Ю
(Л
/
Щ
4 СП
со
4
фиг.
Изобретение относится к машиностроению и может быть испо. 1ьзовано при обработке деталей с точными сквозными отверстиями относительно небольиюго диаметра.
Цель изобретения - новьииение точности настройки брусков на размер за счет их выполнения с сечением в виде секторов, смыкающихся в свободном состоянии, а толкателя и шпинде.тя с регулируемыми торцовыми упорами, обращенными к брускам.
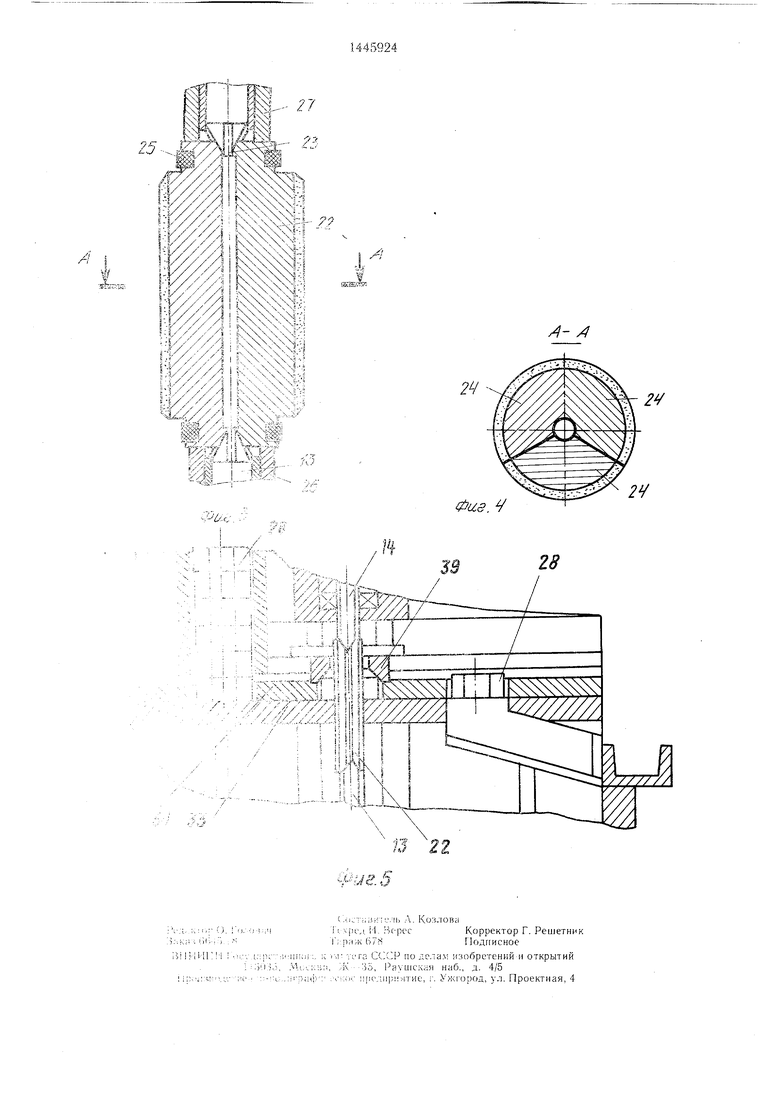
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, план; на фиг. 3 - и)струмент, общий вид; на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - конструкция загрузочной, рабочей и разгрузочной позиций.
Сущность хонингования отверстий с помощью устройства заключается а следующем; инструменту с бобщают синхронно с обеих закрепленных концов крутящий момент, а то окончании обработки освобож- дают один конец инструмента и выводят его из обрабатываемого отверстия.
Устройство является многоместньгм и состоит из основания 1, на котором жестко закреплена стойка 2. В центре основания установлен вертикальный вал 3, получающий вращение от привода 4 и передачи со 1пки- вами 5 и 6.
На валу 3 установлен подъемный кронштейн 7, соединенный с полым штоком 8 юдъемного гидроцилиндра 9, размещенного в корпусе 10, который установлен на стойке 2. В корпусе 10 имеются отверстия, в которых размещены ходовые втулки 11 с окнами 12, связанные с подъемным крон- щтейном 7. В корпусе ходовой втулки 11 размещены приводной щпиндель 13 и толка- тель 14, связанные с шестернями 15 и 16, входящими в зацепление с щестерннми 17 и 18, сидящими на валу 3. Шестерня 18, сидящая на валу 3 с помощью шлицев, соединена с подъемным кронштейном 19, в отверстийх которого размещен толкатель 14. Шпиндель 13 и толкатель 14 выполнены с конусами 20 под выступы 21 инструментов 22, имеющих на концах внутренние конусные пояски 23. Инстру.мент 22 состоит, например, из трех брусков 24 с алмазоносным покрытием на внешней поверхности, которая составляет искомую окружность обрабатываемого диаметра. Внутренние поверхности брусков выполнены под углом 120° и смыкаются друг с другом в свободном состоянии. Крепление секторов г роисходит с номощью упругих кольцевых элементов 25, а настройка на размер при помощи торцовых упоров 26 и 27, сидящих на шпинделе 13 и толкателе 4 и имеющих .микромет- тическое движение д.ля настройки.
Де 1 али 2tS собираются на позиции 29 : агрузкн и вращении кольца 30, вы- ио.лиепиого к:-, двух соединенных между со- п1;1 |;(1.)ви1|с)к С зубьнми на
0
,-
Q 5 0
5
0
5
ном диаметре, контактирующих с шестерней 31, получающих дозированное (на один щаг) вращение от привода 32, попадаются на рабочую позицию.
Кольцо 30 установлено на неподвижном круглом основании 33, имеющем два отверстия: одно на рабочей позиции 34 для прохода инструментов 22, другое на позиции 35 разгрузки.
Кронщтейни 7 и 19 служат также для удержания шестерен 17 и 18 и сообщения вращения ходовым втулкам 11. Шестерня 18 воспринимает усилие пружины 36. Ограни.- читель 37 хода гидроцилиндра 9 имеет возможность утапливаться в пазах (не показаны) кронштейна 7. Сопло 38 служит для удержания инструментов 22 в холостом положении, а прижим 39, установленный со- осно толкателю 14, служит для фиксации детали 28 в рабочем положении.
Позиций загрузки, рабочей и разгрузки может быть от одной до необходимого количества.
Устройство работает следующим образом.
Вначале настраивают инструмент, т. е. бруски 24 с помощью кольцевых упругих элементов 25 через сопло 38 по выступам 21 посредством конусных поясков 23 устанавливаются в щпиндель 13.
Ходовая втулка 11 поднимается до контакта внутреннего конусного пояска 23 с толкателем 14 и при помощи торцовых упоров 26 и 27 происходит настройка на правильность установки. В этот момент диаметр инструмента 22 меньше припуска на обработку детали. После этого упоры 26 и 27 фиксируются и ходовая втулка 11 опускается так, что кронштейн 19 упирается в упор 40, тем самым удерживая узел толкателя 14 от дальнейшего опускания. Инструмент 22 проходит сквозь отверстие в круглом основании 33 и удерживается соплом 38.
Включается привод 32, который передает вращение через шестерню 31 кольцу 30. Последнее поворачиваясь на один шаг, увлекает за собой заранее наполненные деталями 28 позиции 29 загрузки, перемещая деталь на рабочую позицию 34.
При установке детали 28 в рабочую позицию 34 прижим 39 опускается и фиксирует деталь относительно шпинделя 13 и толкателя 14. В этот момент включается цикл и шток 8 гидроцилиндра 9 поднимается, увлекая за собой кронштейн 7 с ходовыми втулками 11 до соприкосновения конусных поясков 23 брусков 24 инструмента 22 с толкателем 14 и. ходовых втулок II с крон- н1тейном 19. Преодолевая сопротивление 41, усилие которой расчитано на возможность необходимой силы резания, происходит разжим брусков инструмента. В этот момент включается двигатель, который, вращая вал 3 с шестернями 17 и 18, передает синхронно вращение шпинделю 13 и толкателю 14 через шестерни 15 и 16, тем самым вращая инструмент с двух закрепленных его сторон.
При достижении необходимого размера отверстия бруски 24 упираются в упоры 26 и 27. Дальнейший разжим прекращается.
Ограничитель 37 хода выполнен с выступами и имеет возможность в период работы устройства в зависимости от заданных двойных ходов щтока 8 цилиндра 9 периодически вращаться.
По окончании цикла o6pai6oTKH прекращается вращение вала 3, ограничитель хода проворачивается и дает возможность опуститься штоку 8 цилиндра 9 так, что инструмент 22 выходит из контакта с деталью 28.
При повороте кольцо 30 сталкивает обработанную деталь на позицию разгрузки в лоток 42 и обеспечивает установку новой детали на рабочую позицию. Цикл работы повторяется.
За счет выполнения брусков в виде секторов, смыкающихся в свободном состоянии, а шпинделя и толкателя с рс ;;...,:,. мыми торцовыми упорами достигается но;-; . шение точности настройки бруско i;a );,.)
Формула изобретения
Устройство для хонингования, содержащее приводной шпиндель, подвижный толкатель с конусом и связанный со шпинделем инструмент в виде брусков с алмазоносным слоем на внешней поверхности, в каждом из которых выполнены по дуге канавки с нар жной стороны и конусные пояски с внутренней стороны у торцов, и 5 упругих кольцевых элементов, установленных в канавках брусков, отличающееся тем, что, с целью повышения точности настройки брусков на размер, шпиндель выполнен с выступающим конусом, толкатель и шпиндель снабжены установочно подвижными торцовыми упорами, обращенными к инструменту, при этом бруски выполнены в виде секторов, смыкающихся в свободном состоянии, а их конусные пояски обращены вершинами навстречу друг другу.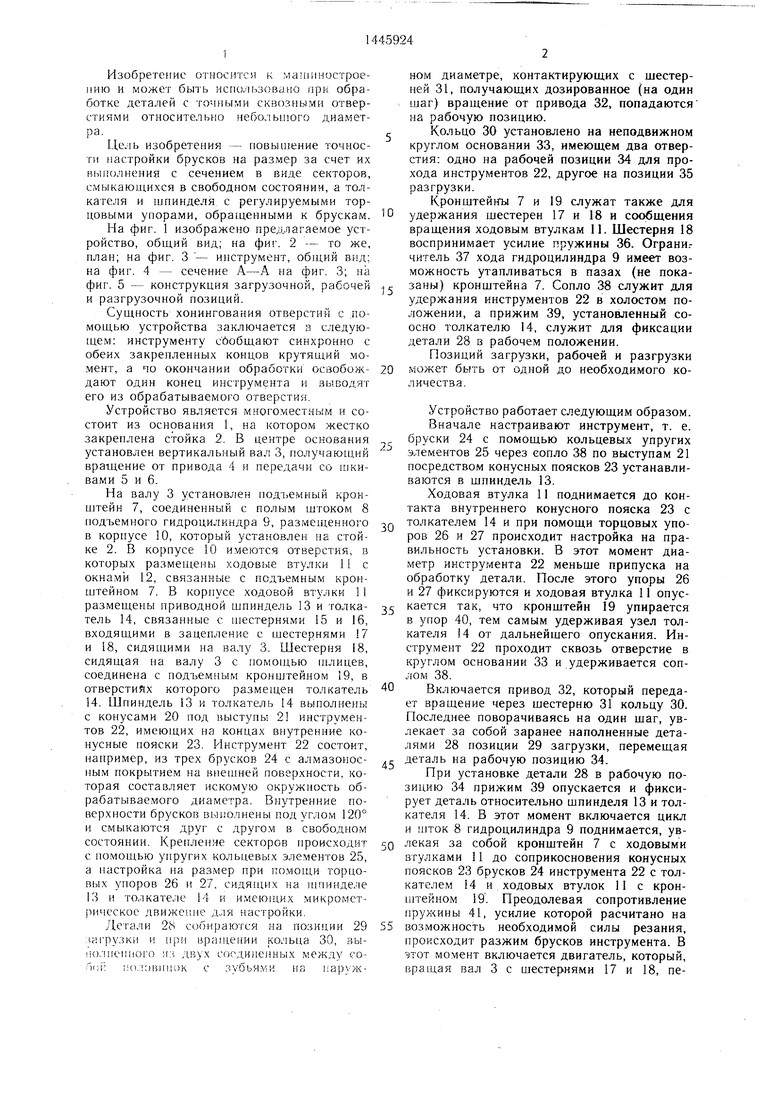

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1988 |
|
SU1627384A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство подачи деталей двухпозиционного автоматизированного станка | 1986 |
|
SU1397244A1 |
| СТАНОК ДЛЯ НАВИВКИ СПИРАЛЬНЫХ ПРУЖИН | 1969 |
|
SU250106A1 |
| Устройство для обработки резьбовых отверстий | 1984 |
|
SU1220897A1 |
| ТОКАРНАЯ СИЛОВАЯ ГОЛОВКАт~—^~"I | 1972 |
|
SU346033A1 |
| Устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды | 1982 |
|
SU1021578A1 |
| Сверлильный станок | 1989 |
|
SU1764855A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
Изобретение относится к машиностроению и может быть использовано при обй - - , - работке деталей с отверстием малого диаметра. Целью изобретения является повышение точности настройки брусков инструмента на размер. Устройство состоит из основания 1, на котором расположен привод 4, передающий вращение шпинделю 13, а также толкателю 14, связанному с гидроцилиндром 9. Между шпинделем 13 и толкателем 14 установлен инструмент 22 в виде брусков с конусными поясками, обращенными вершинами друг к другу. Бруски имеют в сечении форму секторов, смыка- юш,ихся в свободном состоянии. На шпинделе 13 и толкателе 14 расположены установоч- но-подвижные торцовые упоры. Устройство обеспечивает высокую точность настройки брусков на размер. 5 ил. //////////у/ S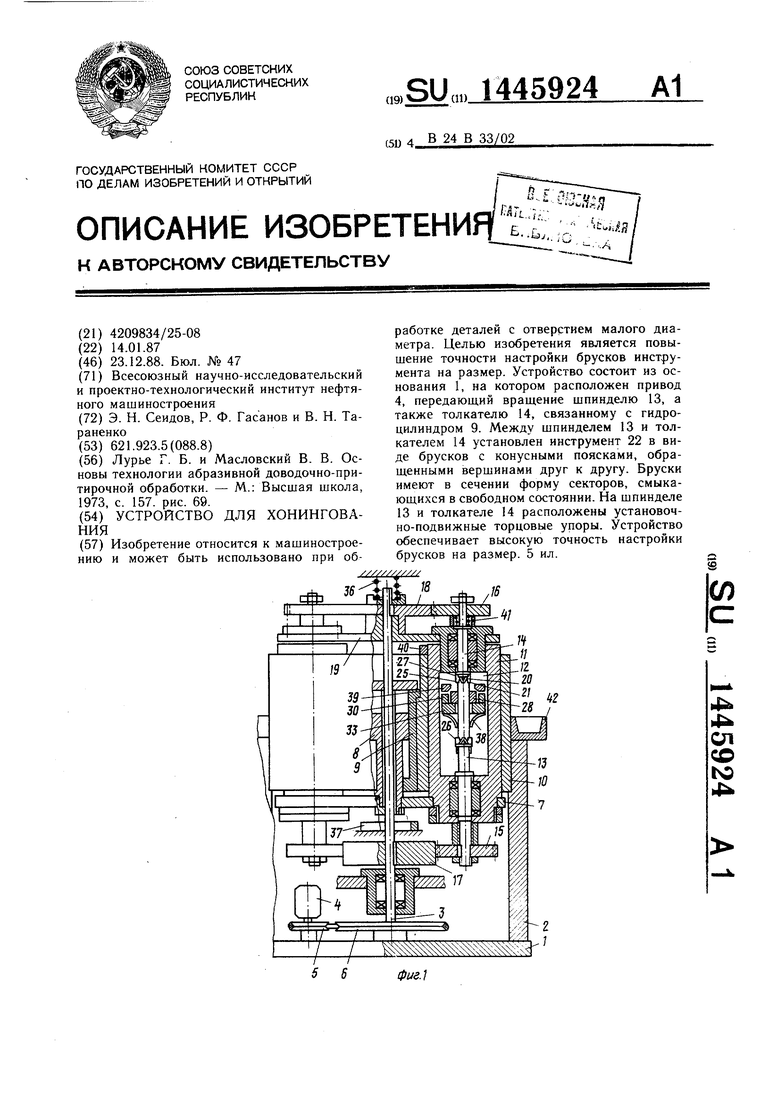
32
31
55
29
Фие.2
X
W
pus. 5
ли
.ujTi;:j}; ;:.;. 1Ь Д. Козлова
i: vpi , I l. Bc-pecКорректор Г. Решетник
Т; p.ч ж 67НПодписное
| ,г по делал; изобретений и открытий , Л So, Раушская наб., д. 4/5 ... -:;jr ;;jii ,uii), г. УлЧ1-ород, ул. Проектная, 4
| Лурье Г | |||
| Б | |||
| и Масловский В | |||
| В | |||
| Основы технологии абразивной доводочно-при- тирочной обработки | |||
| - М.: Высшая школа, 1973, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| рис | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
