Изобретение относится к обработке металлов давлением, например к устройствам дпя правки изделий
Цель изобретения - расширение технологических возможностей установки за счет точной задачи и ориентирования заготовок без остановки процесса обработки
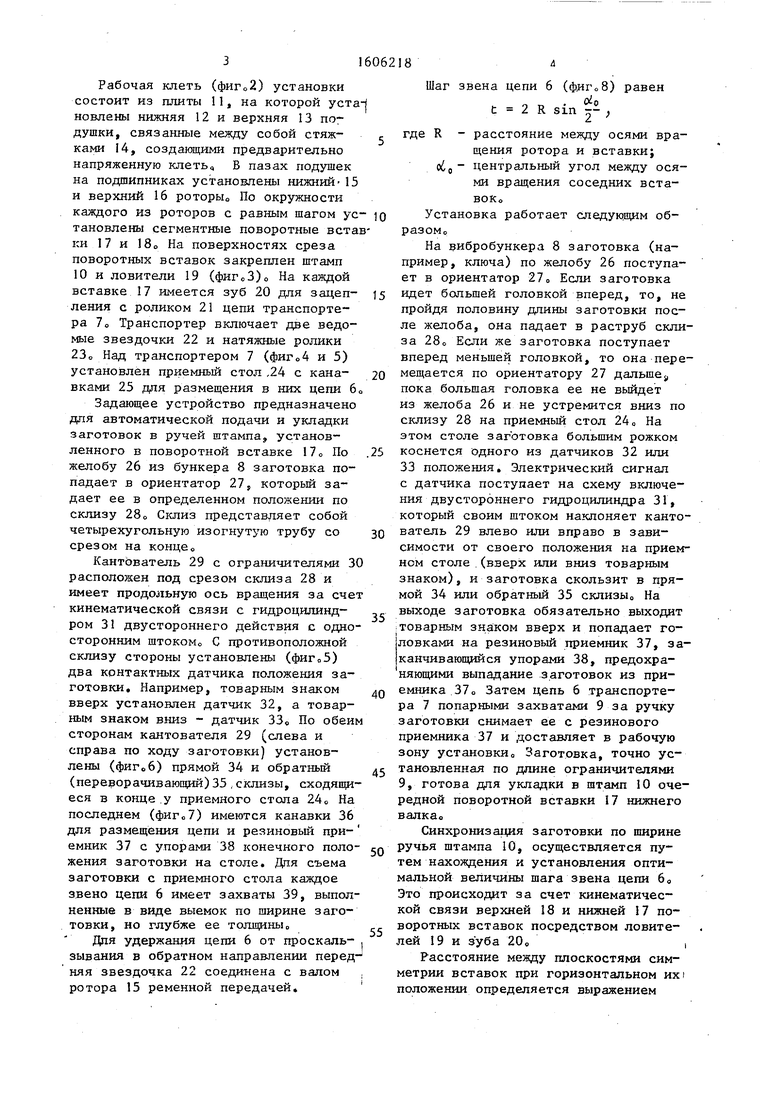
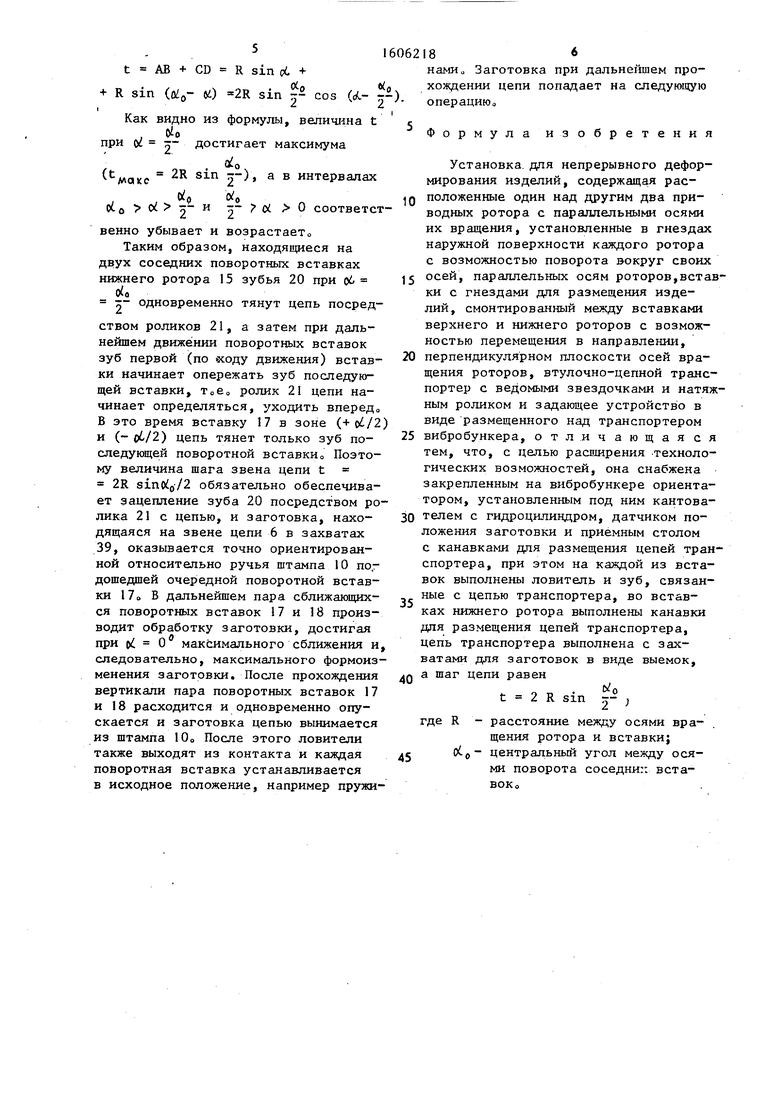
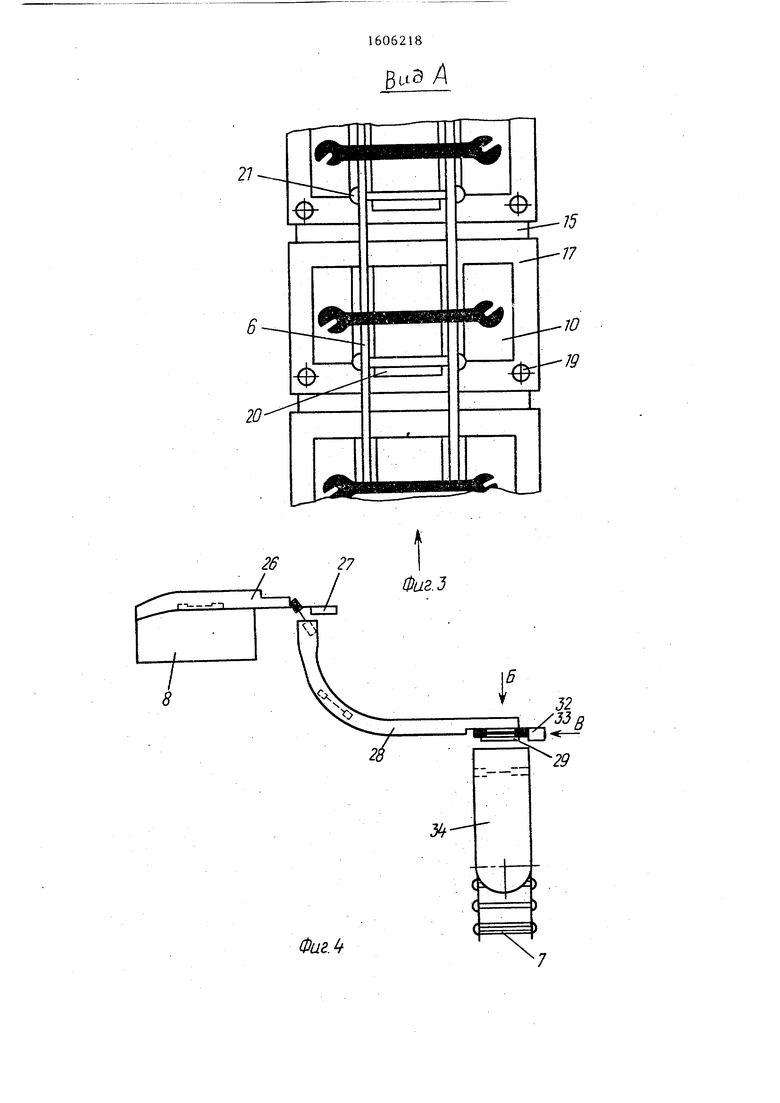
На фиго представлена установка, вид сверху; на фиго2 - рабочая клеть; на фиг«3 - вид А на фиг.2; на - задакнцее устройство; на - вид Б на фигс4; на фигоб - приемное устройство; на - вид В на на - схема размещения вставок на роторе
Электродвигатель 1 через редуктор 2 передает крутящий момент на шестеренную клеть 3, шпиндель 4 и рабочую клеть 5 установки о Заданяцее устройство установдено перед рабочей зоной, причем со стороны подачи заготовки над цепью 6 транспортера 7 расположен вибробункер 8 поштучной подачи заготовок и установлены ограничители 9 поперечного расположения заготовок на цепио Ограничители установлены симметрично под углом к рабочей зоне установки так, что линейный размер дпины заготовки соответствует длине ручья штампа 10,
00
Рабочая клеть (фиго2) установки состоит из плиты 11, на которой уста новлены нижняя 12 и верхняя 13 подушки, связанные между собой стяжками 14, создающими предварительно напряженную клеть, В пазах подушек на подшипниках установлены нижний-15 и верхний 16 роторыо По окружности каждого из роторов с равным шагом ус тановлены сегментные поворотные встаки 17 и 18о На поверхностях среза поворотных вставок закреплен штамп 10 и ловители 19 (фигоЗ)о На каждой вставке 17 имеется зуб 20 для зацепления с роликом 21 цепи транспортера 7 о Транспортер включает две ведомые звездочки 22 и натяжные ролики 23о Над транспортером 7 (фиго4 и 5) установлен приемный стол ,24 с канавками 25 для размещения в них цепи 6 Задающее устройство предназначено для автоматической подачи и укладки заготовок в ручей штампа, установленного в поворотной вставке 17о По желобу 26 из бункера 8 заготовка попадает в ориентатор 27, который задает ее в определенном положении по склизу 28о Склиз представляет собой четырехугольную изогнутую трубу со срезом на конце«
Кантователь 29 с ограничителями 30 расположен под срезом склиза 28 и имеет продольную ось вращения за счет кинематической связи с гидроцилиндром 31 двустороннего действия с односторонним штокомо С противоположной склизу стороны установлены (фиго5) два контактных датчика положения заготовки. Например, товарным знаком вверх установлен датчик 32, а товарным знаком вниз - датчик ЗЗо По обеим сторонам кантователя 29 (слева и справа по ходу заготовки) установлены (фигоб) прямой 34 и обратный (переворачивающий)35,склизы, сходящиеся в конце .у приемного стола 24 На последнем (фиго7) имеются канавки 36 для размещения цепи и резиновый приемник 37 с упорами 38 конечного положения заготовки на столе. Дпя съема заготовки с приемного стола каждое звено цепи 6 имеет захваты 39, выполненные в виде выемок по ширине заго
тонки, но глубже ее толщиныо
Для удержания цепи 6 от проскаль- , зывания в обратном направлении перед- няя звездочка 22 соединена с валом , ротора 15 ременной передачей.
15
0
5
ю 0
5
0
45
0
5
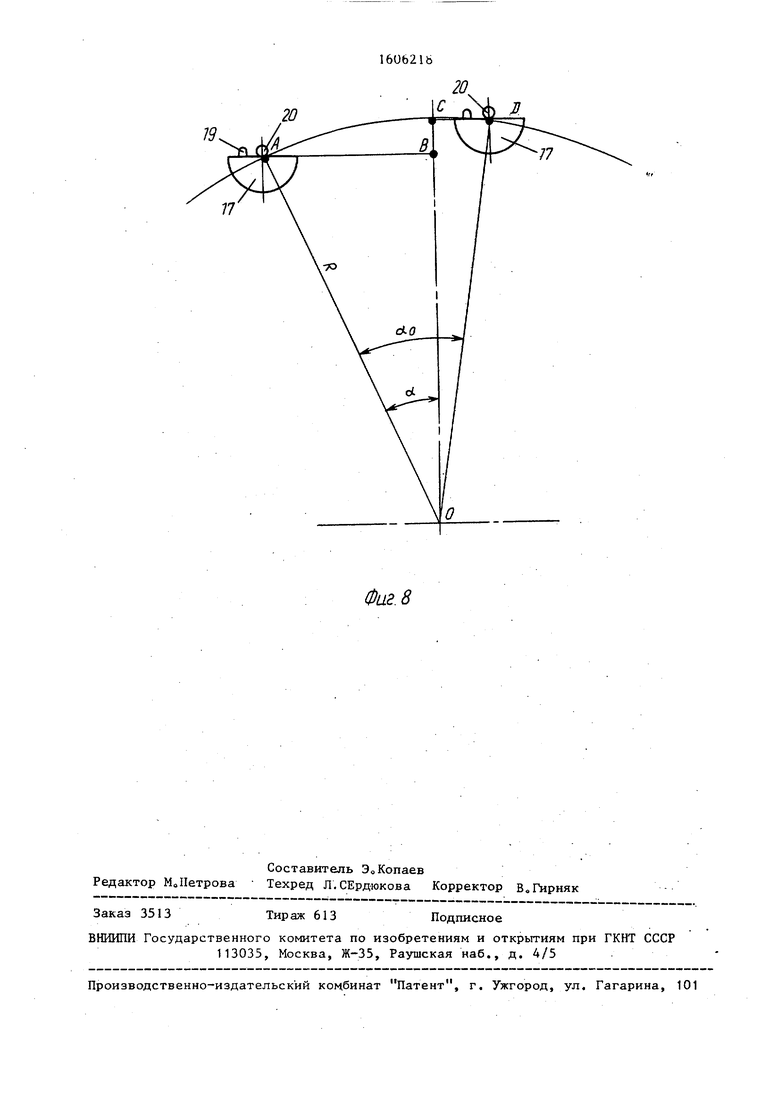
Шаг звена цепи 6 (фигоВ) равен t 2 R sin -- )
где R - расстояние между осями вращения ротора и вставки; ()6, - центральный угол между осями вращения соседних встаВОКо
Установка работает следующим образом
На вибробункера 8 заготовка (например, ключа) по желобу 26 поступает в ориентатор 27 Если заготовка идет большей головкой вперед, то, не пройдя половину дпины заготовки после желоба, она падает в раструб склиза 28о Если же заготовка поступает вперед меньшей головкой, то она перемещается по ориентатору 27 дальше пока большая головка ее не выйдет из желоба 26 и не устремится вниз по склизу 28 на приемный стол 24,, На этом столе заготовка большим рожком коснется одного из датчиков 32 или 33 положения. Электрический сигнал с датчика поступает на схему включения двустороннего гидроцилиндра 31, который своим штоком наклоняет кантователь 29 влево или вправо в зависимости от своего положения на приемном столе . (вверх или вниз товарным знаком), и заготовка скользит в прямой 34 или обратный 35 склизыо На выходе заготовка обязательно выходит товарным зна:ком вверх и попадает головками на резиновый приемник 37, заканчивающийся упорами 38, предохра- няющими выпадание заготовок из приемника 37 , Затем цепь 6 транспортера 7 попарными захватами 9 за ручку заготовки снимает ее с резинового приемника 37 и доставляет в рабочую зону установкио Заготовка, точно установленная по длине ограничителями 9, готова для укладки в штамп 10 очередной поворотной вставки 17 нижнего валкао
Синхронизация заготовки по ширине ручья штампа 10, осуществляется путем нахождения и установления оптимальной величины шага звена цепи 6о Это происходит за счет кинематической связи верхней 18 и нижней J7 поворотных вставок посредством ловителей 19 и зуба 20„,
Расстояние между плоскостями симметрии вставок при горизонтальном их1 положении определяется выражением
t АВ + CD R sin (X. + + R sin (oL,- ti) 2R sin
cos
(-1).
Как видно из формулы, величина t
при oi 2 достигает максимума
(t - °
маке
2R sin 2 интервалах
Ot( соответственно убывает и возрастаете
Таким образом, находящиеся на двух соседних поворотных вставках нижнего ротора 15 зубья 20 при о
(Хв
2 одновременно тянут цепь посредством роликов 21, а затем при дальнейшем движении поворотных вставок зуб первой (по ходу движения) вставки начинает опережать зуб последующей вставки, Тоео ролик 21 цепи начинает определяться, уходить впередо В это время вставку 17 в зоне ( и (- ) цепь тянет только зуб последующей поворотной вставкИо Поэтому величина шага звена цепи t 2R обязательно обеспечивает зацепление зуба 20 посредством ролика 21 с цепью, и заготовка, находящаяся на звене цепи 6 в захватах 39, оказывается точно ориентированной относительно ручья штампа 10 по.- дошедшей очередной поворотной вставки 17о В дальнейшем пара сближающихся поворотных вставок 17 и 18 производит обработку заготовки, достигая при pi о максимального сближения и следовательно, максимального формоизменения заготовки. После прохождения вертикали пара поворотных вставок 17 и 18 расходится и одновременно опускается и заготовка цепью вынимается из штампа 10о После этого ловители также выходят из контакта и каждая поворотная вставка устанавливается в исходное положение, например пружи).
1606218
нами о Заготовка при дальнейшем прохождении цепи попадает на следующую операцию.,
Формула изобретения
Установка. дпя непрерывного деформирования изделий, содержащая положенные один над другим два приводных ротора с параллельными осями их вращения, установленные в гнездах наружной поверхности каждого ротора с возможностью поворота вокруг своих
J5 осей, параллельных осям роторов,встаки с гнездами для размещения изделий, смонтированный между вставками верхнего и нижнего роторов с возможностью перемещения в направлении,
20 перпендикулярном плоскости осей вращения роторов, втулочно-цепной транспортер с ведомыми звездочками и натяжным роликом и задающее устройство в виде размещенного над транспортером
25 вибробункера, отличающаяся тем, что, с целью расширения -технологических возможностей, она снабжена закрепленным на вибробункере ориента- тором, установленным под ним кантова30 телем с гидроцилиндром, датчиком положения заготовки и приемным столом с канавкакш для размещения цепей транспортера, при этом на каждой из вставок выполнены ловитель и зуб, связан- ные с цепью транспортера, во вставках нижнего ротора выполнены канавки для размещения цепей транспортера, цепь транспортера выполнена с захватами для заготовок в виде выемок,
Q а шаг цепи равен
t 2 R sin )
где R - расстояние между осями вращения ротора и вставки; 45 о Центральньй угол между осями поворота соседниг. вставок
S-
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки деталей | 1988 |
|
SU1618490A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| Устройство для ориентации и выдачи штучных заготовок к роботизированному комплексу | 1987 |
|
SU1488078A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автоматическая линия изготовления стоек и рыхлительных лап культиваторов | 1986 |
|
SU1449219A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Установка для штамповки изделий | 1987 |
|
SU1459808A1 |
| Автоматическая линия изготовления изогнутых изделий из прутков | 1982 |
|
SU1060271A1 |

Изобретение касается обработки металлов давлением и относится к устройствам для правки слесарно-монтажного инстурмента предпочтительно сложной формы. Целью изобретения является расширение технологических возможностей за счет точной задачи и ориентирования заготовок без остановки процесса обработки. Установка содержит два расположенные один над другим ротора с поворотными вставками (В), каждая пара которых в рабочей зоне кинематически связана между собой и с цепью транспортера. Задающее устройство имеет вибробункер, ориентатор и кантователь, связанные между собой желобом и склизами. Исправляемые заготовки размещаются на движущемся транспортере, подаются к рабочей зоне и обрабатываются между верхней и нижней В при их сближении. Затем цепь транспортера снимает заготовку из углубления нижней В и передает ее к следующей технологической операции. Приводится математическая зависимость для определения шага цепи. 8 ил.
Фаг.
ВиЭ А
-28
30
Фиг. 6 Виде
27 36 25 37 38 6 L/
Фиг. 5
20
IB
Ъа
Фаг. 8
| Установка для штамповки изделий | 1987 |
|
SU1459808A1 |
