и:
с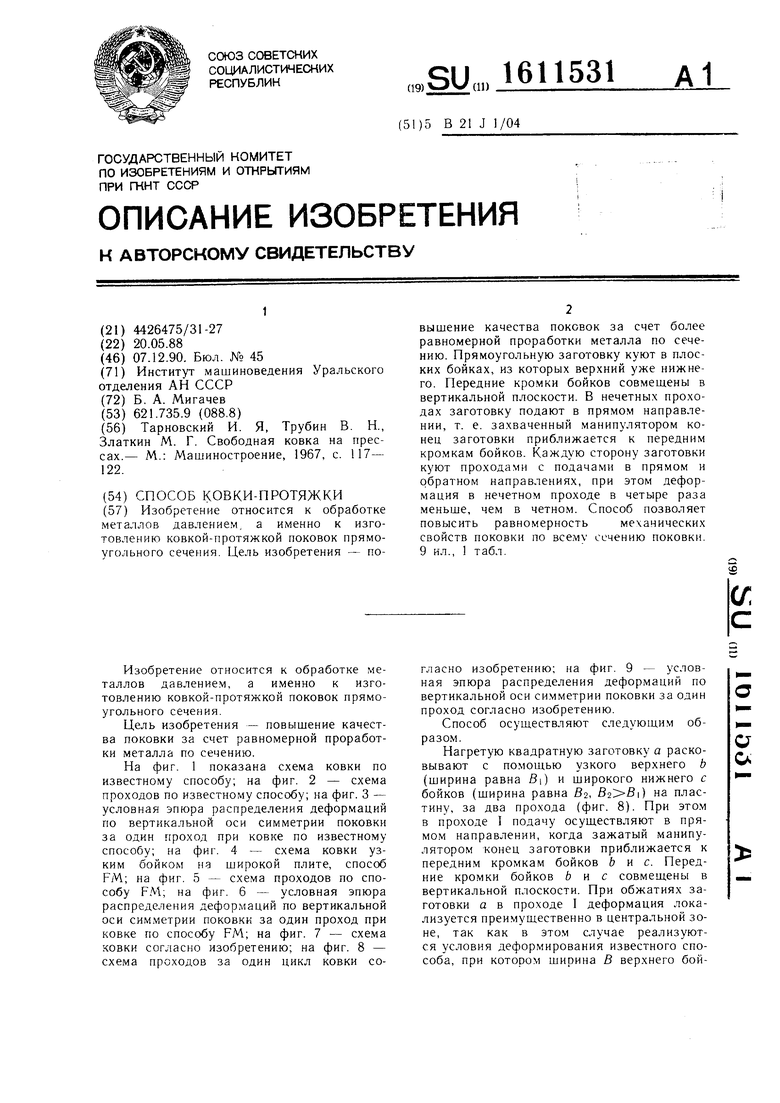
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
| Способ ковки заготовок | 1981 |
|
SU1038037A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки поковок со стержнем и плоскими головками | 1985 |
|
SU1328045A1 |
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| СПОСОБ ПРОТЯЖКИ ЗАГОТОВКИ | 1995 |
|
RU2083309C1 |
| Способ ковки поковок из быстрорежущей стали | 1982 |
|
SU1057156A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению ковкой-протяжкой поковок прямоугольного сечения. Цель изобретения - повышение качества поковок за счет более равномерной проработки металла по сечению. Прямоугольную заготовку куют в плоских бойках, из которых верхний уже нижнего. Передние кромки бойков совмещены в вертикальной плоскости. В нечетных проходах заготовку подают в прямом направлении, т.е. захваченный манипулятором конец заготовки приближается к передним кромкам бойков. Каждую сторону заготовки куют проходами с подачами в прямом и обратном направлениях, при этом деформация в нечетном проходе в четыре раза меньше, чем в четном. Способ позволяет повысить равномерность механических свойств поковки по всему сечению поковки. 9 ил., 1 табл.
Изобретение относится к обработке металлов давлением, а именно к изготовлению ковкой-протяжкой поковок прямоугольного сечения.
Цель изобретения - повышение качества поковки за счет равномерной проработки металла по сечению.
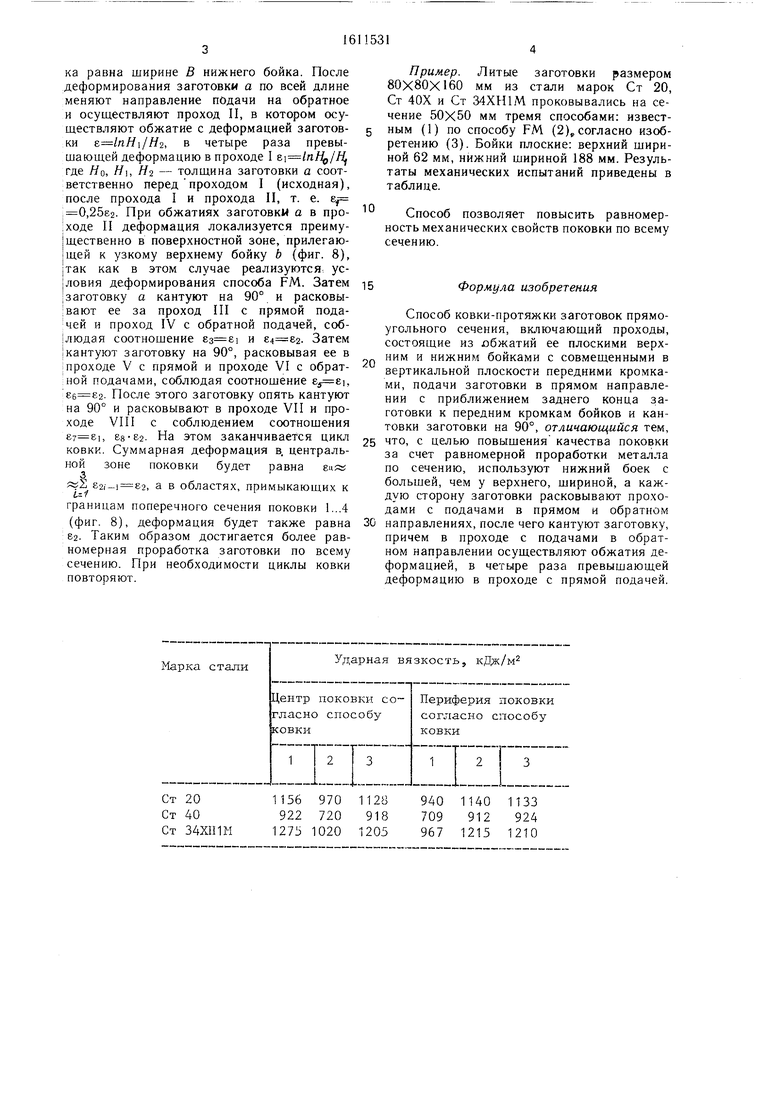
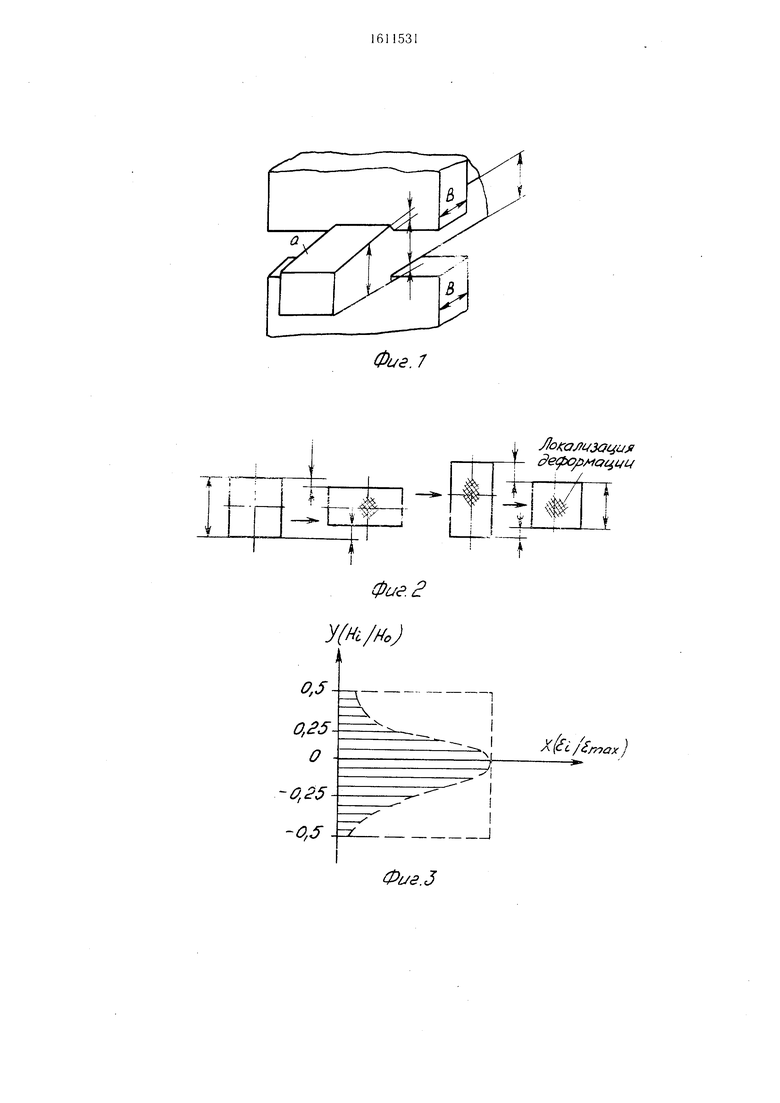
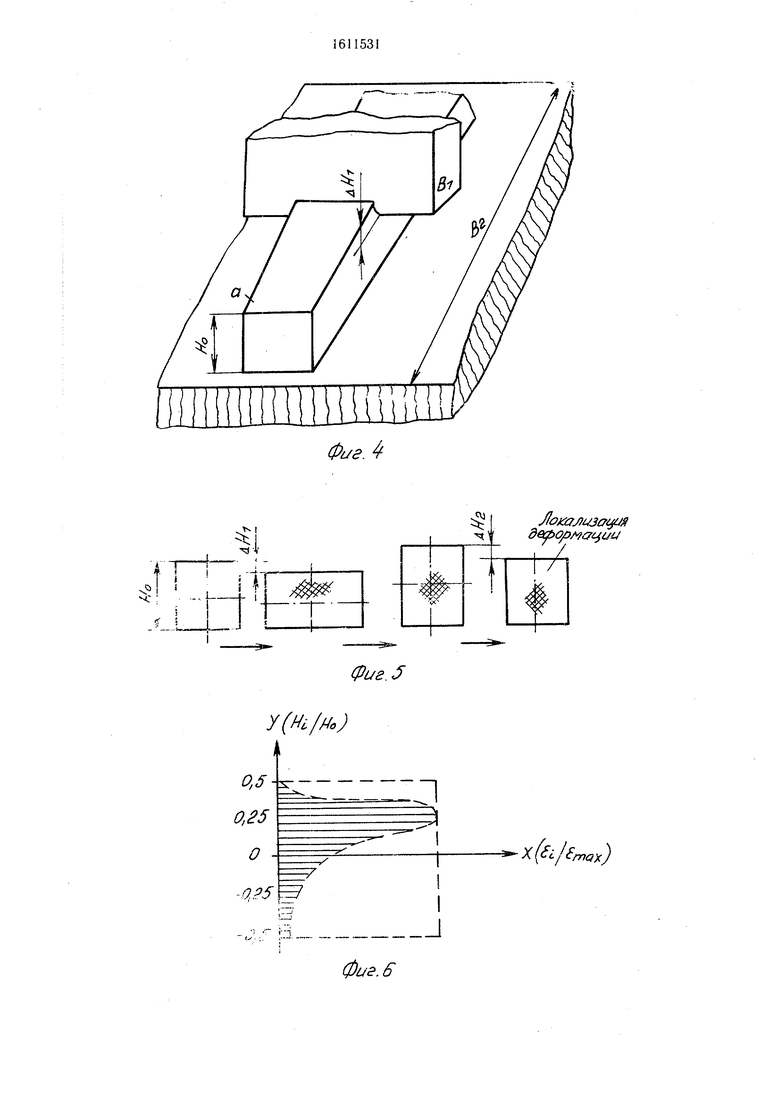
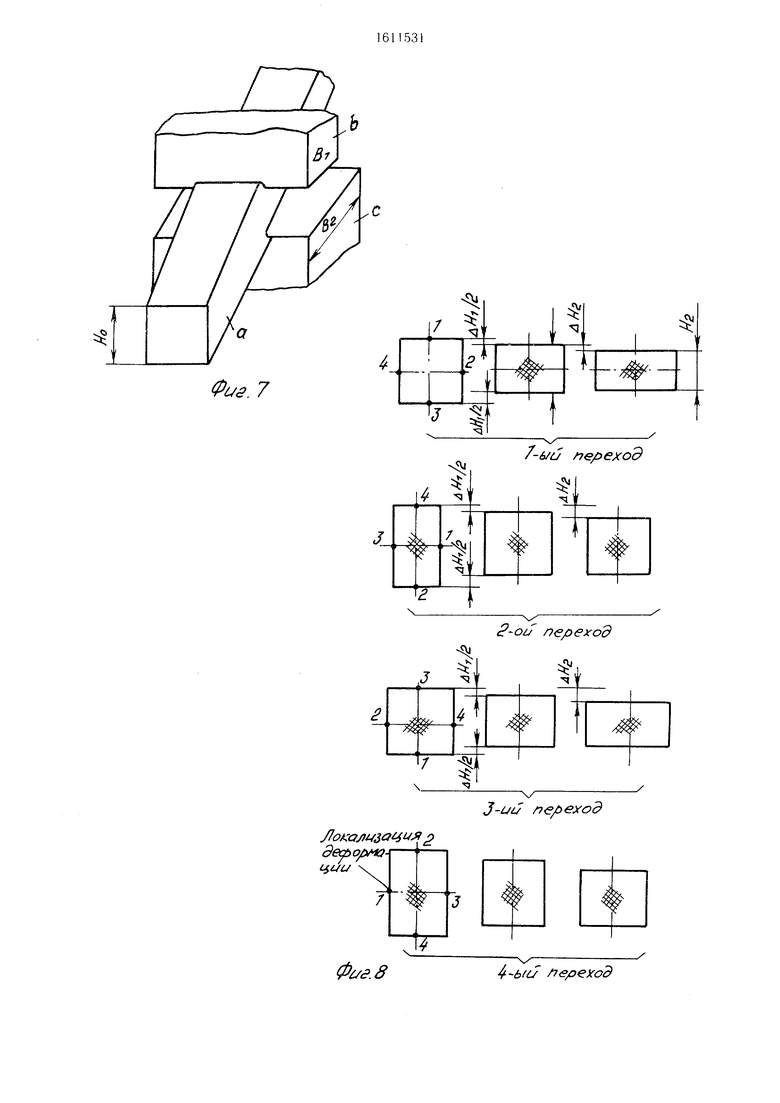
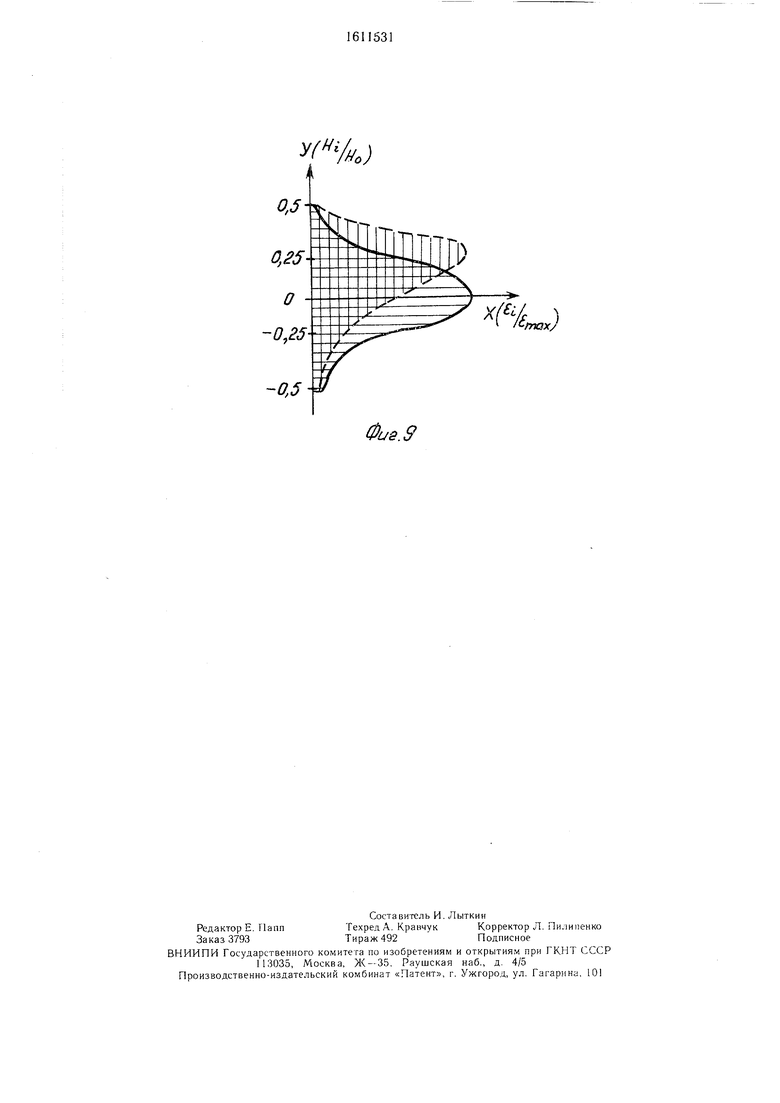
На фиг. 1 показана схема ковки по известному способу; на фиг. 2 - схема проходов по известному способу; на фиг. 3 - условная эпюра распределения деформаций по вертикальной оси симметрии поковки за один проход при ковке по известному способу; на фиг. 4 - схема ковки узким бойком на широкой плите, способ FM; на фиг. 5 - схема проходов по способу FM; на фиг. 6 - условная эпюра распределения деформаций по вертикальной оси сим.метрии поковки за один проход при ковке по способу FM; на фиг. 7 - схема ковки согласно изобретению; на фиг. 8 - схема проходов за один цикл ковки согласно изобретению; на фиг. 9 - условная эпюра распределения деформаций по вертикальной оси симметрии поковки за один проход согласно изобретению.
Способ осуш.ествляют следующим образом.
Нагретую квадратную заготовку а расковывают с помощью узкого верхнего b (ширина равна Bi) и широкого нижнего с бойков (ширина равна Bz, ) на пластину, за два прохода (фиг. 8). При этом в проходе I подачу осуществляют в прямом направлении, когда зажатый манипулятором конец заготовки приближается к передним кромкам бойков Ь к с. Передние кромки бойков бис совмещены в вертикальной плоскости. При обжатиях заготовки а в проходе I деформация локализуется преимущественно в центральной зоне, так как в этом случае реализуются условия деформирования известного способа, при котором ширина В верхнего бойО Сх
ка равна ширине В нижнего бойка. После деформирования заготовки а по всей длине меняют направление подачи на обратное и осуществляют проход II, в котором осуществляют обжатие с деформацией заготовки , в четыре раза превышающей деформацию в проходе I где Яо, Н, Н-2 - толщина заготовки а соответственно перед проходом I (исходная), после прохода I и прохода II, т. е. е ,25s2. При обжатиях заготовки а в про- :ходе И деформация локализуется преиму- |щественно в поверхностной зоне, прилегаю- |щей к узкому верхнему бойку b (фиг. 8), |так как в этом случае реализуются, ус- ловия деформирования способа FM. Затем :заготовку а кантуют на 90° и расковы- |вают ее за проход III с прямой пода- чей и проход IV с обратной подачей, соб- людая соотнощение и . Затем iкантуют заготовку на 90°, расковывая ее в ;проходе V с прямой и проходе VI с обрат- ;ной подачами, соблюдая соотношение , . После этого заготовку опять кантуют на 90° и расковывают в проходе VII и проходе VIII с соблюдением соотношения , 68-62. На этом заканчивается цикл ковкк. Суммарная деформация в. центральной зоне поковки будет равна би«
я:;Е е2, е2, а в областях, примыкающих к
границам поперечного сечения поковки 1...4 (фиг. 8), деформация будет также равна б2. Таким образом достигается более равномерная проработка заготовки по всему сечению. При необходимости циклы ковки повторяют.
20 40 34ХП1М
1156 970 1128
922 720 918
1275 1020 1205
Пример. Литые заготовки размером 80X80X160 мм из стали марок Ст 20, Ст 40Х и Ст 34ХН1М проковывались на сечение 50X50 мм тремя способами: извест- ным (1) по способу FM (2), согласно изобретению (3). Бойки плоские: верхний шириной 62 мм, нижний шириной 188 мм. Результаты механических испытаний приведены в таблице.
Способ позволяет повысить равномерность механических свойств поковки по всему
сечению.
15
Формула изобретения
0
Способ ковки-протяжки заготовок прямоугольного сечения, включающий проходы, состоящие из обжатий ее плоскими верхним и нижним бойками с совмещенными в вертикальной плоскости передними кромками, подачи заготовки в прямом направлении с приближением заднего конца заготовки к передним кромкам бойков и кантовки заготовки на 90°, отличающийся тем,
5 что, с целью повышения качества поковки за счет равномерной проработки металла по сечению, используют нижний боек с большей, чем у верхнего, шириной, а каждую сторону заготовки расковывают проходами с подачами в прямом и обратном
0 направлениях, после чего кантуют заготовку, причем в проходе с подачами в обратном направлении осуществляют обжатия деформацией, в четыре раза превышающей деформацию в проходе с прямой подачей.
940 1140 1133 709 912 924 967 1215 1210
г-.
J I
.-
i
У(И1/Ио)
,J
,.
. /
1 Jfof ajfu3Oqa f- дедьо/3/ ot ui
tJLL Т
ф1. г.2
Xili/ jTjax)
I
2V.J
.
y()
;з.,
Фиг.&
Фиг.
( /бэтгглу
.J
Ф(з. 7
JfoKaj)if3aift 2
д&А0 31М13Л
7
.8
7-(/и переход
переход
З-цц /7е/)
)cod
0us.9
| Тарновский И | |||
| Я, Трубин В | |||
| Н., Златкин М | |||
| Г | |||
| Свободная ковка на прессах.- М.: Машиностроение, 1967, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
