Изобретение относится к промышленности строительства и стройматериалов, к светотехнической и стекольной отрасли, в частности к изготовлению оболочек из кварцевого стекла с покрытием.
Цель изобретения -улучшение качества изделий и условий труда за счет автоматизации процесса.
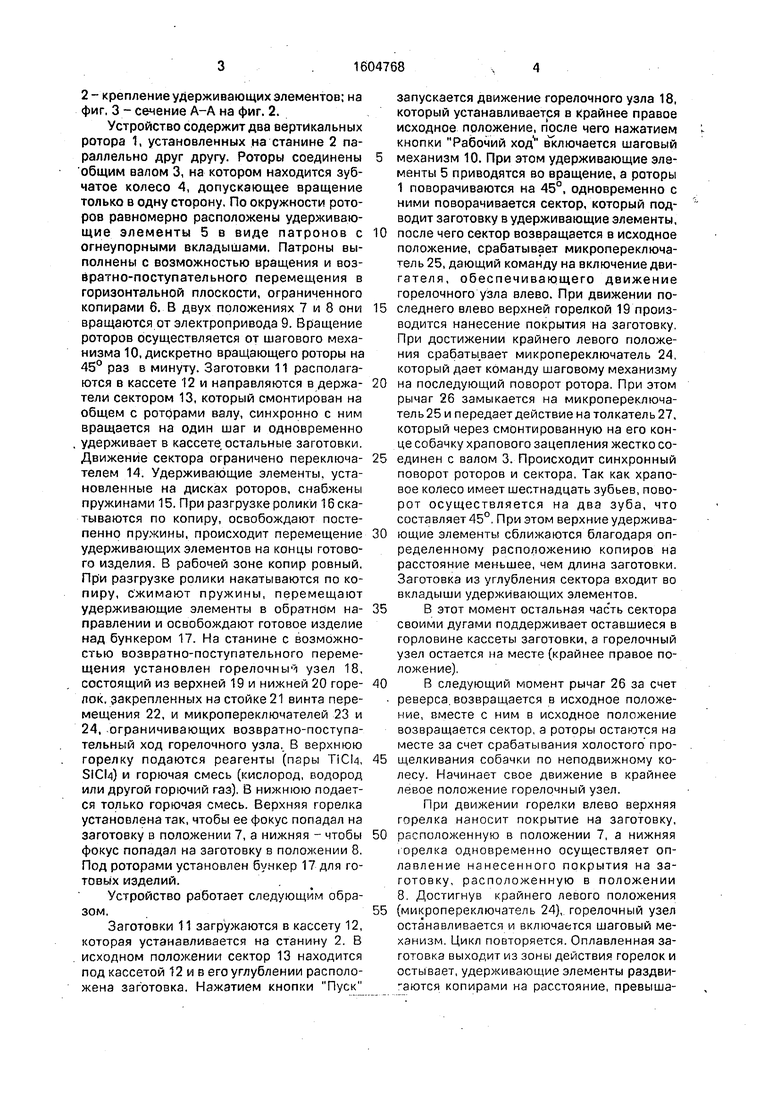
На фиг. 1 показана схема устройства для нанесения покрытий на изделия; на фиг.
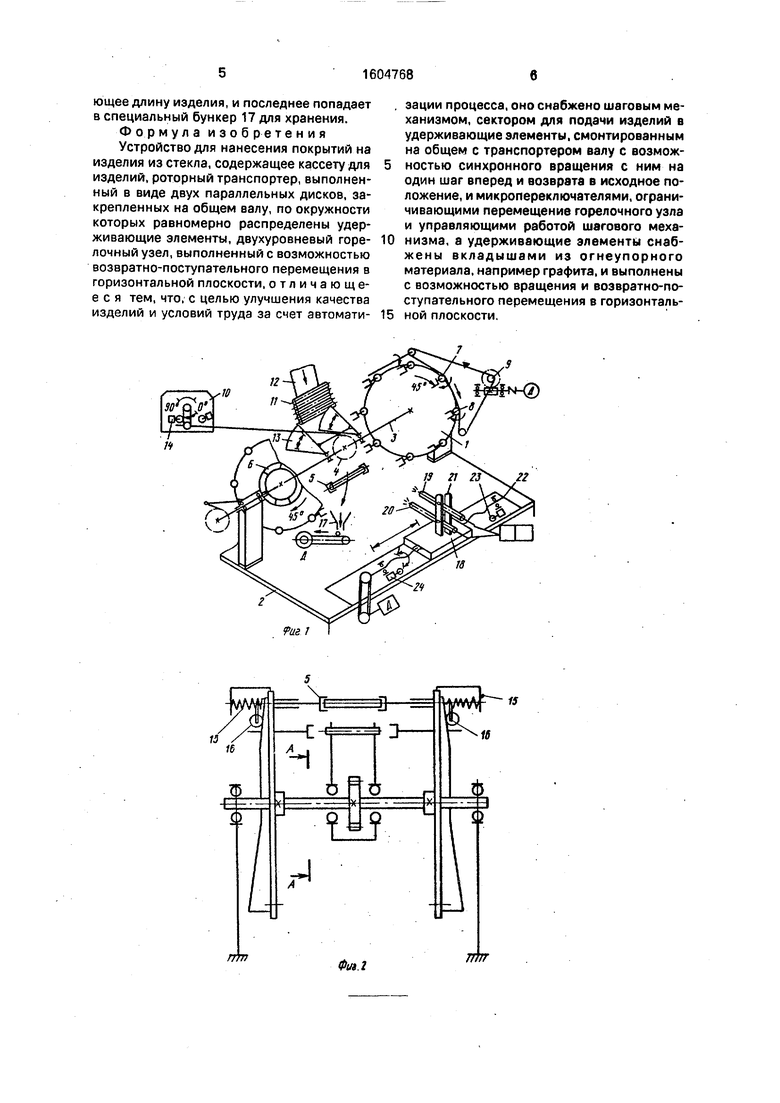
2 - крепление удерживающих элементов; на фиг. 3 - сечение А-А на фиг. 2.
Устройство содержит два вертикальных ротора 1, установленных на станине 2 параллельно друг другу. Роторы соединены общим валом 3, на котором находится зубчатое колесо 4, допускающее вращение только в одну сторону. По окружности роторов равномерно расположены удерживающие элементы 5 в виде патронов с огнеупорными вкладышами. Патроны выполнены с возможностью вращения и возвратно-поступательного перемещения в горизонтальной плоскости, ограниченного копирами 6. В двух положениях 7 и 8 они вращаются от электропривода 9. Вращение роторов осуществляется от шагового механизма 10, дискретно вращающего роторы на 45° раз в минуту. Заготовки 11 располагаются в кассете 12 и направляются в держа- тели сектором 13, который смонтирован на общем с роторами валу, синхронно с ним вращается на один шаг и одновременно удерживает в кассете, остальные заготовки. Движение сектора ограничено переключа- телем 14. Удерживакзщие элементы, установленные на дисках роторов, снабжены пружинами 15. При разгрузке ролики 16 скатываются по копиру, освобождают постепенно пружины, происходит перемещение удерживающих элементов на концы готового изделия. В рабочей зоне копир ровный. При разгрузке ролики накатываются по копиру, сжимают пружины, перемещают удерживающие элементы в обратном на- правлении и освобождают готовое изделие над бункером 17. На станине с возможностью возвратно-поступательного перемещения установлен горелочны узел 18, состоящий из верхней 19 и нижней 20 горе- лок. закрепленных на стойке 21 винта перемещения 22, и микропереключателей 23 и 24. ограничивающих возвратно-поступательный ход горелочного узла. В верхнюю горелку подаются реагенты (пары TiCI-q, SiCU) и горючая смесь (кислород, водород или другой горючий газ). В нижнюю подается только горючая смесь. Верхняя горелка установлена так, чтобы ее фокус попадал на заготовку 3 положении 7, а нижняя - чтобы фокус попадал на заготовку в положении 8. Под роторами установлен бункер 17 для готовых изделий..
Устройство работает следующим образом.
Заготовки 11 загружаются в кассету 12, которая устанавливается на станину 2. В исходном положении сектор 13 находится под кассетой 12 и в его углублении расположена заготовка. Нажатием кнопки Пуск
запускается движение горелочного узла 18, который устанавливается в крайнее правое исходное положение, п осле чего нажатием кнопки Рабочий ход включается шаговый механизм 10, При этом удерживающие элементы 5 приводятся во вращение, а роторы 1 поворачиваются на 45°, одновременно с ними поворачивается сектор, который подводит заготовку в удерживающие элементы, после чего сектор возвращается в исходное положение, срабатывает микропереключатель 25, дающий команду на включение дви- гателя, обеспечивающего движение горелочного узла влево. При движении последнего влево верхней горелкой 19 производится нанесение покрытия на заготовку. При достижении крайнего левого положения срабаты,вает микропереключатель 24, который дает команду шаговому механизму на последующий поворот ротора. При этом рычаг 26 замыкается на микропереключатель 25 и передает действие на толкатель 27, который через смонтированную на его конце собачку храпового зацепления жестко соединен с валом 3. Происходит синхронный поворот роторов и сектора. Так как храповое колесо имеет шестнадцать зубьев, поворот осуществляется на два зуба, что составляет 45°. При этом верхние удерживающие элементы сближаются благодаря определенному расположению копиров на расстояние меньшее, чем длина заготовки. Заготовка из углубления сектора входит во вкладыши удерживающих элементов.
В этот момент остальная час ть сектора своими дугами поддерживает оставшиеся в горловине кассеты заготовки, а горелочный узел остается на месте (крайнее правое положение).
В следующий момент рычаг 26 за счет реверса, возвращается в исходное положение, вместе с ним в исходное положение возвращается сектор, а роторы остаются на месте за счет срабатывания холостого про- щелкивания собачки по неподвижному колесу. Начинает свое движение в крайнее левое положение горелочный узел.
При движении горелки влево верхняя горелка наносит покрытие на заготовку, расположенную в положении 7, а нижняя юрелка одновременно осуществляет оплавление нанесенного покрытия на заготовку, расположенную в положении В. Достигнув крайнего левого положения (микропереключатель 24), горелочный узел останавливается и включается шаговый механизм. Цикл повторяется. Оплавленная заготовка выходит из зонв действия горелок и остывает, удерживающие элементы раздви- -аются копирами на расстояние, превышающее длину изделия, и последнее попадает в специальный бункер 17 для хранения. Формула изобретения Устройство для нанесения покрытий на изделия из стекла, содержащее кассету для изделий, роторный транспортер, выполненный в виде двух параллельных дисков, закрепленных на общем валу, по окружности которых равномерно распределены удерживающие элементы, двухуровневый горе- лочный узел, выполненный с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, отличающееся тем, что, с целью улучшения качества изделий и условий труда за счет автомати
зации процесса, оно снабжено шаговым механизмом, сектором для подачи изделий в удерживающие элементы, смонтированным на общем с транспортером валу с возможностью синхронного вращения с ним на один шаг вперед и возврата в исходное положение, и микропереключателями, ограничивающими перемещение горелочного узла и управляющими работой шагового механизма, а удерживающие элементы снабжены вкладышами из огнеупорного материала, например графита, и выполнены с возможностью вращения и возвратно-поступательного перемещения в горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат | 1990 |
|
SU1717317A1 |
| Устройство для укладки ампул в кассету | 1985 |
|
SU1296478A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СТЕКЛЯННЫХ КОЛБ СВЕТИЛЬНИКОВ С ПОСЛЕДУЮЩИМ ОБЖИГОМ ГАЗОВЫМИ ГОРЕЛКАМИ | 2002 |
|
RU2256977C2 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для наклейки этикеток на плоские поверхности изделий | 1981 |
|
SU1009913A1 |
| Станок для насекания напильников и механизм ориентирования обрабатываемой поверхности заготовки относительно инструмента | 1981 |
|
SU1021064A1 |
| Устройство для укладки ампул в кассету | 1987 |
|
SU1437298A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Загрузочный ротор | 1990 |
|
SU1757842A1 |
Изобретение относится к промышленности строительства и стройматериалов, к светотехнической и стекольной отраслям, в частности к изготовлению оболочек из кварцевого стекла с покрытием. Цель изобретения - улучшение качества изделий и условий труда за счет автоматизации процесса. В устройстве для нанесения покрытий на изделия из кварцевого стекла на станине с возможностью шагового вращения смонтирован транспортирующий барабан, выполненный в виде двух вертикально расположенных параллельных роторов, по окружности которых равномерно распределены удерживающие элементы с вкладышами из огнеупорного материала, например графита, выполненные с возможностью вращения и возвратно-поступательного перемещения в горизонтальной плоскости с помощью копиров. Над барабаном расположена кассета для заготовок, связанная с сектором, подающим эти заготовки в удерживающие элементы и одновременно запирающим остальные в кассете. При этом сектор смонтирован на общем с роторами валу с возможностью синхронного с ними вращения на один шаг и возврата в исходное положение. Горелочный узел выполнен по меньшей мере из двух форсунок, закрепленных одна над другой на стойке, смонтированной на станине с возможностью возвратно-поступательного перемещения, которое ограничено микропереключателями, управляющими работой шагового механизма. При этом форсунки расположены на уровне осей двух пар удерживающих элементов, имеющих минимальное расстояние, а под роторами смонтирован бункер для сбора готовых изделий. Таким образом технологический процесс нанесения покрытий на изделия из стекла полностью автоматизирован, что значительно улучшает условия труда рабочих в горячей зоне. В заготовку при нанесении покрытия не вносится дополнительных загрязнений, поскольку усилия на изделия для его вращения передается не напрямую. Вследствии того, что бесконечная лента приводит во вращение удерживающие элементы, а последние приводят во вращение вкладыш, вкладыш вращает заготовку. 3 ил.
fus 1
nw
Фи.2
ТшТ
О
А-А
/777/7777
Фиг.
| Устройство для резки стеклян-НОгО дРОТА | 1979 |
|
SU812774A1 |
| кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
