Изобретение относится к сварке, в частности газопрессовой, и может найти широкое применение в производстве теплообменников в виде изогнутого U-образного трубчатого элемента, на который насажены параллельные друг другу пластины. Изобретение может найти широкое применение в отраслях народного хозяйства для сварки изделий подобного типа.
Цель изобретения - расширение технологических возможностей путем обеспечения сварки калача с трубчатыми элементами теплообменников, повышение качества сварного соединения и производительности путем автоматизации процесса сборки, ориентирования и центрирования калача и трубчатых элементов пластинчатого теплообменника.
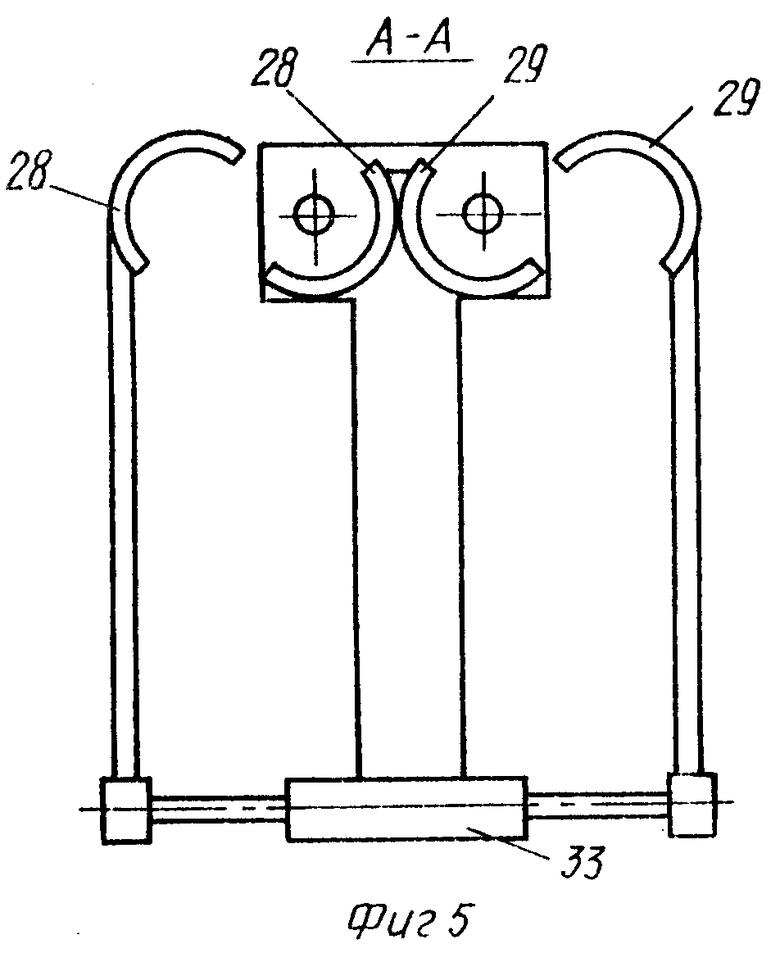
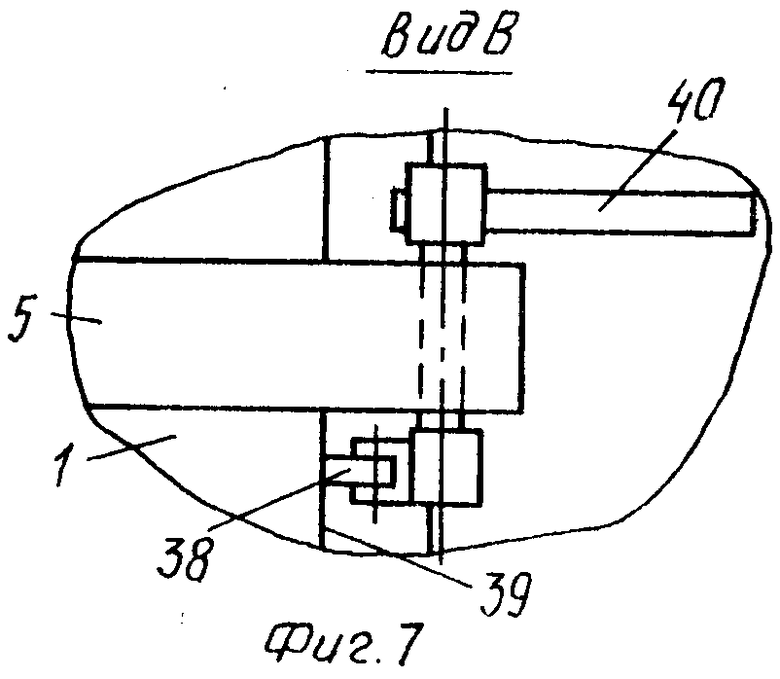
На фиг.1 показана кинематическая схема газопрессовой машины после загрузки калача теплообменника в ложемент его захвата и перед загрузкой трубчатого элемента с пластинами в ложемент другого захвата; на фиг.2 - кинематическая схема газопрессовой машины в момент состыковки калача и трубчатого элемента с пластинами теплообменника и установки газовой горелки в месте стыка, подлежащего сварке; на фиг.3 - кинематическая схема газопрессовой машины в момент окончания сварки стыка теплообменника; на фиг.4 - захват с прижимом для калача теплообменника и установочный упор для трубчатого элемента с пластинами теплообменника в момент перед сваркой, вид сверху; на фиг. 5 - разъемные газовые горелки (разрез А-А на фиг.1); на фиг.6 - ложемент с прижимами захвата для трубчатого элемента с пластинами теплообменника (разрез Б-Б на фиг.1); на фиг.7 - вид В на фиг.2.
Предлагаемая машина для газопрессовой сварки содержит основание 1, на параллельных направляющих 2 и 3 которого с возможностью продольного перемещения установлены два захвата в виде подпружиненных кареток 4 и 5 соответственно с прижимами 6 и 7. Каретка 8 механизма осадки насажена на направляющую 2 с возможностью продольного перемещения контактирования с кареткой 4 захвата калача 9 пластинчатого теплообменника. Привод 10 механизма осадки связан с плечом 11 двуплечего рычага, ось 12 качания которого заделана в основании 1. Другое плечо 13 этого рычага жестко связано с полкой 14 Г-образного прижима 6, которая подпружинена к каретке 8 механизма осадки и шарнирно заделана в ней с помощью оси 15. Упор 19 механизма осадки выполнен в виде Г-образной каретки, одна подпружиненная полка 16 которой размещена на наплавляющих 17, параллельных направляющей 2, между электромагнитом 18, заделанным в основании 1, и кареткой 4 захвата калача 9 между упором 19 в ней и контактным датчиком 20, связанным электрически с блоком 21 управления. Другая полка 22 каретки упора механизма осадки через рычаг 23, шарнирно закрепленный на ней с помощью оси 24 и оси 25 на каретке 4 захвата калача 9, и поводок 26 связана с кареткой 27 механизма подвода и отвода разъемных горелок 28 и 29. Каретка 27 установлена на направляющих 30 в основании 1 параллельных направляющих 17 и 2 и подпружинена к упору 31. На каретке 27 установлен механизм 32 колебания горелок 28 и 29, который несет их и привод 33 их разъема. Каретка 5 захвата трубчатого элемента 34 с пластинами теплообменника установлена на направляющих 3 перед установочным упором 35, который, подобно каретке 5 захвата трубчатого элемента 34 с пластинами теплообменника, подпружинен относительно основания 1 навстречу каретке 4 захвата калача 9 и снабжен контактным датчиком 36, электрически связанным с блоком управления 21. Каретка 5 кроме привода 37 прижимов 7 несет привод своего перемещения, который выполнен в виде двуплечего рычага, поворотно закрепленного в ней своей средней частью перпендикулярно направляющей 3 ее перемещения. Однако плечо 38 этого рычага упорно относительно упора 39 заделано в основании 1, а другое 40 со стороны загрузки трубчатого элемента 34 выполнено свободным и несет пластинчатую пружину. Обе каретки 4 и 5 соответственно захватов калача 9 и трубчатого элемента 34 несут соответствено ложементы 41 и 42, соосные друг другу. Для осуществления автоматической загрузки калача 9 в ложемент 41 каретки 4 в основании 1 машины заделаны регулируемые упоры 43 для каретки 4 и 44 для каретки 8 механизма осадки, с помощью которых задают требуемую величину ходов каждой из кареток. Ход каретки 8 больше хода каретки 4 на величину места зажима калача 9. Установочный упор 35 поворотно закреплен на оси 45.
Предлагаемая машина для газопрессовой сварки работает следующим образом.
В начальный момент каретка 8 с прижимом 6, а вместе с ними и подпружиненная каретка 4 захвата калачей 9 находятся в крайнем (левом) положении, которое ограничивает регулируемые упоры 44 для каретки 8 механизма осадки и 43 для каретки 4. Совместно с кареткой 4 полка 16 Г-образного упора осадки выведена влево из зоны действия электромагнита 18, а каретка 27 подвода и отвода горелок 28 и 29 под действием своей пружины поджата к упору 31 в основании 1 машины, поэтому газовые горелки 28 и 29 совместно с механизмом колебания 32 в разведенном состоянии (см. фиг.5) выведены из зоны свариваемого стыка. При этом каретка 5 под действием своей пружины также находится в крайнем левом положении, одно плечо 38 двуплечего рычага привода этой каретки контактно поджато к упору 39 в основании 1, а другое 40 (пластинчатая пружина) поднято вверх. Приводные пружины 7 ложемента 4 каретки 5 находятся в разжатом состоянии (фиг.6). В левом положении под действием своей пружины находится и установочный упор 35, датчик 36 которого разомкнут, т.е. ложементы 41 и 42 готовы для принятия калачей 9 и трубчатых элементов 34 с пластинами теплообменника. В ложемент 41 каретки 4 укладывают первый калач 9, в ложемент 42 каретки 5 - трубчатый элемент 34. При этом элемент 34 с пластинами опирается кроме ложемента 42 на установочный упор 35 (фиг.4) и пластинчатую пружину плеча 40 двуплечего рычага (фиг.2), который под действием веса, разворачиваясь своей средней частью, другим плечом 38, упираясь в упор 39 основания 1, перемещает каретку 5 вправо до упора ложемента 42 в первую пластину трубчатого элемента 34. Изгибаясь под действием веса трубчатого элемента 34, пластина 40 касается датчика (не обозначен), который подает сигнал на блок 21 управления, замыкающего прижимы 7. Таким образом трубчатый элемент 34 зафиксирован и прижат в ложементе 42 так, что расстояние от торцов его трубок до первой пластины полностью используется для размещения горелок 28 и 29. После размещения калача 9 в ложементе 41 срабатывает другой датчик (не показан), который дает сигнал блоку 21 управления на включение привода 10, шток которого, перемещаясь влево (фиг.2), разворачивает вокруг оси 12 двуплечий рычаг, плечо 11 которого также перемещается влево, а плечо 13 вправо, перемещая по направляющей 2 каретку 4 механизма осадки с прижимом 6. Как только каретка 8 в процессе своего перемещения вправо коснется каретки 4 захвата калача 9, пружина начнет сжиматься, а рычаг 14 прижима 6 повернется вокруг оси 15 и коснется калача 9. Далее каретки 8 и 4 перемещаются совместно до упора торцов калача 9 в торцы трубчатого элемента 34 с пластинами теплообменника. Поскольку калач 9 лежит в ложементе 41 свободно, а установочный упор 35 закреплен на поворотной оси 45, в процессе дальнейшего перемещения кареток 8, 4 и 5 вправо калач 9 и трубчатый элемент 34 будут под действием продольной силы от блока 21 ориентироваться и займут соосное положение с плотным прилеганием друг к другу по торцам. В процессе дальнейшего совместного перемещения кареток 8, 4, 5 до контакта трубчатого элемента 34 и упора 35 пружина этого упора начинает противодействовать с большей силой, в результате чего полка 14 прижима 6 продолжает разворачиваться вокруг оси 15 в сторону калача 9 и прижимает его с большей силой. Теперь уже калач 9 зафиксирован окончательно, а каретки 8, 4, 5 продолжают перемещение вправо до замыкания упора 35 с датчиком 36. Одновременно каретка 4 захвата калача 9, перемещаясь по направляющей 2, перемещает полку 16 каретки упорного элемента осадки, которая закреплена на ней, входя в зону действия электромагнита 18. Вместе с каретками 4 и полкой 16 Г-образной каретки упорного элемента осадки перемещается по направляющим 30 на основании 1 и каретка 27, которая связана с полкой 22 Г-образной каретки упорного элемента осадки через поводок 26, закрепленный на ней, и рычаг 23, связывающий каретку 4 захвата калача 9 и плечо 22 Г-образной каретки упорного элемента осадки. Совместно с кареткой 27 вправо до стыка перемещаются газовые горелки 28 и 29, которые совместно с механизмом колебания 32 размещены на этой каретке. В момент касания упора 35 в процессе совместного перемещения кареток 8, 4, 5 датчик 36 подает сигнал блоку 21 управления, который включает привод 33 замыкания горелок 28 и 29, открывает клапаны системы газоснабжения (не показаны) и электромагнит 18, который притягивает к себе полку 16, т.е. останавливает ее и она уже начинает работать как упор, задавая величину хода осадки. По мере разогрева металла в стыке и наличия продольного усилия от привода (фиг.3) 10 осуществляется процесс осадки в результате перемещения каретки 4 захвата калача 9 относительно полки 16 каретки упора осадки по направляющим до касания датчика 20 на каретке 4 с полкой 22 Г-образной каретки упорного элемента осадки. При этом рычаг 23, закрепленный на оси 25 каретки 4, разворачивается вокруг оси 24 на плече 22 Г-образной каретки упорного элемента осадки и через поводок 26 перемещает каретку 27 с горелками 28 и 29 совместно со свариваемым стыком калача 9 с трубчатыми элементами 34 теплообменника. Как только сработал датчик 20, подается сигнал на блок 21 управления, который отключает газ, размыкает горелки 28 и 29, включает привод 10, который развернет вокруг оси 12 двуплечий рычаг в обратном направлении, в результате чего плечо 11 - вправо, а плечо 13 - влево и развернет полку 14 Г-образного прижима 6 вокруг оси 15, освобождая калач 9, после чего под действием того же плеча 13 каретка 8 механизма осадки начинает перемещаться по направляющей 2 влево до упора 44, а следом за ней под действием своей пружины - и каретка 4 из-под калача 9. При этом датчик 20 месте с кареткой 4 выходит из контакта с полкой 22 Г-образной каретки упорного элемента осадки и подает сигнал блоку 21 управления на выключение электромагнита 18, и полка 16 той же каретки упорного элемента, контактируя с кареткой 4 через упор 19, по направляющей 2 уходит также влево до упора 43 (фиг.1). Одновременно каретка 4 и полка 16 Г-образной каретки упорного элемента осадки через рычаг 23, шарнирно закрепленный на каретке 4 и полке 22, перемещают также влево и каретку 27, несущую горелки 28 и 29, т.е. выводят их из зоны сварки. Одновременно с перемещением каретки 4 влево продольное усилие с изделия снимается и упор 35 своей пружиной отжимается от датчика 36, который подает сигнал на блок 21 управления на раскрытие приводных прижимов 7. Затем манипулятором (не показан) готовый теплообменник удаляют из каретки 5 его захвата, при этом пластинчатая пружина 40, освобождаясь от его веса, поднимается, разворачивая при этом в обратную сторону двуплечий рычаг 38 и перемещая ее тем самым по направляющим 3 под действием ее собственной пружины влево. Таким образом, установка готова к загрузке следующего калача 9 и трубчатого элемента 34 с пластинами теплообменника.
Предложенная машина для газопрессовой сварки по сравнению с прототипом позволяет осуществлять приварку калачей к трубчатым элементам с пластинами теплообменника в автоматическом режиме с повышением качества сварного соединения. При этом автоматизация процессов сборки, центрирования и ориентирования позволяет значительно повысить производительность процесса, а прижим заготовок относительно друг друга в два приема полностью исключает наличие зазора между торцами заготовок, что обеспечивает высокое качество соединения при газопрессовой сварке в пластическом состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для газопрессовой сварки | 1979 |
|
SU821099A1 |
| Агрегат для сборки и сварки пространственных конструкций | 1977 |
|
SU725857A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Машина для газопрессовой сварки | 1961 |
|
SU143299A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Механизм прижима | 1988 |
|
SU1532262A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Передвижной стенд для ремонта думпкаров | 1989 |
|
SU1673239A1 |




Использование: для производства пластинчатых теплообменников с трубчатыми элементами, а также при сварке изделий аналогичной конструкции. Сущность изобретения: машина содержит смонтированные на основании 1 захваты, механизм осадки с кареткой 8 и приводом 10, прижимы 6 и 7, горелки 28 и 29 с механизмом колебания 32, механизмы 23, 27 подвода и отвода горелок, установочный упор 35 и упор 19 механизма осадки, ложементы 41 и 42 для трубчатых элементов и калача 9. Каретка 5 снабжена приводом 37, выполненным в виде двуплечего рычага, одно плечо 38 которого установлено с возможностью контактирования с основанием 1, а другое 40 выполнено в виде пластинчатой пружины и оснащено контактным датчиком 36. Механизм осадки снабжен двуплечим рычагом 11, 13, электрически связан с блоком 21 управления. Прижим 6 выполнен Г-образным и шарнирно закреплен на каретке 8. Машина снабжена электромагнитом 18, упор 19 механизма осадки электрически связан с блоком 21 управления, а установочный упор 35 подпружинен относительно основания 1. 7 ил.
МАШИНА ДЛЯ ГАЗОПРЕССОВОЙ СВАРКИ, содержащая смонтированные на основании захваты, выполненные в виде установленных на параллельных направляющих с возможностью перемещения кареток, механизм садки с кареткой и приводом, прижимы для изделия, горелку с колебателем, механизм подвода и отвода горелки, связанные между собой блоком управления, установочный упор и упор механизма осадки, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения сварки калача с трубчатыми элементами теплообменников, повышения качества сварного соединения и производительности путем автоматизации процесса сборки, ориентирования и центрирования калача и трубчатых элементов пластинчатого теплообменника, каретки обоих захватов снабжены соосными ложементами для размещения свариваемых трубчатых элементов теплообменника и калача, одна из кареток снабжена приводом ее перемещения, который выполнен в виде шарнирно закрепленного на каретке двуплечего рычага, одно плечо которого установлено с возможностью контакта с основанием, а другое - выполнено в виде пластинчатой пружины и оснащено контактным датчиком, контактный датчик установлен с возможностью взаимодействия с установленным упором и электрически связан с блоком управления, механизм осадки снабжен двуплечим рычагом, электрически связан с блоком управления и выполнен в виде каретки с шарнирно закрепленным прижимом для калача, при этом прижим для калача выполнен Г-образным и установлен с возможностью взаимодействия с двуплечим рычагом, машина снабжена электромагнитом, упор механизма осадки электрически связан с блоком управления и выполнен в виде каретки, которая установлена с возможностью взаимодействия с электромагнитом, кареткой захвата калача с контактным датчиком и с кареткой механизма подвода и отвода горелок, а установочный упор подпружинен относительно основания.
| Машина для газопрессовой сварки | 1979 |
|
SU821099A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
