Изобретение относится к обработке металлов давлением, точнее к способам непрерьшной правки фасонного проката на машинах с качающимися обоймами.
Цель изобретения - увеличение производительности без возрастания динамических нагрузок и повьппение качества правки за счет обеспечения равномерности деформаций поверхностных волокон проката по периметру его сечения.
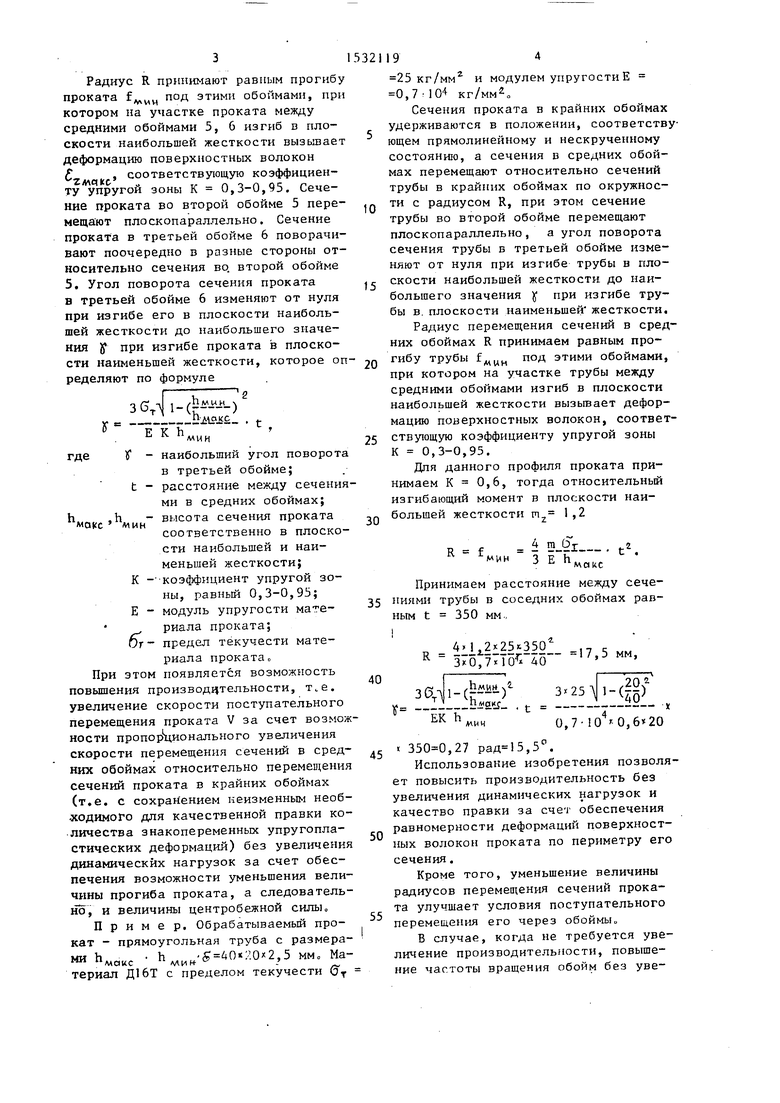
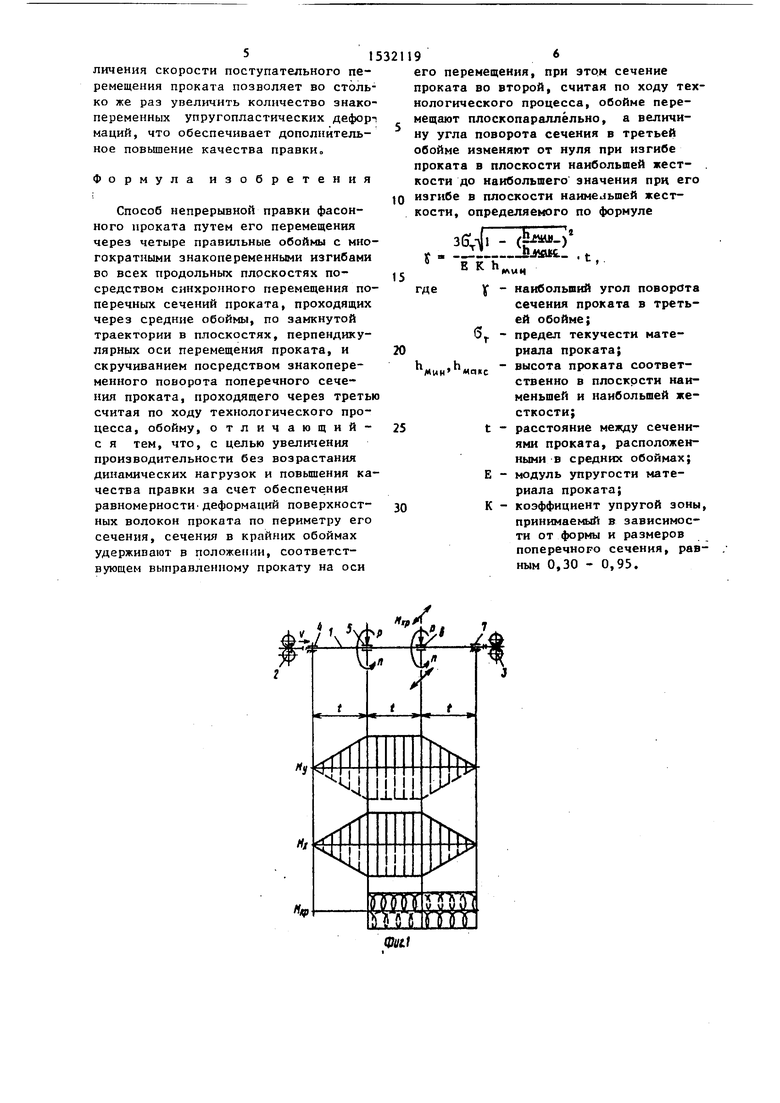
На фиг.1 изображена схема правки; на фиг.2 - положение сечений проката при его изгибе в плоскости наибольшей и наименьшей жесткости; на фнг.З - эпюры распределения напряжений и деформаций в сечениях; на фиг,4 - пример поперечного сечения проката.
Способ включает поступательное перемещение со скоростью V фасонного проката I с помощью подающих роликов 2, 3 через четыре правильные обоймы 4 - 7. Каждая обойма содержит холостые ролики, образующие закрытый калибр. Сечения проката в крайних обоймах 4, 7 удерживаются в положении, соответствующем прямолинейному и нескрученному состоянию. Сечения в средних обоймах 5, 6 перемещают по окружности в плоскостях, перпендикулярных оси поступательного перемещения проката 1 с радиусом R.
;о
Радиус R принимают равным нрогнбу проката под этими обоймами, при котором на участке проката между средними обоймами 5, 6 изгиб в плоскости наибольшей жесткости вызывает деформацию поверхностных волокон , соответствующую коэффициенту упругой зоны К 0,3-0,95, Сечение проката во второй обойме 5 перемещают плоскопараллельно. Сечение проката в третьей обойме 6 поворачивают поочередно в разные стороны относительно сечения во. второй обойме 5. Угол поворота сечения проката в третьей обойме 6 изменяют от нуля при изгибе его в плоскости наибольшей жесткости до наибольшего значения у при изгибе проката в плоскости наименьшей жесткости, которое определяют по формуле
2
)
Е К h
где
1Г t.h.
Maifc мин
мин
наибольший угол поворота в третьей обойме; расстояние между сечениями в средних обоймах; высота сечения проката соответственно в плоскости наибольшей и наименьшей жесткости; К - коэффициент упругой зоны, равный 0,3-0,95; Е - модуль упругости материала проката; иг предел текучести материала проката
При этом появляется возможность повышения производительности, т.е, увеличение скорости поступательного перемещения проката V за счет возможности пропорционального увеличения скорости перемещения сечений в средних обоймах относительно перемещения сечений проката в крайних обоймах (т.е. с сохранением неизменным необходимого для качественной правки количества знакопеременных упругопла- стических деформаций) без увеличения динамических нагрузок за счет обеспечения возможности уменьшения величины прогиба проката, а следователь- но, и величины центробежной силы,
Пример, Обрабатываемый прокат - прямоугольная труба с размера- h ,5 мм„ Ма- териал Д16Т с пределом текучести б т
10
15
20
25
30
1194
25 кг/мм и модулем упругости Е 0, кг/мм2.
Сечения проката в крайних обоймах удерживаются в положении, соответствующем прямолинейному и нескрученному состоянию, а сечения в средних обоймах перемещают относительно сечений трубы в крайних обоймах по окружности с радиусом R, при этом сечение трубы во второй обойме перемещают плоскопараллельно, а угол поворота сечения трубы в третьей обойме изменяют от нуля при изгибе трубы в плоскости наибольшей жесткости до наибольшего значения )( при изгибе трубы в. плоскости наименьшей жесткости.
Радиус перемещения сечений в средних обоймах R принимаем равным прогибу трубы дцц под этими обоймами, при котором на участке трубы между средними обоймами изгиб в плоскости наибольшей жесткости вызьгоает деформацию поверхностных волокон, соответствующую коэффициенту упругой зоны К 0,3-0,95,
Дпя данного профиля проката принимаем К 0,6, тогда относительный изгибающий момент в плоскости наибольшей жесткости п 1,2
5
R f
мин
4 га G j 3 ,
Mdkc
Принимаем расстояние между сечениями трубы в соседних обоймах равным t 350 мм., I
4Ч,2х25 с350 . . 7,5 мм.
3oji-f )
-тГ Ч Зх25Д|1-(§)
„Djifaxj- . t 1-11У- .к
К мии 0,7-10-0,
« ,27 ,5.
Использование изобретения позволяет повысить производительность без увеличения динамических нагрузок и качество правки за счет обеспечения равномерности деформаций поверхностных волокон проката по периметру его сечения,
Кроме того, уменьшение величины радиусов перемещения сечений проката улучшает условия поступательного перемещения его через обоймы„
В случае, когда не требуется увеличение производительности, повышение частоты вращения обойм без уве515321
личенич скорости поступательного перемещения проката позволяет во столько же раз увеличить количество знакопеременных упругопластических дефор- маций, что обеспечивает дополнитель- ное повьппение качества правки.
Формула изобретения
Способ непрерывной правки фасонного проката путем его перемещения через четыре правильные обоймы с многократными знакопеременными изгибами во всех продольных плоскостях посредством синхронного перемещения поперечных сечений проката, проходящих через средние обоймы, по замкнутой траектории в плоскостях, перпендикулярных оси перемещения проката, и скручиванием посредством знакопеременного поворота поперечного сечения проката, проходящего через третью считая по ходу технологического процесса, обойму, отличающий- с я тем, что, с целью увеличения производительности без возрастания динамических нагрузок и повышения качества правки за счет обеспечения равномерности деформаций поверхностных волокон проката по периметру его сечения, сечения в крайних обоймах удерживают в положении, соответствующем выправленному прокату на оси
196
его перемещения, при этом сечение проката во второй, считая по ходу технологического процесса, обойме перемещают плоскопараллёльно, а величину угла поворота сечения в третьей обойме измеияют от нуля при изгибе проката в плоскости наибольшей жест- . кости до наибольшего значения при его изгибе в плоскости наименьшей жесткости, определяемого по формуле
5
If -
3( - () IJ.- j J5ftK. , Е К h.
t,
IMU4
где
0
)f - наибольший угол поворота сечения проката в третьей обойме;
О. - предел текучести материала проката; высота проката соответственно в плоскости наименьшей и наибольшей жесткости;
t - расстояние между сечениями проката, расположенными в средних обоймах;
Е - модуль упругости материала проката;
К - коэффициент упругой зоны, принимаемый в зависимости от формы и размеров поперечного сечения, равным 0,30 - 0,95.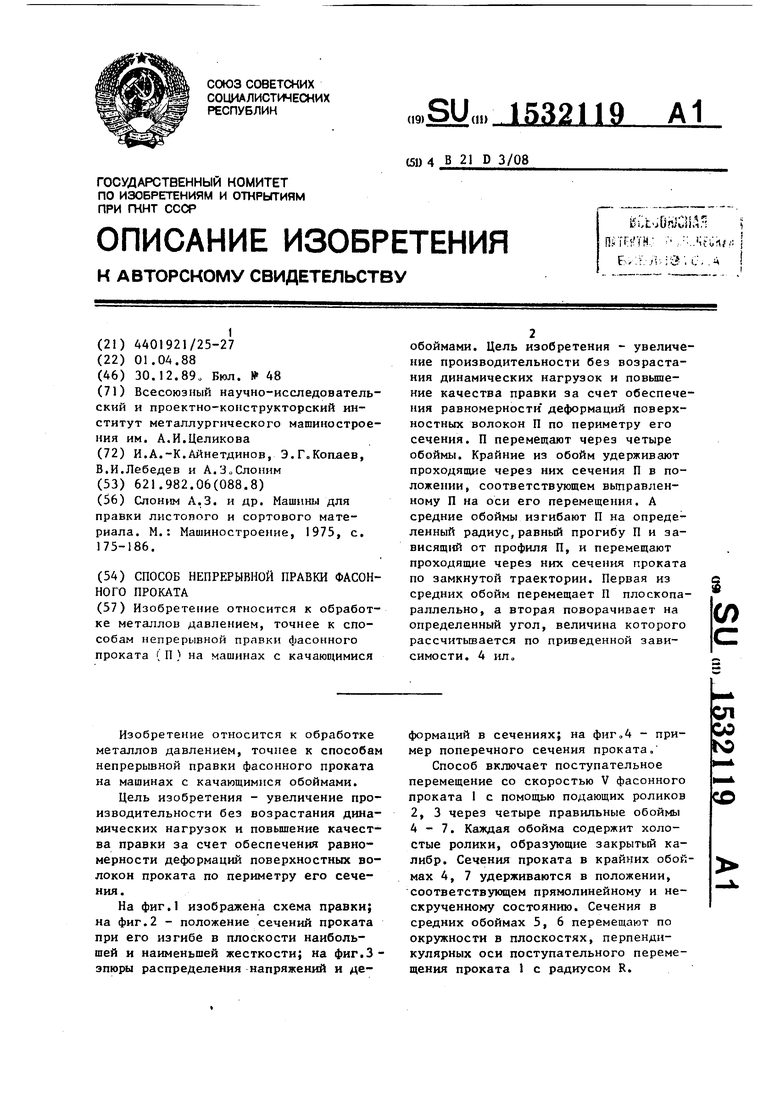
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки проката | 1988 |
|
SU1606220A1 |
| Устройство для правки проката | 1979 |
|
SU867454A1 |
| Способ винтовой правки изгибом | 1986 |
|
SU1388139A1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2001 |
|
RU2188092C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ РЕБРОВОЙ КРИВИЗНЫ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1037466A1 |
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| ПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2242312C2 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2003 |
|
RU2251463C2 |
Изобретение относится к обработке металлов давлением, точнее к способам непрерывной правки фасонного проката (П) на машинах с качающимися обоймами. Цель изобретения - увеличение производительности без возрастания динамических нагрузок и повышение качества правки за счет обеспечения равномерности деформаций поверхностных волокон П по периметру его сечения. П перемещают через четыре обоймы. Крайние из обойм удерживают проходящие через них сечения П в положении, соответствующем выправленному П на оси его перемещения. А средние обоймы изгибают П на определенный радиус, равный прогибу П и зависящий от профиля П, и перемещают проходящие через них сечения проката по замкнутой траектории. Первая из средних обойм перемещает П плоско параллельно, а вторая поворачивает на определенный угол, величина которого рассчитывается по приведенной зависимости. 4 ил.
У
4
HI
Нцр
4JJ.UL
Ц
Сечение npoKcifm в крайних ooouffax . 7
Фиг. г
Сенение проката в ofoune 5
Сечение проката 9 обойме 6
1 imax
ff Тху оС х 6zi
Откру- От изгиба и
7; 7 (ения кру(ения От изгиба
Фиг.З
| Слоним А.З | |||
| и др | |||
| Машины для правки листопого и сортового материала | |||
| М.: Машиностроение, 1975, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
