Изобретение относится к абразивной обработке и может быть использовано при изготовлении деталей с малой кривизной, например ножниц или плоских пружин.
Цель изобретения - расширение технологических возможностей за счет создания растягивающего напряжения на обрабатываемой, поверхности.
Сущность способа заключается в том, что в каленой структуре (заготовке) имеется мартенсит и отпущенный аустенит, п ричем мартенсит имеет тетрагональную кристаллическую решетку. В процессе отпуска кри- сталлическая решетка мартенсита трансформируется из тетрагональной в кубическую и окончательно принимает кубическую форму в отожженом состоянии материала заготовки.
Таким образом, тетрагональная решетка создает в материале заготовки значительно большие растягивающие напряжения, чем кубическая. Отсюда следует, что если в слоях на противоположных поверхностях материала
создана соответственно тетрагональная и приближающаяся к кубической кристаллическая решетка мартенсита, то разность растягивающих напряжений в зтих слоях обеспечивает образование кривизны. Влияя на форму кристаллической решетки через температуру (создавая определенную разность растягивающих напряжений), обеспечивают заданную кривизну детали.
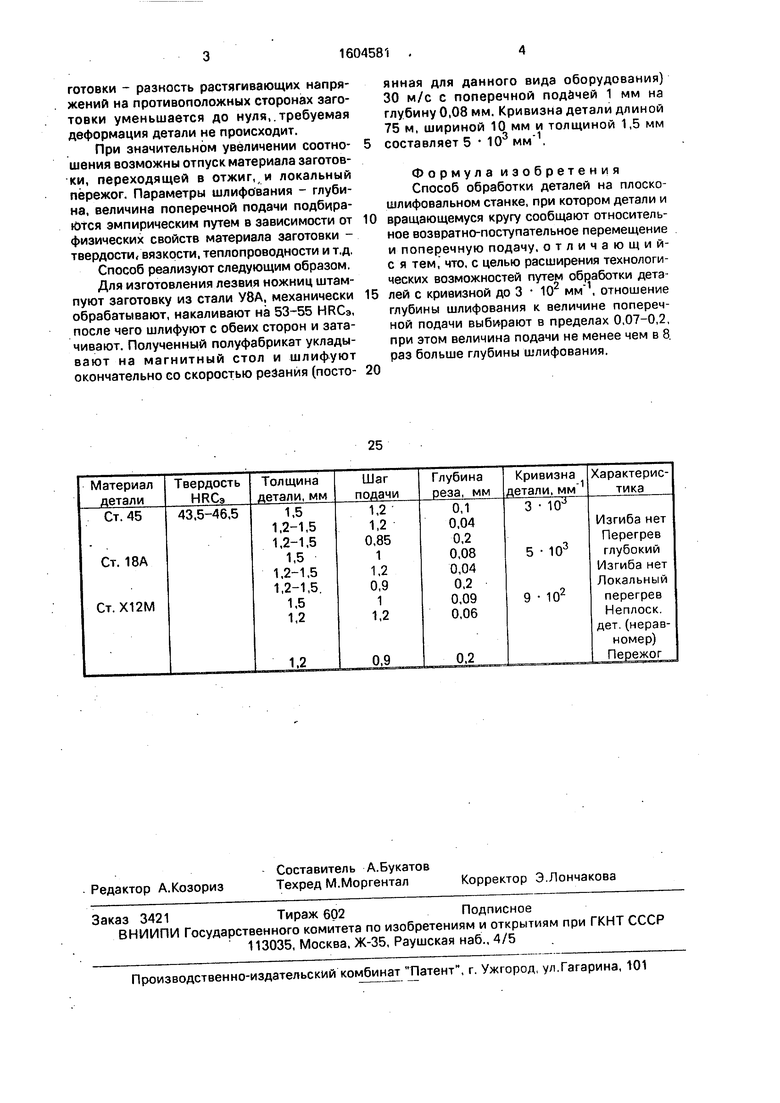
Таким образом, температура является основополагающим фактором, связанным с .соотношением параметров шлифования, которые определяются как отношение глубины шлифования к величине поперечной подачи и выбираются в пределах 0,07-0,2 при величине подачи не менее чем в 8 раз большей глубины Щлифования.
Результаты испытаний шлифовального . круга (ПП 250- 50- 76) представлены в таблице.
Из таблицы следует, что при увеличении
соотношения за предлагаемые границы
. происходит глубокий прогрев материала заOs
о
Jiw ел
00
готовки - разность растягивающих напряжений на противоположных сторонах заготовки уменьшается до нуля,.требуемая деформация детали не происходит.
При значительном увеличении соотношения возможны отпуск материала заготовки, переходящей в отжиг,,и локальный пережог. Параметры шлифования - глубина, величина поперечной подачи подбираются эмпирическим путем в зависимости от физических свойств материала заготовки - твердости, вязкости, теплопроводности и т.д. Способ реализуют следующим образом, Для изготовления лезвия ножниц штампуют заготовку из стали У8А. механически обрабатывают, накаливают на 53-55 HRCa, после чего шлифуют с обеих сторон и затачивают. Полученный полуфабрикат укладывают на магнитный стол и шлифуют окончательно со скоростью резания (постоянная для данного вида оборудования) 30 м/с с поперечной подачей 1 мм на глубину 0,08 мм. Кривизна детали длиной 75 м, шириной 10 мм и толщиной 1,5 мм 5 составляет 5 10 мм .
Формула изобретения Способ обработки деталей на плоскошлифовальном станке, при котором детали и
10 вращающемуся кругу сообщают относительное возвратно-поступательное перемещение и поперечную подачу, отличающий- с я тем, что. с целью расширения технологических возможностей путем обработки дета15 лей с кривизной до 3 10 мм , отношение глубины шлифования к величине поперечной подачи выбирают в пределах 0,07-0,2, при этом величина подачи не менее чем в 8. раз больше глубины шлифования.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей из высокоуглеродистых сталей | 2021 |
|
RU2763841C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ термической обработки изделий из инструментальной стали | 1931 |
|
SU28498A1 |
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
| Способ термической обработки деталей высокой точности | 1981 |
|
SU1014925A1 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ ДЛЯ ТРУБ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА, ИМЕЮЩАЯ ПРЕВОСХОДНОЕ СОПРОТИВЛЕНИЕ СУЛЬФИДНОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605033C1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении деталей с малой кривизной, например плоских пружин. Целью изобретения является расширение технологических возможностей за счет создания на обрабатываемой поверхности растягивающего напряжения. Для этого на стадии чистовой обработки производят односторонний съем металла шлифованием с поперечной подачей в режиме, при котором средняя температура нагрева обрабатываемой поверхности не превышает температуры отпуска материала заготовки, что обеспечивается отношением глубины шлифования к величине поперечной подачи в пределах 0,07-0,2 и величиной подачи не менее чем в 8 раз большей глубины шлифования. 1 табл.
| Терган B.C | |||
| Плоское шлифование | |||
| М.: Высшая школа, 1974 | |||
| с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
