Фиг 1
Изобретение относится к порошковой металлургии, в частности к технологии и устройствам для получения длинномерных многогранных заготовок, преимущественно из порошков вольфрама и молибдена.
Цель изобретения - новышение качества изделий.
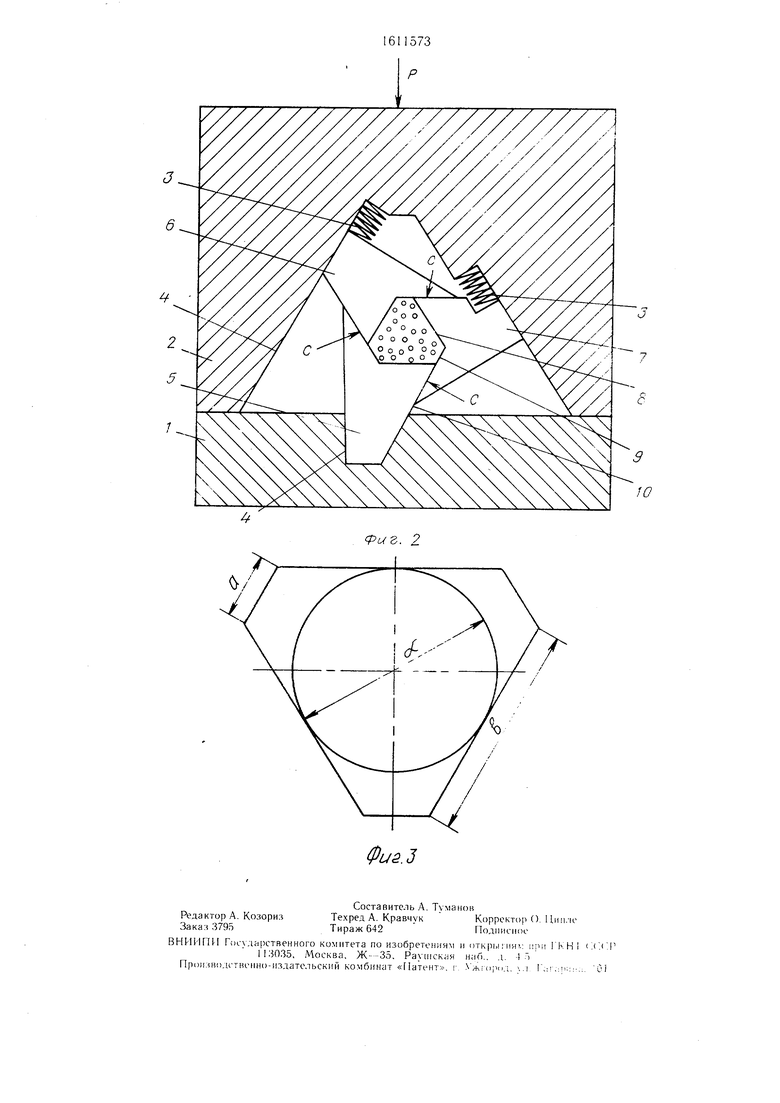
На фиг. изображена нресс-форма в начальный момент формования; на фиг. 2 - то же, в конечный момент формования; на фиг. 3 - сечение длинномерной заготовки. Длинномерная заготовка (фиг. 3) в сечении имеет вид симметричного неправильного шестиугольника. Соотношение длин меньших и больших его сторон равно 0,3-0,4. Выбор соотношения менее 0,3 ведет к увеличению вытяжки (более 1,45), что при последующей прокат.е вызывает дефекты изделий. Выбор соотнои1ения более 0,4 ведет к невозможности последуюп1.ей прокатки по системе калибров неправильный шестиугольник - неправильный шестиугольник.
Пресс-форма содержит нижнюю 1 и верхнюю 2 плиты. Верхняя нлита 2 установлена с возможностью возвратно-поступательного движения и снабжена пружинами 3. В каждой плите выполнено по вырезу 4, причем верхняя нлита имеет треугольный вырез с углом 60°. В вырезе нижней плиты 1 неподвижно установлен формующий элемент 5, в вырезе верхней плиты подвижно установлены два формующих элемента 6 и 7. Формующие элементы в виде пятигранников имеют но две рабочие грани 8 и 9 (грани С), расположенные под углом 120°. Одна лицевая рабочая грань 9 находится в контакте с торцовой гранью 10 соседнего элемента. Угол между торцовой гранью 10 и смежной рабочей гранью 9 элемента 7 равен 60°.
Пресс-форма работает следующим образом.
В полость, образованную лицевыми гра- нями 8 и 9 формующих элементов 5-7, засыпают порошок. Торцы полости закрываются плитами (не показано). С помощью пресса к верхней плите 2 прикладывают усилие прессования. При этом плита 2 перемеп.1ается вниз, пружины 3 сжимаются и неремещают формующие элементы 6 и /
по соответствуюи.1им поверхностям контакта с элементом 5. Сечение полости уменьшается, происходит трехстороннее уплотнение порошка. Заготовка после формования имеет сечение неправильного шестиугольни- ка. После завершения формования верхняя плита пресс-формы 2 перемещается вверх. Формующие элементы 6 и 7 с помощью пружин 3 разводятся и освобождают заготовку.
Изобретение позволит получать длинномерные заготовки неправильного щестиуголь- ного сечения для высокоэффективной прокатки изделий (прутков и проволочных заготовок) на станах трехстороннего обжатия.
15
Формула изобретения
1. Длинномерная заготовка из металлических порошков преимущественно вольфрама и молибдена, с поперечным сечением 20 в виде многоугольника, отличающаяся тем, что, с целью повыщения качества изделий, ее поперечное сечение выполнено в виде симметричного неправильного шестиугольника, при этом соотношение длин меньщих и больших его сторон составляет 0,3-0,4. 2. Пресс-форма для формования длинномерных заготовок из металлических порошков, преимущественно вольфрама и молибдена, с поперечным сечением в виде многогранника, содержащая плиты с вырезами и п формуюпдие элементы в виде многогранных призм, установленных в вырезах с возможностью непрерывного контакта лицевых рабочих граней с торцовыми гранями соседних элементов, отличающаяся тем, что, с целью повышения качества изделий, фор- мующие элементы выполнены в виде пяти- гранников с двумя лицевыми рабочими гранями, один из формующих элементов установлен в вырезе нижней плиты неподвижно, два других выполнены с упругими элементами и установлены в вырезе верх- 40 ней плиты с возможностью взаимного перемещения, а величины углов выреза верхней плиты между лицевыми рабочими гранями и лицевыми и торцовыми гранями формующих элементов составляют соответственно 60, 120 и 60 градусов.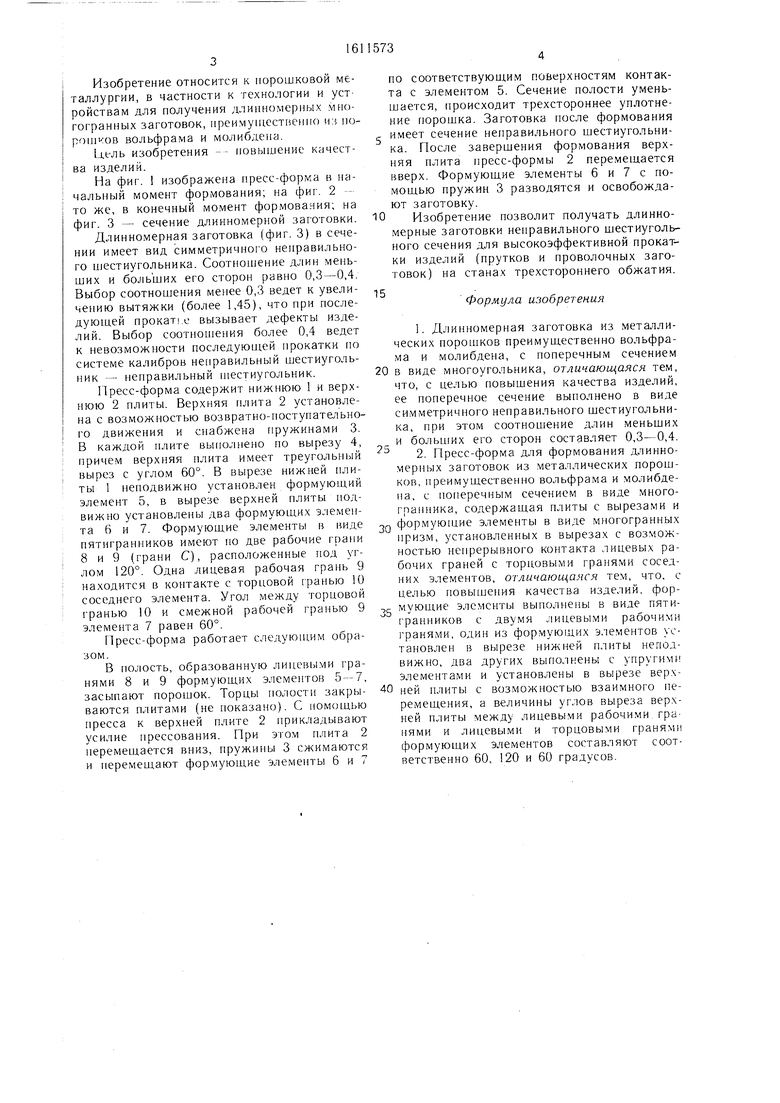
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| СПОСОБ ПРЕССОВАНИЯ ШТАБИКОВ ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И ПРЕСС-ФОРМА ДЛЯ ИХ ПРЕССОВАНИЯ | 2007 |
|
RU2381870C2 |
| Установка формования заготовок для режущих пластин | 2021 |
|
RU2764451C1 |
| ПРЕСС-ФОРМА К ВУЛКАНИЗАЦИОННОМУПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХПОЛОСОВЫХ ЗУБЧАТЫХ РЕЗИНОВЫХ ЗАГОТОВОКПЕРЕМЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1972 |
|
SU426859A1 |
| Способ формования длинномерных заготовок из порошка и устройство для его осуществления | 1990 |
|
SU1713740A1 |
| Устройство для дискретно-непрерывного формования длинномерных труб из порошка | 1990 |
|
SU1787689A1 |
| Пресс-форма для прессования порошков | 1989 |
|
SU1694344A1 |
| СПОСОБ ПРОИЗВОДСТВА ФИЛЬТРОВ | 1995 |
|
RU2089264C1 |
Изобретение относится к порошковой металлургии, в частности к длинномерным заготовкам из металлических порошков и пресс-формам для формования. Целью изобретения является повышение качества изделий. При перемещении плиты 2 вниз сжимаются пружины 3, при этом пятигранные формующие элементы 6 и 7 перемещаются по соответствующим поверхностям контакта с элементом 5. В результате трехстороннего формования прессуется заготовка с поперечным сечением в виде неправильного симметричного шестиугольника с соотношением длин больше и меньших его сторон, равным 0,3-0,4. Повышается равномерность плотности заготовок по сечению и качество проката. 2 с.п. ф-лы, 3 ил.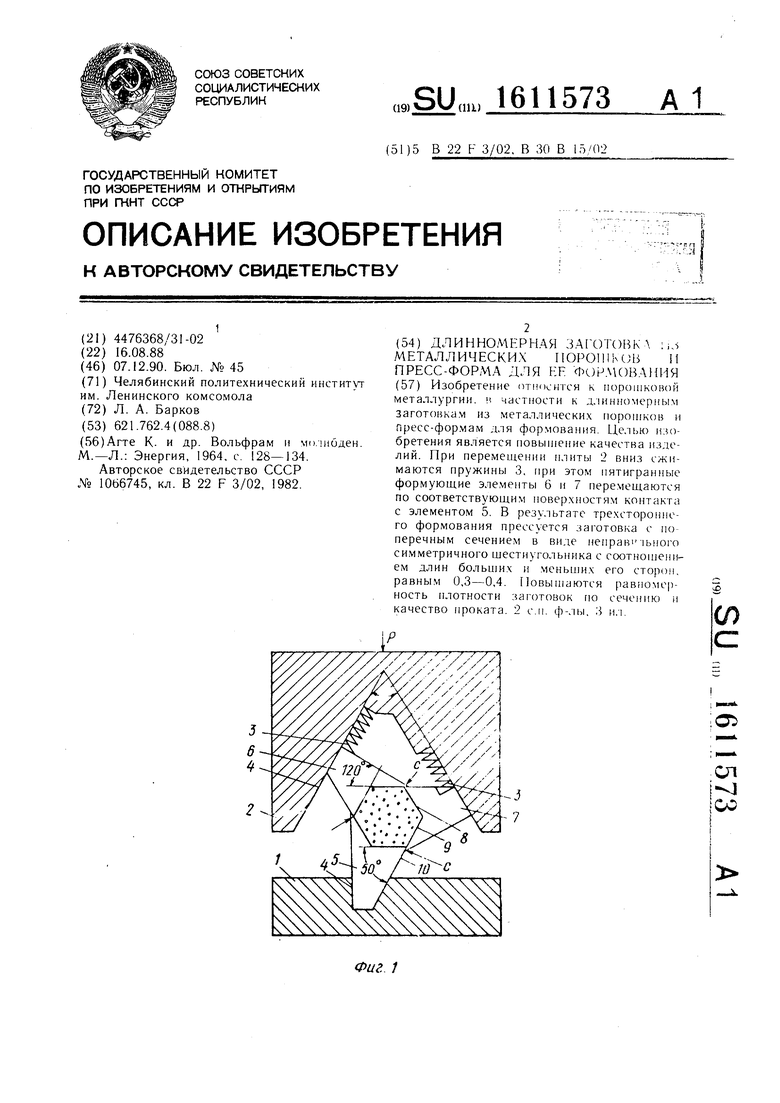
Риг. 2
| Агте К | |||
| и др | |||
| Вольфрам и мо.шоден | |||
| М.-Л.: Энергия, 1964, с | |||
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
| Пресс-форма для прессования порошка | 1982 |
|
SU1066745A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
