Фиг. 2
где фиксирует его, прижимая к направляющей. Шпиндели, в которых в это время установлен режущий инструмент, сводят, заострен стержень с двух сторон для попадания в отверстия пластин при сборке. Затем обработанные стержни закладьшают в кассеты, а пластины - :в магазин, располагая каждую между витками шнеков-винтов При вращении шнеков пластины нанизываются с двух сторон на два поданных из кассет стержня. Происходит
сборка жеребеек. Собранная жеребейка перемещается механической рукой на ось шпинделей, в которых к этому времени устанавливают инструмент для формирования заклепочной головки. Инструмент выполнен в виде стержня с полусферическим углублением на рабочем торце. При сведении вращающихся шпинделей происходит нагрев стержня и его деформация с формированием заклепочной головки-. Двухстоечная , жеребейка готова. 1 з.п.ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическойСбОРКи узлА дЕТАлЕй | 1978 |
|
SU795851A1 |
| Установка для сборки и сварки жеребеек | 1981 |
|
SU1027002A1 |
| Автомат для сборки пластин с валиками | 1989 |
|
SU1646765A1 |
| Автомат для сборки | 1978 |
|
SU763032A1 |
| Устройство для сборки форм и простановки стержней | 1973 |
|
SU466947A1 |
| УСТРОЙСТВО ДЛЯ ВСКРЫТИЯ ПРОДУКТИВНОГО ПЛАСТА | 2008 |
|
RU2394154C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Автомат для сборки пластин коллек-TOPOB элЕКТРичЕСКиХ МАшиН B ТЕХНОлОги-чЕСКую ОбОйМу | 1979 |
|
SU838842A1 |
| Устройство для сборки под сваркуи СВАРКи издЕлий | 1979 |
|
SU846199A1 |
Изобретение относится к машиностроению и может быть использовано для сборочно-сварочных работ при изготовления жеребеек. Цель изобретения - обеспечение изготовления двухстоечных жеребеек. Устройство содержит станину, на которой установлены два шпинделя 2 со сменным инструментом 3, две кассеты 4 для стержней с отсекателями в виде звездочек, магазин 6 для пластин 7 с тремя шнеками 8. После загрузки кассеты стержнями включают электродвигателей для вращения шпинделей и привод распределительного вала. Звездочка-отсекатель выдает один стержень на направляющие. Затем механической руки зажимает стержень и перемещает его по направляющим на линию шпинделей, где фиксирует его, прижимая к направляющей. Шпиндели, в которых в это время установлен режущий инструмент, сводят, заостряя стержень с двух сторон для попадания в отверстия пластин при сборке. Затем обработанные стержни закладывают в кассеты, а пластины - в магазин, располагая каждую между витками шнеков-винтов. При вращении шнеков пластины нанизываются с двух сторон на два поданных из кассет стержня. Происходит сборка жеребеек. Собранная жеребейка перемещается механической рукой на ось шпинделей, в которых к этому времени устанавливают инструмент для формирования заклепочной головки. Инструмент выполнен в виде стержня с полусферическим углублением на рабочем торце. При сведении вращающихся шпинделей происходит нагрев стержня и его деформации с формированием заклепочной головки. Двухстоечная жеребейка готова. 1 з.п. ф-лы, 4 ил.
t
Изобретение относится к машинотроению и может быть использовано ля сборочно-сварочных работ при изготовлении жеребеек.
Цель изобретения - обеспечение изготовления двухстоечных жеребеек.
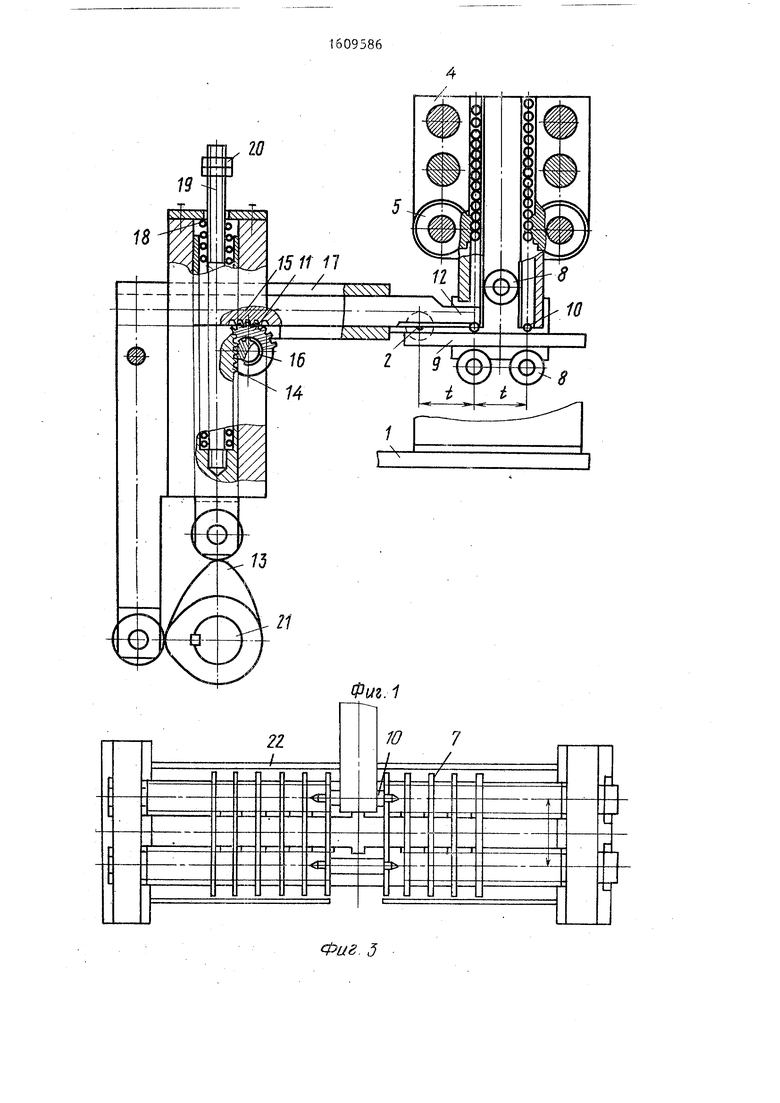
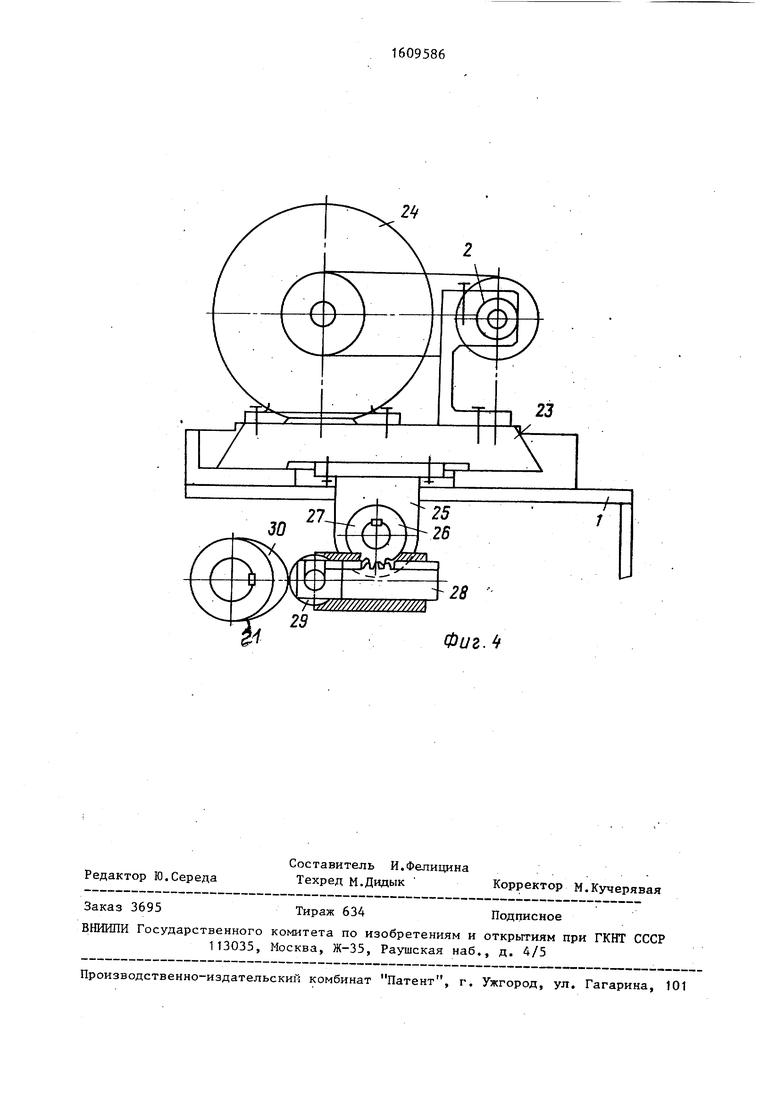
На фиг. .1 схематически изображено предлагаемо-е устройство; на фиг.2 - магазин для пластин и кассеты, на фиг. 3 - магазин для пластин, вид сверху на фиг. 4 - механизм сведе- 1ия и разведения шпинделей.
Устройство содержит станину 1, на которой установлены два шпинделя 2 со сменным инструментом 3, две кас- сет ы 4 для стержней с отсекателями в виде звездочки 5, магазин 6 для плас- .тин 7 с тремя шнеками 8, направляющие 9 для подачи стержней 10 от icac- сет 4 к шпинделям механической рукой 11с захватом 12 - каленой пленкой с, углублением под стержень в месте захвата. Кулачок 13 связан посредством реек 14 и 15 с блок-шестерней 16 и 17. Рейка имеет внутри прзпшну 18 и шпильку 19 с гайками 20 для обеспечения хода захвата 12 (35-60 мм). Отсекательные звездочки 5 связаны посредством кулачка (не показано) с распределительным валом 21.
Пластины 7 имеют отверстия для нанизывания их на стержни посредством шнеков-винтов В-, соответствующего кулачка (не показано), распределительного вала 21 и боковин 22 для ограничения с боков.
Механизм сведения и разведения шпинделей содержит ползушки 23, на каждой из которых установлен шпиндель 2 и электродвигатель 24, связанный ременной передачей со шпинде0
5
0
5
0
45
50
55
лем. Снизу каждой ползушки 23 крепится гайка 25, насаженная на винт 26 с правой и левой нарезками, имеющий на конце шестерню 27 со шпонкой, связанную посредством рейки 28, ролика 29 и кулачка 30 с .распределительным валом 21. Возврат рейки производится пружиной (не показано).
В случае использования устройст- , ва для сборки жеребеек различной высоты (высота жеребеек колеблется от 8 мм до 85 мм( кассеты для стержней устанавливают с возмозностью изменения расстояния между ними. С этой же целью направляюш 1е 9 выполняют
сменными.
Устройство работает следующим образом.
Заточка стержней. В шпиндели устанавливают режушяй инструмент. Кассета, находящаяся ближе к оси шпинделя, загружается стержнями одинаковой длины. Включаются два электродвигателя для вращения шпинделей и привод распределительного вала. Звеа- дочка-отсекатель выдает один стержень на направляюш 1е. Захват механической руки зажимает стержень и перемещает по направляюшлм 9 на линию ш.пинделей, где фиксирует его, прижимая к направляющей. Шпиндели сводят, протачивая и заостряя стержень с двух сторон для точного попадания в отверстия пластин при сборке.
Механическая рука отпускает обработанный стержень и берет новый. Цикл повторяется. Время заточки 1-2 с.
Сборка и сварка жеребеек трением. Обработанные стержни закладываются в обе кассеты, пластины в магазин, располагая каждую пластину между витками шнеков-винтов.
Включаются все три электродвига- теля. Шнек-винт делает пол-оборота, пластины перемещаются на определенный шаг, при этом две пластины нанизьшают- ся с двух сторон на два поданных из кассет стержня, т.е. происходит сборка жеребейки.
Механическая рука собранную жеребейку за первый стержень перемещает на ось вращающихся шпинделей, где установлен инструмент для формирования на стержне заклепочной головки, выполненный в виде стержня с norfy- сферическим углублением на рабочем торце. Шпиндели сводят, происходит нагрев стержня и его деформация с формированием заклепочной головки. Механическая рука оставляет обработанный стержень, берет второй, передвигает его на линию шпинделей и снова производится формирование за- клепочной головки. Двухстоечная жеребейка готова. Цикл изготовления 3,5-4 с.
Таким образом, предлагаемое устойство обеспечивает производительость и качество изготовления жере- еек.
Форм у л а изобретения 1. Устройство для нагрева металла рением, включающее установленный
1609586
0
с возможностью вращения и осевого перемещения инструмент, выполненный в виде стержня с полусферическим углублением на рабочем торце, отличающееся тем, что, с целью обеспечения изготовления двух- стоечных жеребеек, оно снабжено станиной, двумя приводными шпинделями для установки инструмента, расположенными на станине соосно с возможностью возвратно-поступательного перемещения, двумя кассетами с приводными отсекателями для стержней, магазином для пластин, выполненным в виде установленных параллельно оси шпинделей трёх приводных шнеков с противоположны направлением витков на концах, направляющими, приводной ме- 0 ханической рукой для подачи стержней по направляющим от кассет на линию оси шпинделей и их фиксации на направляющих при обработке и соединении с пластинами, а также режущ Л{ инструментом, при этом инструмент выполнен сменным.
5
5
Фиг. 5
Фыг.1
24
Фuг. i
| Пневмогидравлический аккумулятор | 1982 |
|
SU1070346A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ТРЕН Д™ НАГРЕВА МЕТАЛЛА | |||
