Изобретение относится к машиностроению, в частности к производству механизмов для подачи электродов в многоэлектродных сварочных и наплавочных аппаратах.
Целью изобретения является обеспечение стабильной подачи ленточных электродов при многоэлектродной сварке и наплавке.
На черте Ге представлено предлагае- мое устройство для подачи ленточных электродов, общий вид.
Устройство для подачи ленточных электродов содержит ведущий вал 1 с рифленым роликом 2, взаимодействующий с ним ведомый вал, выполненный в виде установленного на общей оси 3 с возможностью осевого перемещения набора дисков 4 со скосами, попарно сжатых осевыми пружинами 5. Между смежными поверхностями скосов пары взаимосжатых дисков 4 размещены прижимные ролики 6 с наружной цилиндрической поверхностью и внутренними скосами, поверхности которых выполнены в виде участков поверхности тора и контакти- руют с поверхностями скосов дисков 4, при- жимающие ленточные электроды 7 к поверхности рифленого ролика 2. Ось 3 размещена на подшипниках в подвижных подушках 8, перемещающихся в направля- ющих 9 под воздействием пружины 10, соединенной с корпусом 11, в котором на подшипниках установлен вал 1, кинематически связанный приводом механизма подачи электродов сварочного аппарата и осью 3, снабженной набором дисков 4 и прижимными роликами 6.
Устройство для пбдачи ленточных электродов работает следующим образом.
Ленточные электроды вводятся между рифленым роликом 2 и прижимными роликами 6. При этом в зависимости от толщины электродов 7 изменяется расстояние между валом 1 и осью 3 за счет деформации пружины 10. Требуемое усилие прижатия элек-
тродов 7 к рифленому ролику 2 обеспечивается предварительной деформацией пружин 10. При вра.щении вала 1 и кинематически связанной с ним оси 3 происходит подача ленточных электродов 7 в зону их плавления. При увеличении толщины одного из ленточных электродов 7 суммарное усилие деформации пружин 10 концентрируется на прижимном ролике 6, контактирующим с этим электродом, и происходит увеличение силы давления ролика 6 на поверхности скосов контактирующих с роликом дисков 4. что приводит к расклиниванию дисков 4, сопровождающемуся деформацией пружин 5. Контактирующий с указанным электродом прижимной ролик 7 смещается с оси вращения на величину увеличения толщины электрода 7. Это обеспечивает сохранение заданных условий взаимодействия других прижимных роликов 6 с ленточными электродами 7. При уменьшении толщины одного из ленточных электродов 7 суммарное усилие деформации пружин 10 концентрируется на прижимных роликах 6, контактирующих с остальными ленточными электродами 7, происходит расклинивание дисков 4 прижимными роликами 6 и смещение этих роликов на величину уменьшения толщины электрода 7, это обеспечивает прижатие этого электрода к рифленому ролику 2 и непрерывность его подачи.
Использование предлагаемого устройства для подачи ленточных электродов обеспечивает качественное формирование наплавленного металла за счет стабилизации скорости подачи электродных лент и повышение производительности сварки и наплавки за счет предотвращения потерь времени на удаление дефектных участков электродных порошковых лент.
Формул а и 3 о бретени я 1. Устройство для подачи ленточных электродов, содержащее ведущий вал с
рифленым подающим роликом, прижимные ролики, выполненные в виде установленных на общем ведомом валу подпружиненных дисков со скосами, осевыми пружинами, отличающееся тем, что, с целью обеспечения стабильности подачи ленточных электродов при многоэлектродной сварке и наплавке, прижимные ролики выполнены в виде кольцевых дисков с цилиндрической внешней и двухскосной внутренней поверхностями, каждый иэ ко0
торых установлен между двумя смежными дисками со скосами и с возможностью взаимодействия с ними посредством скошенных поверхностей.
2.Устройство ПОП.1, отличающее- с я тем, чтоловерхности внутренних скосов прижимных роликов выполнены в виде участков поверхности тора.
3.Устройство по пп. 1 и 2, о т л и ч а ю - щ е е с я тем, что диски выполнены из антифрикционного материала.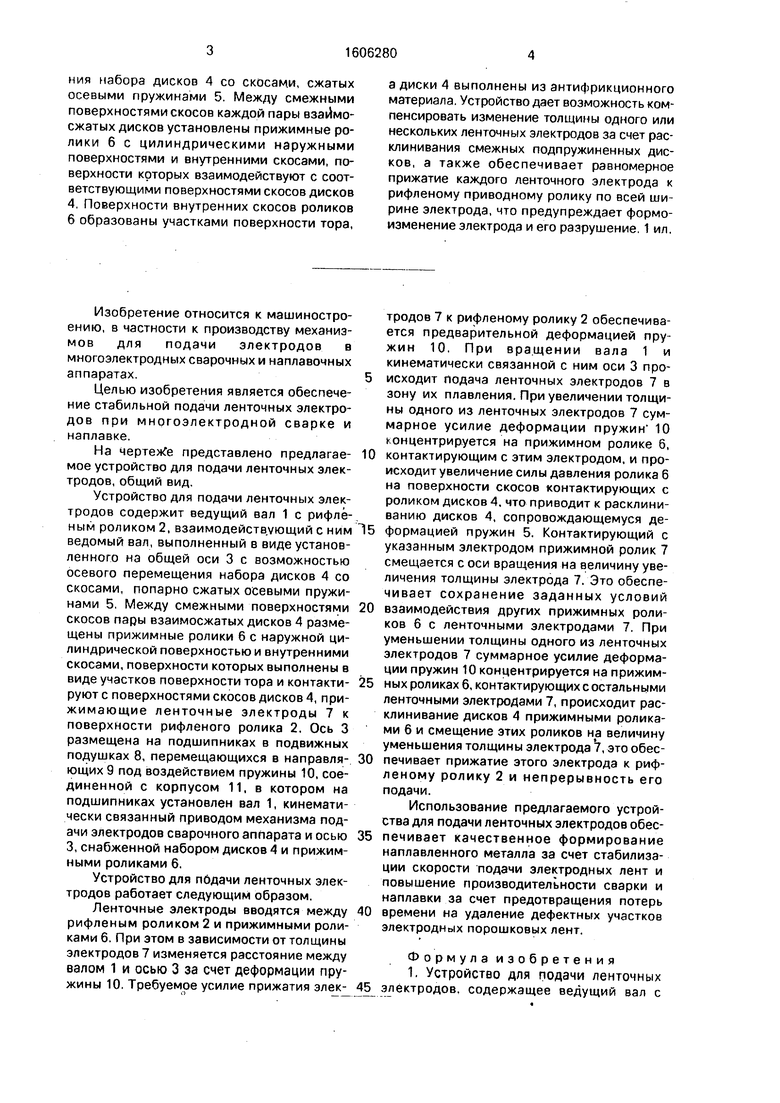
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи ленточных электродов | 1989 |
|
SU1660890A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| Устройство для подачи электродных проволок | 1981 |
|
SU967714A1 |
| Способ электроконтактной наплавки порошкообразных материалов | 1986 |
|
SU1459859A1 |
Изобретение относится к машиностроению, в частности к производству механизмов для подачи электродов в многоэлектродных сварочных и наплавочных аппаратах. Цель изобретения - обеспечение стабильной подачи ленточных электродов при многоэлектродной сварке и наплавке. Устройство для подачи ленточных электродов содержит ведущий вал 1 с рифленым роликом 2 и взаимодействующий с ним ведомый вал, выполненный в виде установленного на общей оси 3 с возможностью осевого перемещения набора дисков 4 со скосами, сжатых осевыми пружинами 5. Между смежными поверхностями скосов каждой пары взаимосжатых дисков установлены прижимные ролики 6 с цилиндрическими наружными поверхностями и внутренними скосами, поверхности которых взаимодействуют с соответствующими поверхностями скосов дисков 4. Поверхности внутренних скосов роликов 6 образованы участками поверхности тора, а диски 4 выполнены из антифрикционного материала. Устройство дает возможность компенсировать изменение толщины одного или нескольких ленточных электродов за счет расклинивания смежных подпружиненных дисков, а также обеспечивает равномерное прижатие каждого ленточного электрода к рифленому приводному ролику по всей ширине электрода, что предупреждает формоизменение электрода и его разрушение. 1 ил.

| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНЫХ ПРОВОЛОК | 0 |
|
SU310754A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
