Группа изобретений относится к области металлургии, конкретно, к прокатному производству, и касается технологии охлаждения рабочих валков стана горячей прокатки полосы и устройства для ее осуществления.
Известен способ охлаждения рабочих валков стана горячей прокатки полосы, включающий подачу на поверхность бочки каждого валка струй жидкого охладителя, образующих параллельные оси валка потоки, управление расходом и контроль расхода охладителя в каждом потоке [1 с.193-197].
Известно также устройство для охлаждения рабочих валков стана горячей прокатки полосы, содержащее на каждом валке, по меньшей мере, одну группу установленных параллельно оси валка коллекторов с форсунками, клапаны и расходомеры для управления расходом и контроля расхода охладителя, подаваемого через каждый коллектор [1 с.206-210].
Данный способ и данное устройство наиболее близки к изобретениям группы по совокупности признаков и могут быть приняты за ближайшие аналоги.
Известный способ не предусматривает выбора таких режимов охлаждения рабочих валков стана, которые создавали бы наиболее эффективный теплообмен между рабочим валком и охлаждающей жидкостью по всей длине бочки валка, с учетом реального профиля активной образующей валка, представляющего собой суперпозицию (геометрическую сумму) кривых теплового профиля, исходного профиля валка и его упругой деформации. В результате, как свидетельствуют данные исследований [2], реальный тепловой профиль бочки валка зачастую несимметричен по отношению к середине бочки, что приводит к неравномерному, асимметричному износу бочки валка и дополнительно искажает поперечный профиль полосы, приводит к ее клиновидности.
Чтобы устранить несимметричность относительно середины бочки валка ее теплового профиля, необходимо обеспечить гибкое и плавное, адекватно реагирующее на возникающую несимметричность теплового профиля валка, регулирование распределения расхода охладителя по длине бочки валка. Существующие системы охлаждения валков широкополосных станов горячей прокатки (ШПСГП) реализуют только симметричное распределение расхода охладителя по отношению к середине бочки валка. Применить для валков ШПСГП раздельное индивидуальное регулирование расхода охладителя в каждой форсунке, как это практикуется на станах холодной прокатки, невозможно, так как рабочие валки ШПСГП - чугунные, и при резких перепадах интенсивности охлаждения по длине бочки в них возникают трещины из-за температурных напряжений.
Что касается известного устройства, то оно, соответственно, будучи предназначено для реализации известного способа, также не обеспечивает возможности оптимального регулируемого режима охлаждения валка по длине его бочки, адекватно реагирующего на нарушения симметрии теплового профиля валка.
Задача изобретений - обеспечение возможности гибкого регулирования распределения расхода охладителя по длине бочки, компенсирующего возможную несимметричность теплового профиля валка, и при этом обеспечение более плавного теплообмена рабочего валка с охладителем по всей длине бочки, исключение резких скачков температуры на поверхности валка по длине его бочки.
Указанная задача, в части способа, решается тем, что в способе охлаждения рабочих валков стана горячей прокатки полосы, включающем подачу на поверхность бочки каждого валка струй жидкого охладителя, образующих группу потоков, параллельных оси валка, управление расходом и контроль расхода охладителя в каждом потоке, согласно изобретению, в одной части потоков расход охладителя распределяют симметрично относительно середины бочки валка, а в другой части потоков - асимметрично относительно середины бочки валка, плавно снижая в этих потоках расход охладителя по длине рабочего участка бочки от максимального до минимального, в некоторых асимметричных потоках - в направлении от левого до правого края рабочего участка бочки, в других - наоборот.
Кроме того, на поверхность бочки валка подают три потока охладителя в группе, из которых в одном расход охладителя распределяют симметрично относительно середины бочки валка, а в двух других - асимметрично относительно середины бочки валка, причем в одном из асимметричных потоков охладитель с максимальных расходом подают на левый край рабочего участка бочки, с минимальным - на правый край рабочего участка бочки, а в другом - наоборот, охладитель с максимальным расходом подают на правый край рабочего участка бочки, а с минимальным - на левый его край.
Кроме того, на поверхность бочки валка дополнительно подают, по меньшей мере, еще одну группу потоков охладителя, по составу потоков и характеру распределения расходов охладителя в них схожую с первой, т.е. в каждую из групп включают поток с симметричным распределением расхода охладителя относительно середины бочки валка и два потока с асимметричным распределением расхода охладителя относительно середины бочки валка.
Кроме того, в каждом потоке с симметричным распределением расхода охладителя, на центральную зону рабочего участка бочки валков подают охладитель с одинаковым расходом по всей длине этой зоны.
Кроме того, изменяют общий расход охладителя в каждом потоке независимо от расхода в других потоках или в группах потоков, сохраняя при этом характер распределения расхода охладителя по длине рабочего участка бочки валка в каждом потоке.
Кроме того, по меньшей мере, в одном из потоков с асимметричным распределением расхода охладителя, этот расход снижают до нуля.
Кроме того, в потоках с асимметричным расходом охладителя, на нерабочий концевой участок бочки валка, прилегающий к месту минимального расхода охладителя, подают охладитель с тем же минимальным расходом, одинаковым по длине этого участка, а на нерабочий концевой участок бочки валка, прилегающий к месту максимального расхода охладителя, подают охладитель с расходом, далее плавно снижающимся от максимального к минимальному.
В части устройства указанная задача решается тем, что в устройстве для охлаждения рабочих валков стана горячей прокатки полосы, содержащем на каждом валке, по меньшей мере, одну группу установленных параллельно оси валка коллекторов с форсунками, клапаны и расходомеры для управления расходом и контроля расхода охладителя, подаваемого через каждый коллектор, согласно изобретению, каждая группа выполнена из трех коллекторов с форсунками в каждом различной пропускной способности, при этом на одном из коллекторов форсунки, у которых пропускная способность совпадает, установлены симметрично относительно середины бочки валка и так, что группа форсунок с максимальной пропускной способностью установлена против центральной зоны рабочего участка бочки валка, имеющей ширину 0,8-0,9 от минимальной ширины полосы в прокатываемом сортаменте, а против каждой из двух прилегающих боковых зон рабочего участка бочки валка форсунки установлены с последовательным уменьшением их пропускной способности от центральной зоны к краям; а на двух других коллекторах группы установлены форсунки с пропускной способностью, плавно и монотонно изменяющейся от одного края рабочего участка бочки валка к другому, асимметрично относительно середины бочки, при этом форсунки с максимальной пропускной способностью в этих коллекторах установлены соответственно напротив разных краев рабочего участка бочки.
Кроме того, в коллекторах с асимметрично изменяющейся пропускной способностью форсунок напротив нерабочих концевых участков бочки валка установлены форсунки с одинаковой минимальной пропускной способностью на одном из этих участков, и с плавно снижающейся пропускной способностью от максимальной к минимальной на другом участке.
Сущность изобретений заключается в следующем. В процессе горячей прокатки полосы нередко возникает несимметричность по отношению к середине бочки одной из составляющих ее профиля - теплового профиля, а следовательно, несимметричность реального профиля активной образующей рабочего валка, что приводит к искажению поперечного профиля прокатываемой полосы. Для корректировки теплового профиля бочки, т.е. управления его формой, необходимо управлять распределением расхода охладителя по длине бочки валка в коллекторах. Изобретениями предусмотрено часть расхода охладителя распределять по длине рабочей части бочки по асимметричной схеме - при этом в одних коллекторах максимальный расход охладителя подавать на правый край рабочего участка бочки валка, в других - максимальный расход охладителя подавать на левый край рабочего участка бочки валка, и обеспечить при этом плавное снижение расхода охладителя в каждом коллекторе в направлении к противоположному краю бочки.
Для реализации подобного распределения расхода охладителя изобретениями предусмотрено упорядоченное расположение в каждом коллекторе системы охлаждения форсунок с разной пропускной способностью. При этом предусмотрена возможность регулирования расхода во всех форсунках каждого коллектора одновременно, путем изменения суммарного расхода охладителя, подаваемого в данный коллектор, причем регулирование расхода охладителя в каждом коллекторе осуществляется независимо от других коллекторов. Это позволяет плавно уменьшать или увеличивать расходы во всех форсунках, пропорционально их пропускным способностям, без резких изменений расхода в соседних форсунках, что устраняет местные перегревы и исключает возможность появления трещин на бочке валка. Получение необходимого распределения расходов охладителя по длине бочки валка достигается путем комбинирования расходов, подаваемых через разные коллекторы: с симметричным и с асимметричным распределением расхода охладителя.
Изобретение поясняется фиг.1, фиг.2.
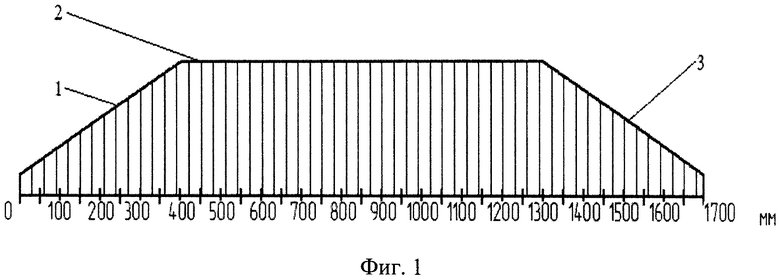
На фиг.1 показана эпюра распределения расхода охладителя в коллекторе с симметричным относительно середины валка распределением форсунок;
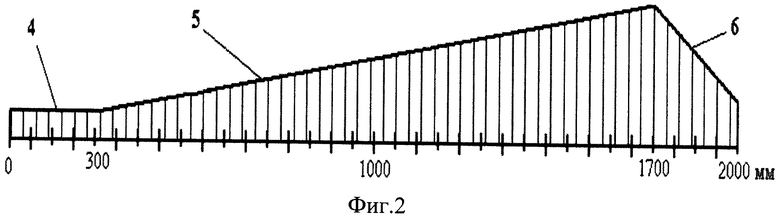
На фиг.2 показана эпюра распределения расхода охладителя в коллекторе с асимметричным относительно середины валка распределением форсунок, с установкой форсунок с максимальным расходом охладителя - справа.
На фиг.1, фиг.2 позициями обозначены распределения расхода охладителя:
фиг.1: 1 - по левой боковой зоне рабочего участка бочки валка,
2 - по центральной зоне рабочего участка бочки валка,
3 - по правой боковой зоне рабочего участка бочки валка;
фиг.2: 4 - по левой концевой нерабочей часть бочки валка,
5 - по рабочему участку бочки валка,
6 - по правой концевой нерабочей части бочки валка.
Ниже приводится конкретный пример реализации изобретений применительно к работе системы охлаждения рабочих валков чистовой клети листопрокатного стана 2000 горячей прокатки. Клеть оснащена тремя коллекторами для охлаждения валков, с форсунками различной пропускной способности, упорядочение размещенными на каждом коллекторе. На одном коллекторе форсунки размещены по своей пропускной способности симметрично относительно середины бочки валка, обеспечивая наибольший (5,21 м3/ч) равномерно распределенный расход охладителя на каждую форсунку в центральной зоне, ширина которой на валках равна 0,85 минимальной (1050 мм) ширины полосы прокатываемого на стане сортамента, и плавное уменьшение расхода до 0,2 от максимального на боковых зонах рабочего участка бочки по направлению к краям этого участка (фиг.1).
Два других коллектора имеют форсунки, установленные по пропускной способности асимметрично относительно середины бочки, в одном из этих двух коллекторов расход охладителя максимален на правом краю рабочего участка бочки валка (5,21 м3/ч), в другом - расход охладителя максимален на левом краю рабочего участка бочки валка, причем пропускная способность форсунок в каждом из них плавно снижается до 1,05 м3/ч по направлению к противоположному краю рабочего участка бочки. Напротив нерабочих концевых участков бочки, свободных от полосы, установлены несколько форсунок с одинаковым минимальным расходом 1,05 м3/ч на участке, прилегающем к тому краю рабочего участка, где расход охладителя минимален, и с расходом, плавно снижающимся от максимального к минимальному, на участке, прилегающем к тому краю рабочего участка, где расход охладителя максимален. Таким образом, на участках, свободных от полосы, распределение расхода охладителя также осуществляется асимметрично, как это показано на эпюре (фиг.2.)
В другом коллекторе с асимметричным распределением расхода охладителя форсунки по своей пропускной способности размещены зеркально относительно середины бочки валка по отношению к эпюре, показанной на фиг.2.
При появлении клиновидности у поперечного профиля полосы (вследствие нарушения симметрии теплового профиля бочки валка) индивидуально, независимо от других коллекторов увеличили общий расход охладителя на одном из асимметричных коллекторов (того же направления асимметрии, что возникла на полосе) до 1,35 исходного, и тем самым расход охладителя через каждую форсунку этого коллектора. Характер распределения расхода охладителя по длине бочки при таком регулировании сохранился, но изменилась форма суммарной эпюры распределения общего расхода охладителя, поступающего на бочку валка из всех трех коллекторов (как результат сложения эпюр распределения расхода во всех коллекторах). Увеличение расхода во всех форсунках указанного коллектора произошло пропорционально их пропускным способностям, без резких перепадов расхода между соседними форсунками, что исключило появление трещин на бочке валка.
Для того чтобы не увеличивать в целом интенсивности охлаждения бочки валка, сохранив суммарный расход, на коллекторе, где форсунки размещены симметрично, расход был уменьшен до 0,65 первоначального.
В результате этих мероприятий удалось минимизировать искажение поперечного профиля полосы до приемлемых по техническим условиям пределов.
В другом случае, когда появилась более значительная клиновидность полосы, второй асимметричный коллектор был вообще отключен, в результате чего также удалось исправить указанный дефект формы полосы.
Таким образом, опробование изобретений показало, что технический результат достигается полностью.
Источники информации
1. Технический прогресс систем охлаждения прокатных станов. Гарбер Э.А., Гончарский А.А., Шаравин М.П. - М.: Металлургия, 1991, с.193-197, 206-210.
2. Э.А. Гарбер, М.В. Хлопотин и др. Повышение эффективности охлаждения валков широкополосного стана горячей прокатки с использованием адаптивных математических моделей теплового баланса // Производство проката. 2009. №4. С.12-24.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения прокатных валков листовых станов | 1980 |
|
SU900894A1 |
| Способ охлаждения поверхности прокатного валка листового стана | 1980 |
|
SU995933A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2067901C1 |
| СПОСОБ ОПТИМИЗАЦИИ РЕЖИМА ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ЛИСТОВОГО СТАНА | 2000 |
|
RU2186642C2 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОКАТНЫХ ИЗДЕЛИЙ | 2021 |
|
RU2783290C2 |
| Устройство управления тепловым профилем валка прокатного стана | 1981 |
|
SU994068A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
Изобретение предназначено для корректировки теплового профиля бочки валков широкополосных станов горячей прокатки. Способ включает подачу на поверхность бочки каждого валка струй жидкого охладителя, образующих группу потоков, параллельных оси валка, управление расходом и контроль расхода охладителя в каждом потоке. Оперативность и плавность корректировки профиля активной образующей бочки валка и, как следствие, профиля полосы обеспечивается за счет того, что в одной части потоков расход охладителя распределяют симметрично относительно середины бочки валка, а в другой части - асимметрично относительно середины бочки валка с плавным снижением в этих потоках расхода охладителя по длине рабочего участка бочки от максимального до минимального, в одной части асимметричных потоков - в направлении от левого до правого края рабочего участка бочки, в другой части - в противоположном направлении. Устройство включает группы коллекторов, каждая из которых выполнена из трех коллекторов с форсунками различной пропускной способности в каждом из них, с регламентированным расположением форсунок в коллекторах, 2 н. и 7 з.п. ф-лы, 2 ил.
1. Способ охлаждения рабочих валков стана горячей прокатки полосы, включающий подачу на поверхность бочки каждого валка струй жидкого охладителя, образующих группу потоков, параллельных оси валка, управление расходом и контроль расхода охладителя в каждом потоке, отличающийся тем, что в одной части потоков расход охладителя распределяют симметрично относительно середины бочки валка, а в другой части - асимметрично относительно середины бочки валка с плавным снижением в этих потоках расхода охладителя по длине рабочего участка бочки от максимального до минимального, в одной части асимметричных потоков - в направлении от левого до правого края рабочего участка бочки, в другой части - в противоположном направлении.
2. Способ по п.1, отличающийся тем, что на поверхность бочки валка подают три потока охладителя в группе, из которых в одном расход охладителя распределяют симметрично относительно середины бочки валка, а в двух других - асимметрично относительно середины бочки валка, причем в одном из асимметричных потоков охладитель с максимальных расходом подают на левый край рабочего участка бочки, с минимальным - на правый край рабочего участка бочки, а в другом охладитель с максимальным расходом подают на правый край рабочего участка бочки, а с минимальным - на левый его край.
3. Способ по п.2, отличающийся тем, что на поверхность бочки валка дополнительно подают, по меньшей мере, еще одну группу потоков охладителя, по составу потоков и характеру распределения расходов охладителя в них схожую с первой, при этом в каждую из групп включают поток с симметричным распределением расхода охладителя относительно середины бочки валка и два потока с асимметричным распределением расхода охладителя относительно середины бочки валка.
4. Способ по любому из пп.1-3, отличающийся тем, что в каждом потоке с симметричным распределением расхода охладителя на центральную зону рабочего участка бочки валков подают охладитель с одинаковым расходом по всей длине этой зоны.
5. Способ по любому из пп.1-3, отличающийся тем, что общий расход охладителя в каждом потоке изменяют независимо от расхода в других потоках или в группах потоков с сохранением при этом характера распределения расхода охладителя по длине рабочего участка бочки валка в каждом потоке.
6. Способ по п.5, отличающийся тем, что, по меньшей мере, в одном из потоков с асимметричным распределением расхода охладителя расход снижают до нуля.
7. Способ по любому из пп.1-3, отличающийся тем, что в потоках с асимметричным расходом охладителя на нерабочий концевой участок бочки валка, прилегающий к месту минимального расхода охладителя, подают охладитель с минимальным расходом, одинаковым по длине этого участка, а на нерабочий концевой участок бочки валка, прилегающий к месту максимального расхода охладителя, подают охладитель с расходом, плавно снижаемым от максимального к минимальному.
8. Устройство для охлаждения рабочих валков стана горячей прокатки полосы, содержащее на каждом валке, по меньшей мере, одну группу установленных параллельно оси валка коллекторов с форсунками, клапаны и расходомеры для управления расходом и контроля расхода охладителя, подаваемого через каждый коллектор, отличающееся тем, что каждая группа выполнена из трех коллекторов с форсунками различной пропускной способности в каждом из них, на одном из коллекторов форсунки, у которых пропускная способность совпадает, установлены симметрично относительно середины бочки валка таким образом, что группа форсунок с максимальной пропускной способностью установлена напротив центральной зоны рабочего участка бочки валка, имеющей ширину 0,8-0,9 от минимальной ширины полосы в прокатываемом сортаменте, а напротив каждой из двух прилегающих боковых зон рабочего участка бочки валка установлены форсунки с последовательным уменьшением их пропускной способности от центральной зоны к краям, при этом на двух других коллекторах группы установлены форсунки с пропускной способностью, изменяющейся по длине коллектора от минимальной до максимальной, плавно и монотонно от одного края рабочего участка бочки валка к другому, асимметрично относительно середины бочки, причем форсунки с максимальной пропускной способностью в этих коллекторах установлены соответственно напротив разных краев рабочего участка бочки.
9. Устройство по п.8, отличающееся тем, что в коллекторах с асимметрично изменяющейся пропускной способностью форсунок напротив нерабочих концевых участков бочки валка установлены форсунки с одинаковой минимальной пропускной способностью на одном из этих участков и с плавно снижающейся от максимальной к минимальной пропускной способностью на другом участке.
| ГАРБЕР Э.А | |||
| и др | |||
| Технический прогресс систем охлаждения прокатных станов | |||
| - М.: Металлургия, 1991, с.193-197 | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Устройство для охлаждения проката | 1980 |
|
SU908848A1 |
| Способ и получение пленки на свинце для защиты его от коррозии | 1932 |
|
SU42776A1 |
| Устройство для охлаждения листового проката | 1978 |
|
SU740328A1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ..^.jrT-eb--'-'"^-'^^^"^._. _. .„ж^-г^^-^®^-V. | 0 |
|
SU275968A1 |
| Способ изготовления толкателей клапанов | 1986 |
|
SU1397136A1 |

