Изобретение относится к машиностроению, а именноJK автоматизации процесса листовой штамповки, и может быть использовано для подачи листовых заготовок к прессу.
Целью изобретения является расширение технологических возможностей и повышение надежности работы комплекса.
На фиг, 1 показан комплекс, общий вид; на фиг, 2 - приемно-загрузочное устройст- во.
Робототехнический комплекс содержит гидравлический пресс 1, однорукий автоматический манипулятор 2, оснащенный вакуумными схватами-присосками, при- емно-загрузочное устройство 3, смазывающее устройство, магазин 4 для накопления и ориентирования заготовок, пульт 5 системы управления.
На стойке 6 приемно-загрузочного уст- ройства 3 установлен стол 7, в пазу которого подвижно в продольном направлении размещен толкатель 8, соединенный с двумя ветвями втулочно-роликовой цепи 9, перекинутой через натяжные ролики 10 и при- водную звездочку 11. Звездочка 11, реечная шестерня 12 и шкив 13 жестко закреплены на общем валу. Реечная шестерня 12 находится в зацеплении с рейкой штоком 14, встроенным в пиевмоцилиндры 15 и 16.
Шкив 13 соединен клиновым ремнем 17 со шкивом 18, закрепленным на ведущем валу 19 смазывающего устройства.
Ведущий 19 и ведомый 20 валы смазывающего устройства установлены на столе 7 так, что круглые щетки 21 жестко закреплены на них и касаются одна другой. На валу 19 так же жестко закреплена шестерня 22, находящаяся в зацеплении с шестерней 23, закрепленной на валу 20. Нижняя щетка 21 расположена в бачке 24, заполненном смазывающей жидкостью.
Робототехнический комплекс работает следующим образом.
В исходном положении рука манипуля- тора 2 располагается над магазином 4 с заготовками. Толкатель 8 приемно-загрузочного устройства 3 находится в заднем крайнем положении.
При получении команды от системы ав- томатического управления рука манипулятора 2 опускается до упора в стопу заготовок. Захватив заготовку присосками, манипулятор 2 транспортирует ее к столу приемно-загрузочного устройства 3.
При наличии сигнала, подтверждающего нахождение толкателя 8 в заднем крайнем положении, заготовка 25 устанавливается на стол 7. Рука манипулятора 2 возвращается в исходное положение.
При наличии сигнала, подтверждающего отсутствие заготовки в прессе, сжатый воздух поступает в пневмоцилиндр 16, в результате чего рейка-шток, перемещаясь влево, вращает реечную шестерню 12 и звездочку 11 со шкивом 13 по часовой стрелке, и с помощью втулочно-роликовой цепи 9 толкатель 8 приемно-загрузочного устройства 3 перемещает заготовку 25 к прессу. Одновременно с помощью клинового ремня 17 вращение передается на ведущий вал 19 смазывающего устройства, в результате чего круглые щетки 21, вращаясь и соприкасаясь одна с другой щетиной, обкатываются маслом, а заготовка 25, проходя между ними, смазывается одновреме.нно с верхней и нижней сторон. При подаче сжатого воздуха в пневмоцилиндр 15 толкатель 8 возвращается S исходное положение.
Прм наличии сигнала, подтверждающего отсутствие готовой детали под нижней частью матрицы, система автоматического управления выдает команду на включение пресса 1. Во время процесса вытяжки рука манипулятора 2 устанавливает следующую заготовку на стол 7 приемно-загрузочного устройства. Далее цикл повторяется.
Формула изобретения
1.Робототехнический комплекс для изготовления деталей из листовых заготовок, содержащий пресс, манипулятор, приемно- загрузочное устройство, имеющее средство для приема заготовок, установленное перед прессом, и толкатель с механизмом его горизонтального перемещения, имеющим ролики и цепи, систему управления, отличающийся тем, что, с целью расширения технологических возможностей и надежности работы, он снабжен установленным между средством для приема заготовок и прессом смазывающим устройством с приводом, средство для приема заготовок выполнено в виде стола с пазами, толкатель установлен в пазах стола, ролики установлены на торцовых поверхностях стола, механизм перемещения толкателя выполнен в виде шток-рейки, реечной шестерни, установленной на валу и связанной со шток-рейкой, звездочки, установленной на указанном валу, а цепи перекинуты через звездочку и ролики и связаны с толкателем, при этом привод смазывающего устройства связан с приводом механизма горизонтального перемещения толкателя.
2.Робототехнический комплекс по п. 1, отличаю щи и с я тем, что смазывающее устройство выполнено в виде установленных на валках щеток, а привод выполнен в виде двух шестерен, установленных на валках, и шкива, охватывающего вал и валки смазывающего устройства.
3. Робототехнический комплекс по п, 1, отличающийся тем, что ролики
установлены с возможностью их регулировочного перемещения для обеспечения натяжения цепи.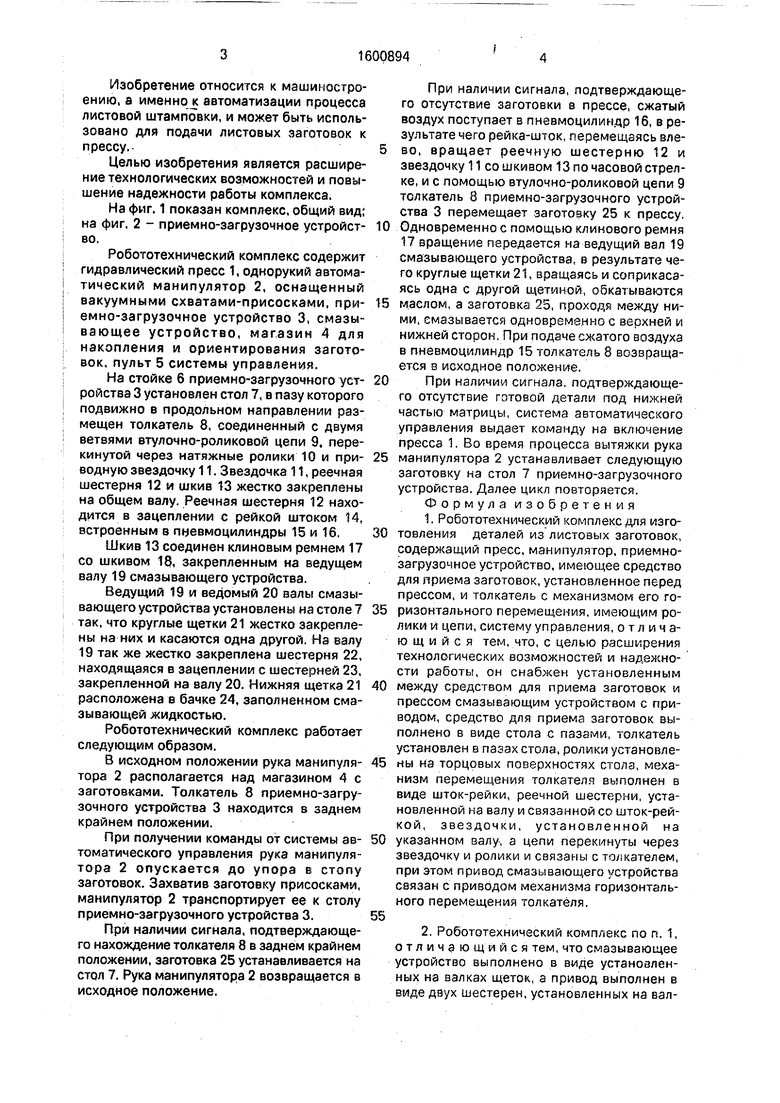
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Промышленный робот | 1983 |
|
SU1155334A1 |
| Робот к листоштамповочному прессу | 1976 |
|
SU565818A1 |
| Установка для автоматической штамповки | 1985 |
|
SU1238980A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
Изобретение относится к машиностроению, а именно к автоматизации процесса листовой штамповки, и может быть использовано для подачи листовых заготовок к прессу. Цель изобретения - расширение технологических возможностей и повышение надежности. На стойке 6 приемно-загрузочного устройства установлен стол 7, в пазу которого размещен толкатель 8, соединенный с двумя ветвями втулочно-роликовой цепи 9, перекинутой через натяжные ролики 10 и приводную звездочку 11, жестко закрепленную на валу с реечной шестерней 12, находящейся в зацеплении с рейкой-штоком 14 пневмоцилиндров 15 и 16. Смазывающее устройство также установлено на приемном столе 7 и включает в себя две взаимно зацепляющиеся щетки 21, установленные на валах 19, укреплен шкив 18, соединенный ременной передачей со шкивом 13 на валу звездочки. Щетка ведущего вала 19 размещена в баке 24 со смазывающей жидкостью. 2 ил., 1 з.п. ф-лы.
| 0 |
|
SU182097A1 | |
| кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Водоотводчик | 1925 |
|
SU1962A1 |
