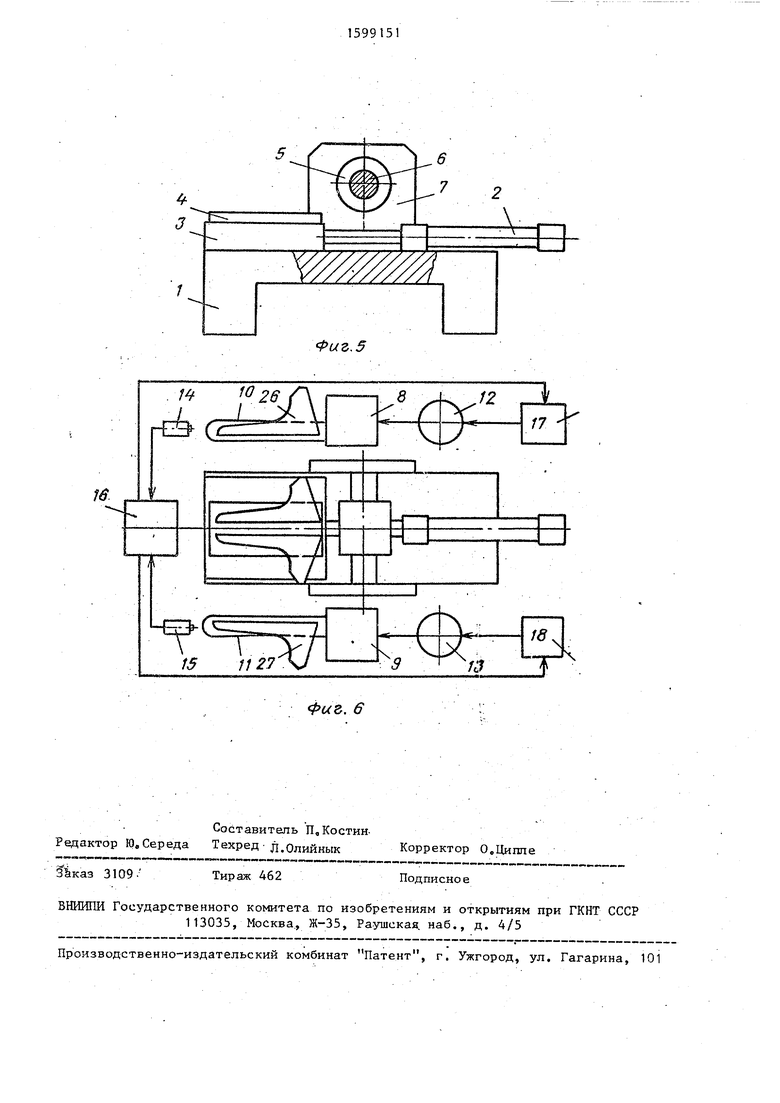
На фиГо1 представлен график схематической зависимости времени нагрева заготовок различной массы при достижении ими одной и той же температуры конца нагрева Т (вариант, когда первой начинает нагреваться заготовка с меньшей массой); на фиг.2 то же, вариант, когда пер- вой начинает нагреваться з.аготов - ка с большей мас.сой; на фиГоЗ - то -же, когда время рассогласования начала нагрева 1}о О, Тоев заготовки JC. различной массой начинают нагре- .ваться одновременно; на фиГв4 - вариант, когда массы нагреваемых .заготовок одинаковы, а имеет место рассогласование времени начала нагрева; на фиГвЗ - стан для осуществле НИН предлагаемого способа; на фиГаб то же, вид сверху; на фиг57 - электрическая схема систем изменения и регулирования температуры нагрева заготовок под прокатку о
Способ осуществляют следугацим образом.
Первый варианта Заготовка с меншей массой первой попадает в индук 5
5
д
.г o г
торе Ее время нагрева до температуры Т, составляет 1} Через .время С , равное 0,5-1,5 с, в индуктор второго поста ТВЧ попадает заготовка с большей массой. Ее время нагрева до температуры TO составляет С, Температура Тд конца нагрева первой заготовки поддерживается постоянной до момента, когда другая заготовка достигнет заданной температуры Т, нагревав Время цикла: 1 + I.
Второй вариант о Заготовка с боль массой первой попадает в индуктор,, Ее время нагрева до температуры Т составляет Через вре.мя L(, , равное 0,5-1,5 с, в индуктор второго поста ТВЧ попадает, заготовка с мень шей массой Ее время нагрева до температуры Тр -составляет t,, Температура Т конца нагрева первой заготовки поддерживается постояьшой до момента, когда другая заготовка достигнет заданной температуры Т нагрева. Время цикла: Ид + С,
Третий вариант Заготовки с различной массой начинают нагреваться до температуры Т одновременноj т,е, Ое Время нагрева заготовки с
меньшей массой составляет
а .
время нагрева заготовки с бол.ьшей массой составляет ь-г, Время ци1ша: ьд+L
Четвертый вариант,, На позицию нагрева поступают две заготовки с одинаковой массой, Р.ремя нагрева первой -заготовки С| о Через время LO (т.е с рассогласованием времени начала нагрева ) поступает в индуктор второ5.1
го поста ТВЧ заготовка с аналогично массой, Ке время нагрева до температуры TO составляет 1 . Время цила: г,..
Среднее время нагрева при анализ четырех возможных вариантов нагрева равно 0,75 + 0,5(, -:-С), а у прототипй оно равно + С (т,е, по заготовке с большей массой)о Сопост ляя время нагрева по предлагаемому способу со временем нагрева у прототипа, видно, что О, 73 f(, + .0,5 (1,+
C)V2. .
Таким o6pa3OMj из рассмотренных вариантов нагрева двух заготовок одновременно обеспечивается стабилизация температуры двух заготовок независимо от колебания их масс и времен начапа их нагрева относительно одна другой, что приводит к повьппению размерной точности деталей.после их прокатки за счет стабилизации температурного режима обработкив Кроме того., стабилизация температуры и
синхронизация цикла нагрева заготово обеспечивают увеличение производителности способа за счет уменьшения суммарного времени нагрева двух заготовок..
Стан для прокатки лап культиваторов содержит станину 1, на которой смонтирована с возможностью перемещения от гидроцилиндра 2 ппита 3, на которой установлен прокатный штамп 4, перемещающийся пой прокатным валком 5, смонтированном на валу 6, который закреплен в стойках 7 станины 1, две нагревательные устаноки, содержащие трансформаторы 8 и 9 с индукторами 10 и 11, соединенными С обмотками возбуждения генераторов 12 и 13, два датчика температруы, которые выполнены в виде пирометров 14 и 15, электрически соединены с
остальной системой 16 измерения и регулирования температуры, регуляторы 17 и 18 с обмотками возбуждения- генераторов, механизмы подачи и уд аления заготовок (на фиг,5 и 6 не показано). Система 16 измерения и регулирования температуры состоит мз сумматоров 19 и 20,, компараторов 21 и 22, элемента 23 сравнения, усилителей 24 и 25, ,
Сумматоры 19 и 20 представляют собой функциональные элементы, выходной сигнал которых равен сумме входных сигналов (имеется в виду
аналогичны сумматор). Компараторы ,21 и 22 системы б выполняют функцию сравнения двух входных сигнапов
и
1, если а b I О, если а Ь
п
5
С 5
Элемент 23 сравнения (или пороговая схема) - логический элемент, выполняющий функцию И (логическое совпадение) о Усилители 24 и 25 - кющные .усилители напряжения (коэффициент - усиления ), служащие для усиления напряжения сумматоров 19 и 20 и питагацие обмоткл возб -лщения высокочастотных генераторов 12 и 13 через регуляторы 17 и 18„
Стан для прокатки лап культиваторов работает следу ацим образом.
Заготовки 26 и 27 подают в индукторы 10 и II и нагревают ТВЧ, Датчики 14 и 15 температуры измеряют температуру нагрева заготовок 26 и 27 по излучению, В начале нагрева заготовок 26 и 27 в индукторах 10 и 11 выходное напряжение 11,датчиков 14 и 15 тe mepaтypы мало, попадает на сумматоры 19 и 20, где оно складывается с опорным напряжением U противоположного знака (Uo соответствует пороговой температуре, равной температуре конца нагрева 1 100- 1200 С)о В этом случае ь; входного напряжения усилителей 24 и 25 близка к , Таким образом, при больших входных напряжениях усили телей 24 и 25 мощность индукторов 10 и 11 максимальна,
В процессе нагревания заготовок 26 и 27 выходное напряжение датчиков 14 и 15 температуры увеличивается, напряжение на входе усилителей 24 и 25 стремится к малой величине, что соответствует концу нагрева заготовок 26 и 27 цо заданньй температурыв При этом срабатывают .компараторы 2 и 22, сигнализирующие, что заготовки 26 и 27 достигли заданной температуры с точностью 4, равной ±5°С (т,е„ входной сигнал усилителей 24 и 25 стал меньше ), Таким образом, при уменьшении напряжения на входе усилителей 24 и .25 мощность индукторов 10 и П начинает y.2ньшaтьcя до времени, когда заданная температура нагрева Т. 1100-П50°С сравнитJVI ,-
ся с измеряемой .Т„,(Тз .t Д),
71599151
Если заготовка 26 нагревается раньше заготовки 27 или наоборот ее темпрди те р де п
пература конца нагрева остается постоянной и соответствующий сиг-
нал поступает в элемент 23 срав- нениЯеПри этом первой срабатывает логическая цепочка датчик 14 температуры сумматор -19 - усилитель 24 - компаратор 2 заготовки 26, нагреваю- щейся первой. При достижении заготовкой 27 заданной температуры нагрева после срабатывания компаратора 22 на выходе элемента 23 сравнения появится сигнал-, соответствующий тому, что обе заготовки 26 и 27 достигли заданной температуры нагрева ;;; . ПОО- 1 50 С±5 С, По этому сигналу заготовки 26 и 27 с помощью механизмов подает (на фиГо5 7 не показано) по- даот в штсшп 4о Гидроцилиндром 2 плиту 3 со штампом 4 и заготовками 26 и 27 перемеш,а1от по станине 1 .под про- KaTiibiM валком 5о Производится .прокатка заготовок 26 и 27 в штампе 4 с помощью прокатного валка 5 Прокатанные заготовки 26,и 27 удаляют со 4 в
Пример, Прокатке подвергают заготов1ш односторонних лап ЛС-1,7 (левая) и С--1,7 (правая) из стали бЗГ;, масса которых колеблется в соответствии с допусками по толщине на листовую горячекатанную сталь в пределах 0,83-0,94 кг. Толщина нагре- заготовок-имеет определенные отклонения по ГОСТу и колеблется в пределах от +Й до -10% для листа 5 м и от +3 до -8% для листа 10 мм, что составляет О,.8-1,1 мм. Такое колебание толщины листа, вызывая изменение температуры нагрева в пределах ±100- , приводит к колебанию распор- ных усилий и упругах деформаций станны прокатного станка,что, вызывая колебание объема зоны деформации в пределах 15-20%, приводит в конце коцов к колебаниям толщины прокатываемого лезвия лапы культиватора, выходящим за пределы допуска, так как допуск на толщину лезвия составляет
.tOjl- ммо Фактически в зависимости от колебания указанных факторов он равен :fO,5 - 0,1 мм, что является причиной брака, К тому же, колебание распорных усилий приводит к повьпаен- ному износу инструмента и расходу электроэнергии.
8
0
5
f ратуру начала ковки для (), что приводит к
(
При колебании массы заготовок в , предапах 0,83-0,94 кг время, необходимое на нагрев данных заготовок до температуры 1 150 С, соста.вляет 8,5- 10,0 Со При этом колебание температуры конца нагрева находится в пре- делах i150-1350 с. Верхний предел температуры нагрева превьшшет темпестааи 65Г обезуглероживанию металла зоны прокатки. Это обстоятельство, ухудшая механические характеристики металла прокатываемой заготовки и точность е е геометри- честдах параметров, приводит к неисправимому бракуо
Прокат1су осуществляют следугацим образом. Две заготовки 26 и 27 с массой 0,83 и 0,94 кг соответственно подают в индукторы 10 и 11 (фиго5 - 7), где осуществляют их нагрево Пирометры управления измеряют температуру нагрева каждой из заготовок 26 И 27 по.их излучению. При достижении заготовкой 26 с массой 0,83 кг температуры Т, 1150 (время ее нагрева 8,5 с) сигнал от датчика 14. температуры поступает в элемент 23 сравнения,, При этом первой срабатывает логическая цепочка дат -шк 14 температуры - сумматор 19 - усилитель 24 - компаратор 21 заготовки 26, температуру конца нагрева Т, поддерживают постоянной фиГо1 „ При достижении заготовкой 27 с массой
0,94 кг температуры конца нагрева о,
45
Тр 1 15015 0 (время ее нагрева 10 с} после срабатывания компаратора 22 на 0 выходе элемента 23 сравнения появится сигнал, по которому заготовки 26 и 27 с помощью механизмов подачи (на фиГр5 - 7 не показано) подают в 1итамп 4 и производят прокатку лезвий на заготовках 26 и 27 со скоростью . его перемещения 570 мм/с. Прокатанные заготовки 26 и 27 удаляют со штампа 4, производят обрезку облоя и контроль толщины лезвия.
Проведенный контроль прокатанных изделий показал идентичность нрока- лезвий по толщине (допуск на ТОЛ1ЦИНУ ±0,2 мм согласно тpeбoвaния :) и отсутствие снижения механических 55 характеристик вследствие обезуглероживания,
За счет одновременной прокатки двух заг отовок производительность
50
стана повьвиается на 10-15%, Точность прокатанных .изделий повышает- ся в результате того, что прокатка заготовки осуществляется при необходимой ковочной температуре и при раз- личных, толщинах заготовок.
Формула изобретения
1 Способ прокатки изделий типа лап культиваторов,- при котором изделия вырубают из полосы, нагревают и прокатывают, отличающий- с я тем, что, с целью повышения качества изделий путем получения одинаковой ковочной температуры на изделиях с различной толщиной и повышения производительности, осуществляют одновременньй нагрев двух изделий раздельно, при зтом ковочную температуру нагреиа изделия с менв- шей ТОЛ1ЦИНОЙ поддерживают постоянной
7Ь
LO
rr
Z
Время нагрева
Фиг.1 То
U
.9
7 г Время нагрева Фиг.1
до момента достижения изделия с большей толщиной ковочной температур 1 и затем осуществляют совместную их прокатку.
2о Стан прокатки изделия типа лап культиваторов, содержащий установленные в станине два рабочих инструмента, нагревательные злементы и две системы измерения и регулирования температуры в виде датчиков температуры, электрически связанных с элементом сравнения, о тли чающий с,я
тем, что, с целью повышения качества изделия, каждая система измерения снабжена сумматором, ус;1лителем и компаратором, выходы каждого сумматора соединены с усилителем и компаратором, при этом выходы каждого компаратора соединены с входом элемента сравнения
Время нагребо
йп
Фиг. 5
ff Время нагрева Фtf.4
5 /
Фиг.5
фиг, 6
Составитель П, Костин- Редактор Ю. Середа Техред д.олийнык Корректор О.Ципле
Тираж 462
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва., Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписно е
| Способ изготовления изделий типа стрельчатых лап культиваторов | 1978 |
|
SU749521A1 |
