Изобретение относится к прокатному производству и может быть использовано при производстве профилей из нержавенэ- щих сталей и сплавов типа нихром.
Цель изобретения - повышение выхода годного и улучшение качества профилей из нержавеющих сталей и сплавов типа нихром.
Сущность изобретения заключается в том, что перед прокаткой нержавеющих сталей и сплавов типа нихром на непрерывном прокатном стане сначала прокатывают углеродистые или низколегированные стали в количестве до 20% от ресурса стойкости Калибра, затем катают нержавеющую сталь или сплавы типа нихром в количестве 20- 60% ресурса стойкости, а докатывают в калибре до полной его выработки снова углеродистые или низколегированные стали.
При прокатке в чистовой группе клетей углеродистых сталей (до 20% ресурса стойкости калибра валков) происходит приработка калибра и прогрев валков, уменьшаются высота микронеровностей на его поверхности и коэффициент внешнего трения раската в валках. Затем при прокатке в тех же калибрах нержавеющей стали и сплавов типа нихром (20 - 60% ресурса стойкости валков) процесс прокатки стабилизируется. При прокатке этих сталей и сплавов в количестве, превышающем ресурс стойкости калибров 60%, вырабатывается поверхность калибра, появляются разгарные трещины, увеличиваются шероховатость и коэффициент трения, снижается качество проката. Это приводит к дополнительному ушире- нию металла в калибре и его переполнению. Поэтому в дальнейшем переходят на прокатку в калибрах до их полной выработки снова углеродистых сталей, так как они имеют меньшее уширение, обеспечивающее нормальные условия прокатки,
П р и м е р. На непрерывном прокатном стане.250 прокатывают в одну кампанию углеродистую сталь 45 и нержавеющую
СО
с
Os
i.
00
сталь 12Х18Н10Т, b предчистовой и чистовой клетях чистовой группы стана указанные стаям прокатывают в овальном и круглом (0 12 мм) калибрах, Стойкость этих (алм6ров на стане 250 составляет 100 т металла, Прокатку в калибрах начинают с углеродистой стали, затем переходят на нержавеющие стали и докатывают до полной выработки калибров снова углеро,м- е.тую сталь.
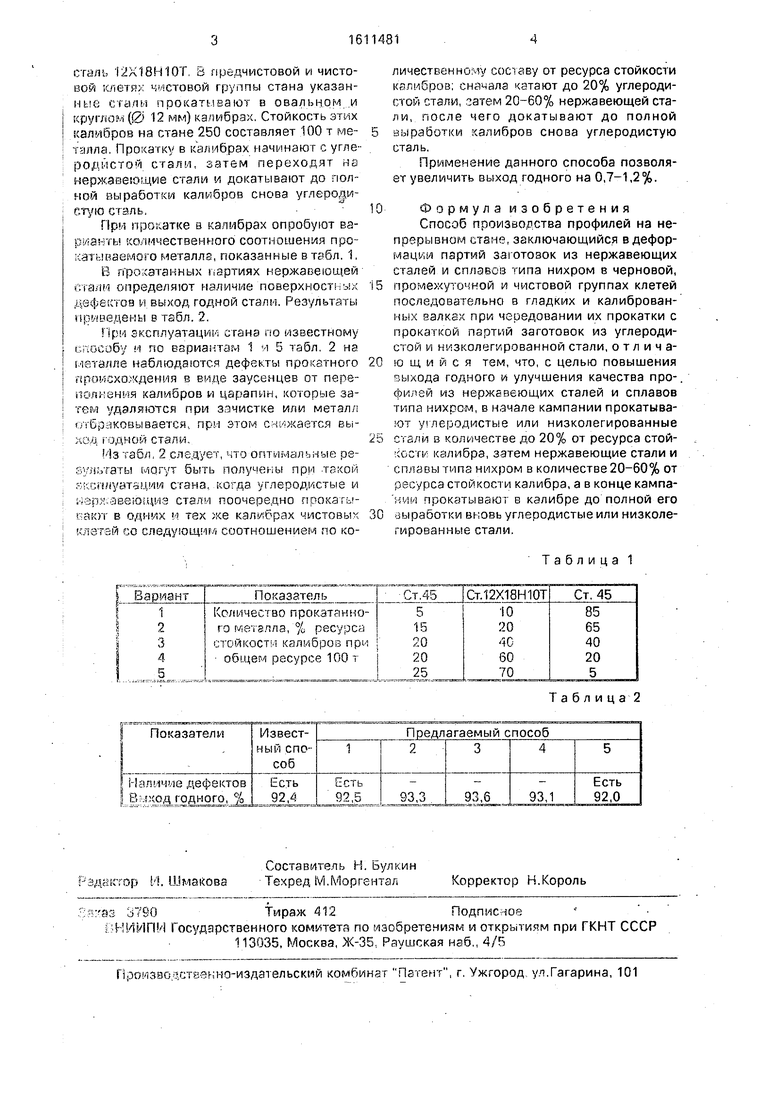
При прокатке в калибрах опробуют ва- р /;анты количественного соотношенЕ/ Я прокатываемого металла, показанные в табл. 1,
В прокатанных партиях нержавеющей CTci/i - определяют наличие поверхностных дефектоа и выход годной стали. Результаты приведены в табл. 2.
эксплуатацмк стана по известному
личественному составу от ресурса стойкости калибров; сначала катают до 20% углеродистой стали, затем 20-60% нержавеющей стаям, после чего докатывают до полной выработки калибров снова углеродистую сталь.
Применение данного способа позволяет увеличить выход годного на 0,7-1,2%.
способу и по вариантам 1леталле наблюдаются дефекты прокатного происхождения в виде заусенцев от переполнения калибров и царапин, которые затем удаляются при зачистке или металл отбраковывается, при этом с:-1 лжается выход годной стали,
табл, 2 следует, что оптимальные) ре- .зультать могут быть получень при такой ,ч ;сгм уатац /1м стана., когда углеродистые и ;-;ер ;.авею5Диэ стали поочередно прокагы- сают в одних м тех же кал /1брах чистовых {летей со следующ чм соотношением по ко10 Формула изобретения
Способ производства профилей на непрерывном стане, заключающийся вдефор- мац.чм партий заготовок из нержавеющих сталей и сплавов типа нихром в черновой,
15 промежуточной и чистовой группах клетей последовательно в гладких и калиброванных валке.к при чередовании их прокатки с прокаткой партий заготовок из углероди- 5 табл. 2 настой и низколег/фованной стали, о т л и ч а20 ю 1Ц и и с я тем, что, с целью повышения выхода годного и улучшения качества про-. филей из нержавеющих сталей и сплавов типа нихро-м, в н,9чале кампании прокатывают углеродистые или низколегированные
25 стали в количестве до 20% от ресурса стой- ;(ocTi/: калибра, затем нержавеющие стали и сплавы типа нихром в количестве 20-60% от ресурса стойкости калибра, а в конце кампа- нми прокатывают в калибре до полной его
30 выработки вновь углеродистые или низколегированные стали.
Таблица 1
личественному составу от ресурса стойкости калибров; сначала катают до 20% углеродистой стали, затем 20-60% нержавеющей стаям, после чего докатывают до полной выработки калибров снова углеродистую сталь.
Применение данного способа позволяет увеличить выход годного на 0,7-1,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднодеформированных заготовок из углеродистых и низколегированных сталей | 1986 |
|
SU1399358A1 |
| Горячекатаная круглая заготовка | 1984 |
|
SU1219180A1 |
| Способ зачистки заготовок проката | 1987 |
|
SU1444011A2 |
| Способ прокатки клиновидных профилей | 1982 |
|
SU1077672A1 |
| Рабочая клеть трубопрокатного стана | 1978 |
|
SU768498A2 |
| Способ прокатки асимметричных профилей | 1982 |
|
SU1065045A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| Устройство управления прокатным станом для компенсации температурного расширения диаметра валков | 1977 |
|
SU710700A1 |
| Способ получения профиля для производства метчиков | 1989 |
|
SU1643137A1 |
Изобретение относится к прокатному производству и может быть использовано при производстве профилей из нержавеющих сталей и сплавов типа нихром. Цель изобретения - повышение выхода годного и улучшение качества профилей из нержавеющих сталей и сплавов типа нихром. Перед прокаткой нержавеющих сталей и сплавов типа нихром на непрерывном прокатном стане сначала прокатывают углеродистые или низколегированные стали (до 20% от ресурса стойкости калибра). После этого прокатывают нержавеющие стали или сплав типа нихром (от 20 до 60% ресурса). Заканчивают кампанию прокаткой углеродистой или низколегированной стали. 2 табл.
Вариант
Показатель
Количество прокатанного металла, % ресурса СТОЙКОСТЬ калибров при общем ресурсе 100т
Таблица 2
| Кипятильник для воды | 1921 |
|
SU5A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Бюллетень НТИ Черная металлургия, 1983, №18, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
