Вид А (nodepHijmo)
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для роторной двусторонней обработки сферических неконцентрических поверхностей оптических деталей | 1987 |
|
SU1609619A1 |
| Станок для двусторонней обработки оптических деталей с криволинейными поверхностями | 1985 |
|
SU1346399A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| Устройство для обработки отверстий | 1989 |
|
SU1726158A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Станок для обработки криволинейных поверхностей оптических деталей | 1981 |
|
SU992168A1 |
| Станок для роторной двухсторонней обработки сферических концентрических поверхностей | 1986 |
|
SU1530414A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1982 |
|
SU1060431A1 |
| Станок для обработки шариков | 1982 |
|
SU1093496A1 |
Изобретение относится к механической обработке сферических поверхностей оптических деталей и может быть использовано в приборостроении при изготовлении оптических линз. Цель изобретения - уменьшение габаритов станка. Станок для роторной двусторонней обработки сферических неконцентрических поверхностей оптических деталей содержит инструментальные шпиндели 5 и 8 для обработки соответственно внутренней и наружной поверхности оптической детали, два транспортирующих элемента, выполненных в виде барабанов 1 и 11 с рабочими гнездами. Барабан 1 установлен в барабане 11 коаксиально. Между рабочими поверхностями барабанов 1 и 11 соосно с их гнездами размещен накопительный лоток. Шпиндели 5 и 8 установлены соосно с возможностью вращения относительно оси OO. Ось OO расположена под углом к оси OЪOЪ вращения барабанов 1 и 11 и пересекается с ней. Точка пересечения осей OO и OЪOЪ расположена в горизонтальной плоскости симметрии барабанов. 3 ил.
12
17 75,
13
Фиг. 2
9 О
Ю
05
о: 00
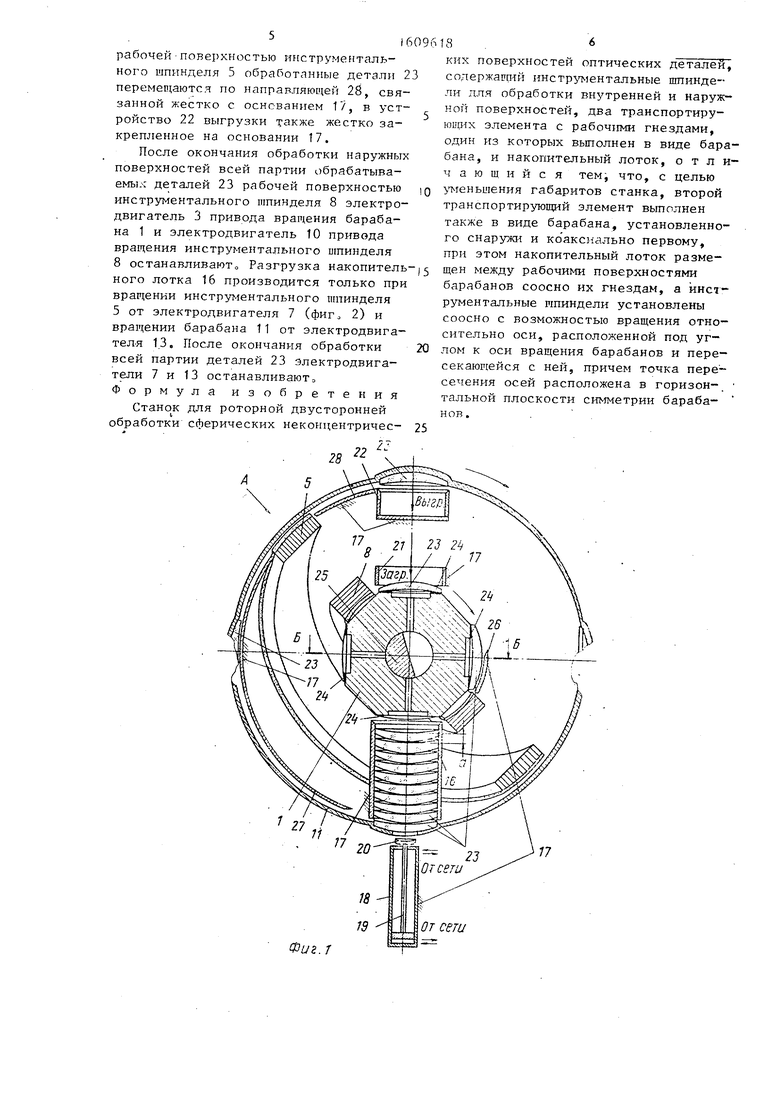
Изобретение относится к мехяничес гой обработке сферических поверхностей оптических деталей и может быть использовано в приборостроении при изготовлепии оптических линз..
Цель изобретения - уменьшение габаритов станка.
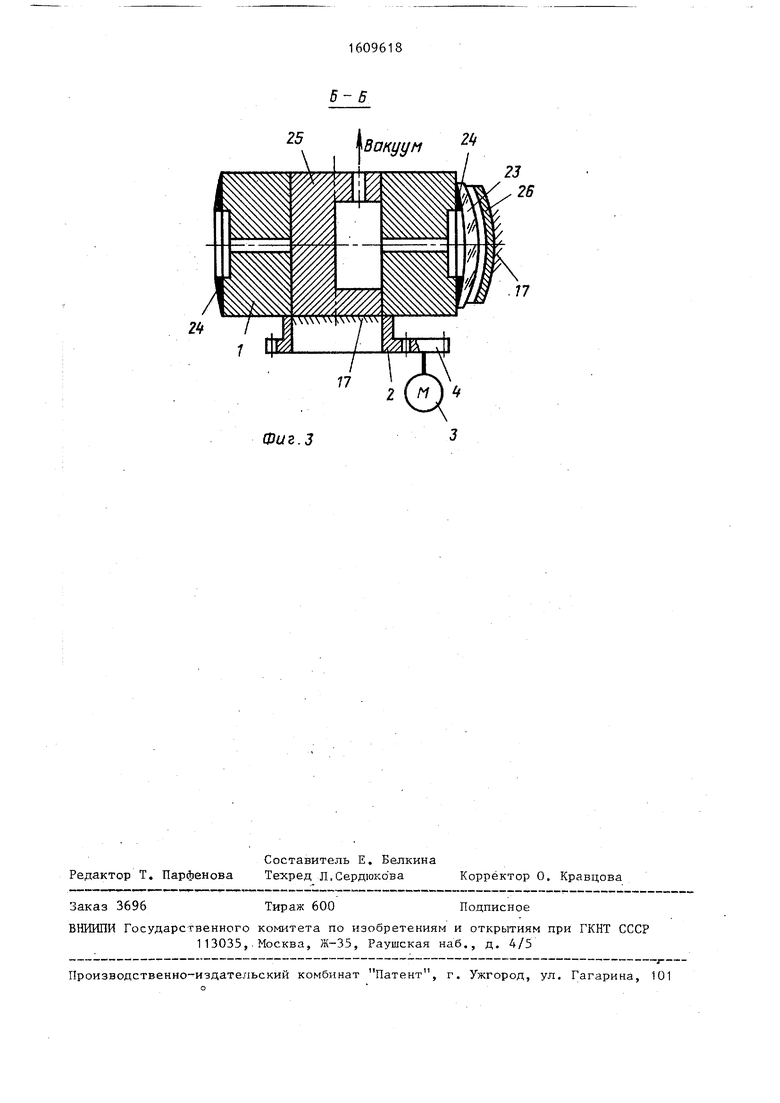
На фиг. 1 представлено предлагаемое устройство, продольный разрез в плоскости, перпендикулярной оси врщения транспортирующих устройств; на фиг о 2 - вид Л на фиг„ 1; на фиг.З - разрез Б-В на фиг. 1„
Станок для роторной двухсторонней обработки сферических поверхностей оптических деталей содержит транспор тирую1цирЧ элемент, вьгполненный в виде барабана 1 с гнездаг-гн,, жестко связанного с шестерней 2, вращшощейся от приводного электродвигателя 3 с шес- терней 4, инструментальный шпиндель 5 с наружной рабочей поверхностью, жестко связанный с оправкой 6, вращающейся от электродвигателя 7, инст рументальный шпиндель 8 с внутренней рабочей поверхностью, жестко связанный с оправкой 9j вращающейся от электродвигателя 10, транспортиру- . ющий элемент, выполнен1 ый в виде барабана 11 с гнездами, соединенный жестко с шестерней 12., вращающейся от электродвигателя 13 с шестерней 14 через шестерню 15„ Станок содержи также накопительный лоток 16, установленный жестко на основании 17, между рабочими поверхностями барабанов 1 и 11, соосно с их гнездами 4, гидроцилиндр 18 со щтоком 19 и опорной чадикой 20, устройство 21 загрузки и устройство 22 выгрузки.
Для закрепления деталей 23 на барабане 1 установлены резиновые прокладки 24, а для открепления деталей 23 после обработки инструментальным шпинделем 8 внутри барабана 1 неподвижно на основании 17 установлен замок 25„ Станок содержит также направляюгще 26-28, жестко связанные с основанием 17. Барабан 1 установлен в барабане 1 коаксиально, Инструментальные шпиндели 5 и 8 установлены соосно с возможностью вращения относительно оси 00, расположенной под углом к оси вращения О О барабанов 1 и 11. Точка пересечения осей 00 и О О расположена ч горизонтальной плоскости симметрии барабанов 1 и 1 1 .
0 5
0 5
0
5
Оанок работает след.уюгшм образом.
Нарабан 11 устлилплипается так, чтобы ось симметрии отверстия судного из рабочих гнезд совпала с осью симметрии гидродилиндра 18, установленного неподвижно на основании 17. Рабо- ч:ьто среду от сети подают в бесштоко- вую полость гидроци.пиндра г 18 (фиг.1) пока шток 19 не достигнет крайнего верхнего положет1ия,. Включают вакуумный насос (фиг. 3 не показан). Обрабатываемую деталь 23 устанавливают в загрузочное устройство 21 и закрепляют на барабане 1 при помопш резиновых прокладок 24 о Включают электродвигатель 10 привода инструментального шпинделя 8 (фиг. 2), а также электродвигатель 3 (фиг 3) привода барабана 1. При вра1 |;ении барабана 1 обрабатываемые детали «устанавливают поштучно в загрузочное устройство 21 при совмещении, последнего со свободным рабочим гнездом -. Обрабатываемые детали 23 перемещаются относительно врагцающейся рабочей поверхности инструментального шпинделя 8. После выхода из зоны контакта с рабочей поверхностью инстрлт ентального шпинделя 8 происходит отсечение вакуума замком 25, и деталь 23 попадает в накопительный лоток 16 на опорную чашу 20, Под собственным весом деталь 23 переместится на.величину а (фиг.1), при этом из бесштоковой полости гидродилиндра 18 вытесняется соответствующее этому перемещению количество рабочей среды. Накопление деталей 23 происходит до тех пор, пока не заполнится накопительный лоток 16. После установления детали 23 в рабочем гнезде барабана 11 всю рабочую среду вытесняют из бесштоковой полости гид- роцилиндра 18 и шток 19 с опорной резиновой чашей 20 отводится в крайнее нижнее положение. Включают электродвигатель 7 (фиг, 2) привода инструт-1ен- тального шпинделя 5 с наружной рабочей поверхностью, а также электродвигатель 13 привода барабана 11. При этом барабаны 1 и 11 вращаются синхронно в одну сторону вокруг оси, проходящей через центр обрабатываемых сферических поверхностей.
Обрабатываемые детали 23 перемещаются в рабочих гнездах барабана 11 по направляющей 27, установленной непо..ц- вижно на основании 17 в зоне обработки. После вьосода из зоны контакта с
f6
рабочейповерхностью инструментального шпинделя 5 обработанные детали 2 перемещаются по направляющей 28, связанной жестко с основанием Г/, в устройство 22 выгрузки также жестко за- крепленное на основании 17.
После окончания обработки наружных поверхностей всей партии обрабатываемых деталей 23 рабочей поверхностью инструментального шпинделя 8 электродвигатель 3 привода вращения барабана 1 и электродвигатель 10 привода вращения инструментального шпинделя 8 останавливаюто Разгрузка накопительного лотка 16 производится только при вращении инструментального шпинделя 5 от электродвигателя 7 (фиг. 2) и вращении барабана 11 от электродвигателя 13. После окончания обработки всей партии деталей 23 электродвигатели 7 и 13 останавливают о Формула изобретения
Стано к для роторной двусторонней обработки сферических неконцентричес/J
Фиг. г
9i
5
ких поверхностей оптических деталей, содержащий инструментальные шпиндели для обработки внутренней и наружной поверхностей, два транспортирующих элемента с рабочими гнездами, один из которых вьшолнен в виде барабана, и накопительный лоток, отличающийся тем, что, с целью тченьшения габаритов станка, второй транспортирующий элемент выполнен также в виде барабана, установленного снаружи и ко аксиально первому, при этом накопительный лоток размещен между рабочими поверхностями барабанов соосно их гнездам, а инструментальные шпиндели установлены соосно с возможностью вращения относительно оси, расположенной под углом к оси вращения барабанов и пересекающейся с ней, причем точка пересечения осей расположена в горизон- тальной плоскости симметрии бараба- нов.
25
77
25
Фиг.З
Составитель Е. Белкина Редактор Т. Парфенова Техред Л.Сердюко ва Корректор О. Кравцова
Заказ 3696
Тираж 600
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035,. Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
lit
23
Подписное
| Способ роторной двусторонней обработки сферических поверхностей | 1986 |
|
SU1530415A1 |
