Изобретение относится к сварке, в частности к способам изготовления образца I для исследования механических свойств сварного соединения при отработке режимов сварки, и может найти применение в различных отраслях промьштенности.
Цель изобретения - повышение информационности и точности испытаний при исследований свойств трубчатых конструкций со спиральным швом.
На чертеже схематично;/ представлен образец для исследования механических свойств сварного соединения
Образец 1 диаметром D содержит для соединения с испытательным оборудованием части 2 и 3 и рабочую 4 часть. На рабочей 4 части выполняют сйарной шов 5 по винтовой линии шагом h с концевыми участками 6 и 7, которые выполняют контрольным швом 8 о В шве 5 последовательно чередуются переходные 9 и исследуемьй 10 швы Эти швы 9 и 10 разделены контрольным швом 8. Переходные швы обеспечивают плавный переход от исследуемого 10 шва к контрольному 8. Контрольные шв1Ы выполняют любым X технологическим вариантом на эталонном режиме бездефектного сварного шва. Протяженность швов исследуемых L, переходных L и контрольных L выбирают из соотношения
bf S1 ч. 7 -
bi
г 0.5,
г а протяженность в плане концевых
участков L g выбирают из соотношения D + h.
При испытаниях образца в части 2 и 3 устанавливают заглушки и в образец 1 подают давление. При испытании внутренним давлением образца первым разрушается сварной шор, обла дающий более низкими механическими характеристиками. Места разрушения завариваются вновь и образец испытывают до разрушения следующего шва и т.д, до последнего шва.
Выбранные соотношения обеспечивают оптимальные условия исследования механических свойств сварного, соединения и изготовления образца. При
И
за счет уменьшени-я протяженности переходного шва создается резкий переход от технологического варианта исследуемого шва к контрольному эталонному, в месте которого наиболее вероятно разрушение образца, что приводит к низкой достоверности получаемых характеристик сварного
соединения.
при 7- 0.5
за счет уве
личения протяженности переходного шва увеличивается протяженность зон, что приводит к увеличению металлоемкости образца или к уменьшению их количес-.тва, что снижает информативность испытаний ибо уменьшается количество исследуемь1х технологических вариантов сварных швов; концевые участки выполняют на расстоянии большем D + h от торцов образца, исключить влияние соединительных частей образца на результаты исследований.
Пример. Из стальной ленты 17Г1C шириной 2,5 м и толщиной 10 мм формируют спиральношовную трубу диаметром 1020 мм и автоматической сваркой выполняют сварное соединениес шагом 1 м и 3 дефектами формы шва. Концевые участки шва протяженностью по оси образца 2 м выполняют конт- ---, рольным швом при скорости движения электрода и технологической планки 1,5 м/Ср Далее последовательно чередуя, выполняют переходный шов первой зоны протяженностью по оси образца 0,5iM до исследуемого шва при повышении скорости на каждые 10 см на 0,06 м/с; 1 тип исследуемого технологического варианта шва протяженностью 1 м ,со скоростью 2,1 м/с, переходный шов протяженностью 0,5м после исследуемого - при понижении . скорости на каждые 10 см на 0,06м/с; контрольный шов протяженностью 0,3м; переходный шов второй зоны протяженностью 0,5 м до исследуемого шва При вращении одного из концов технологической плавки со скоростью 0,9 ; II тип исследуемого шва лротяженно- стью 1 м, при скорости движения по винтовой линии 1,5 м/с и смещенной планки на угол переходный шов к контрольному шву протяженностью 0,5 м при смегцении планки со скоростью 0,9 c-i ; контрольный шов протяженностью 0,3 м; переходный шов третьей зоны протяженностью 0,5 м до исследуемого шва при плавном снижении скорости на 0,06 м/с по винтовой линии на каждые 1(Г см и одновременном смещении технологической планки
513
параллельно внутренней поверхности со скоростью 2 мм/с; III тип исследуемого шва протяженностью 1 м при скорости движения по винтовой линии 0,95 м/с и положении технологической планки относительно первоначального на 2 мм переходный шов после исследуемого протяженностью 0,5 м при плавном возвращении к контрольному шву с перемещением планки в первоначальное положение со скоростью 2мм/с и повышением скорости на каждые 10 см на величину 0,06 м/с. При изготовлении образца с 3 исследуемыми зонами
длина его составит 11 м, что соответствует длине стандартного отрезка трубы, изготавливаемого на стандартном оборудовании.
К изготошгенному образцу приваривают днища-и его используют при ис пьгтаниях на малоцикловую прочность внутренним давлением.
Образец позволяет исследовать 4 технологических варианта сварных швов, одновременно (1 контрольный и З варианта). Для проведения исследований вместо четырех образцов используется один.
По сравнению с известными предлагаемый образец в 4 раза уменьшает время испытаний и -снижает с учетом стоимости изготовления образца в 3,4 раза стоимость испытаний.
5
706
Формула изобретения
Способ изготовления образца для исследования свойств сварных соединений, преимущественно механических свойств, при котором сварной шов по длине выполняют на различных режимах
0
5
0
5
0
сварки, о т
личающийся тем,
что, с целью повьш1ения информационности и точности испытаний при исследовании свойств трубчатых конструкций со спиральным швом, сварной шов выполняют в следующей последовательности: концевые участки длиной L ц(,„ выполняют на заданных эталонных,, режимах сварки, затем - переходный участок длиной L на переменном режиме, который изменяют от эталонного в начале до исследуемого в конце . участка, после этого, не прекращая сварки, выполняют исследуемый шов, затем опять, переходный до эталонного шва, после этого опять выполняют переходный шов до следующего исследуемого и так далее, причем протяжен-- ность каждого участка выбирают из следующих соотношений:
Ln
h; ,5;
0,5,
r
где D - диаметр образца;
h - шаг спирального шва; f - дпина эталонного шва; - Ь„ - длина исследуемого шва.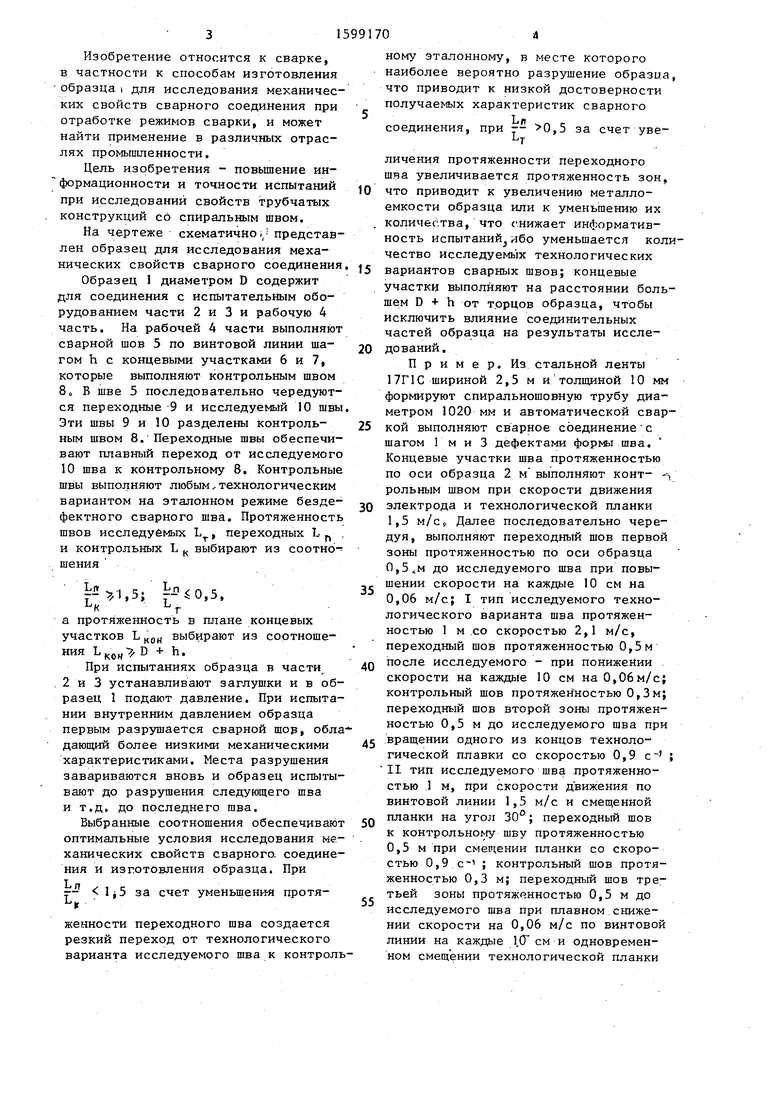
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для изучения поведения трещины в металле сварного соединения при многопроходной сварке | 1989 |
|
SU1611655A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ испытания металла шва на сопротивляемость образованию холодных трещин | 1989 |
|
SU1691020A1 |
| Сварной образец для механических испытаний | 1986 |
|
SU1348707A1 |
| СПОСОБ СВАРКИ ВНАХЛЕСТ, НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ НАХЛЕСТОЧНОГО СОЕДИНЕНИЯ И ДЕТАЛЬ АВТОМОБИЛЯ | 2015 |
|
RU2653742C2 |
| Способ испытания металла шва на склонность к образованию дефектов при сварке | 1982 |
|
SU1087290A1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Способ оценки стойкости металла сварного шва против образования холодных трещин | 1990 |
|
SU1767389A2 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1732250A1 |
| Способ подготовки образца из материала,склонного к образованию горячих трещин,к механическим испытаниям на вязкость разрушения | 1978 |
|
SU930044A1 |
Изобретение относится к сварке, в частности к способам изготовления образца для исследования механических свойств сварного соединения при отработке режимов сварки. Цель изобретения - повышение информационности и достоверности испытаний. Образец в виде отрезка трубы содержит для соединения с испытательным оборудованием части и рабочую часть с наплавленными исследуемыми швами. Сварной шов на рабочей части образца выполняют многозонным и по винтовой линии с чередованием в каждой зоне переходного исследуемого контрольного швов. Протяженность исследуемых Lт, переходных Lл швов и концевых участков Lкон выбрана из соотношений Lкон1=Lкон2≥D+H, где D - диаметр образца, Lт - длина витка винтовой линии, H - шаг винтовой линии. При испытании образца внутренним давлением первым разрушается сварной шов с более низкими показателями. Разрушенное соединение заваривают и испытания ведут до разрушения второго шва и т.д. Способ изготовления образца позволяет уменьшить время и снизить стоимость испытаний, так как при оценке механических свойств сварного соединения учитывается время до разрушения предыдущего шва, а испытания проводятся на меньшем количестве образцов. 1 ил.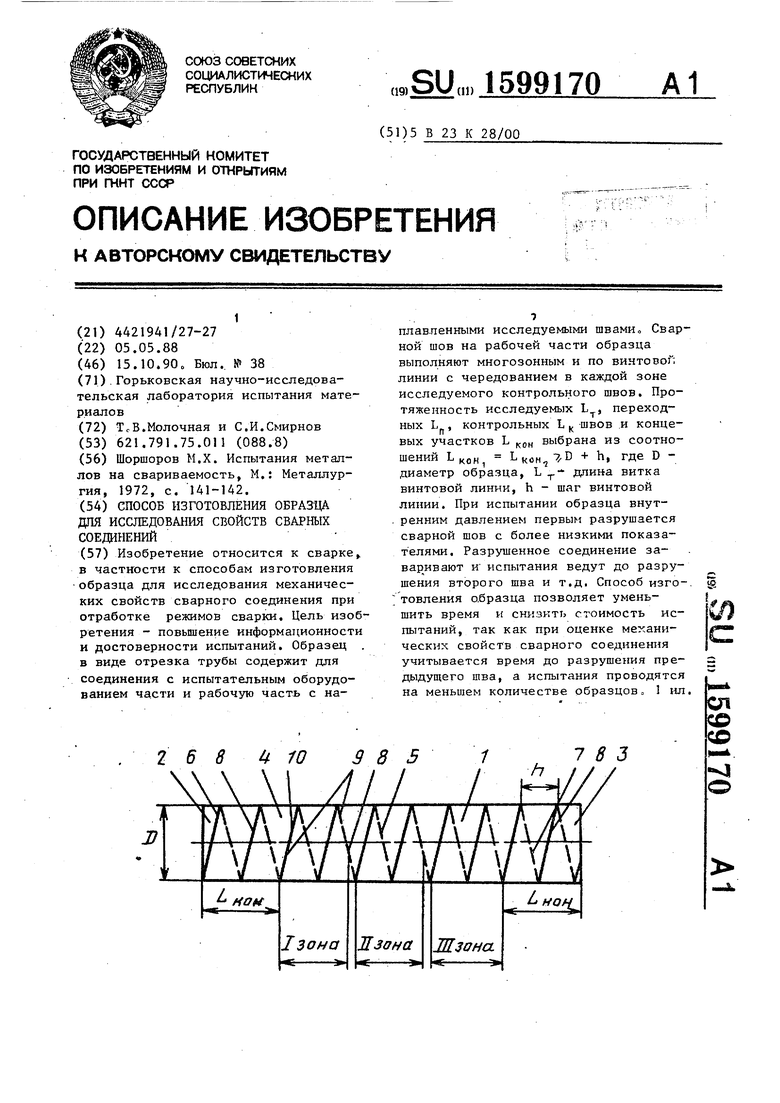
| Шоршоров М.Х | |||
| Испытания металлов на свариваемость, М.: Металлургия, 1972, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
