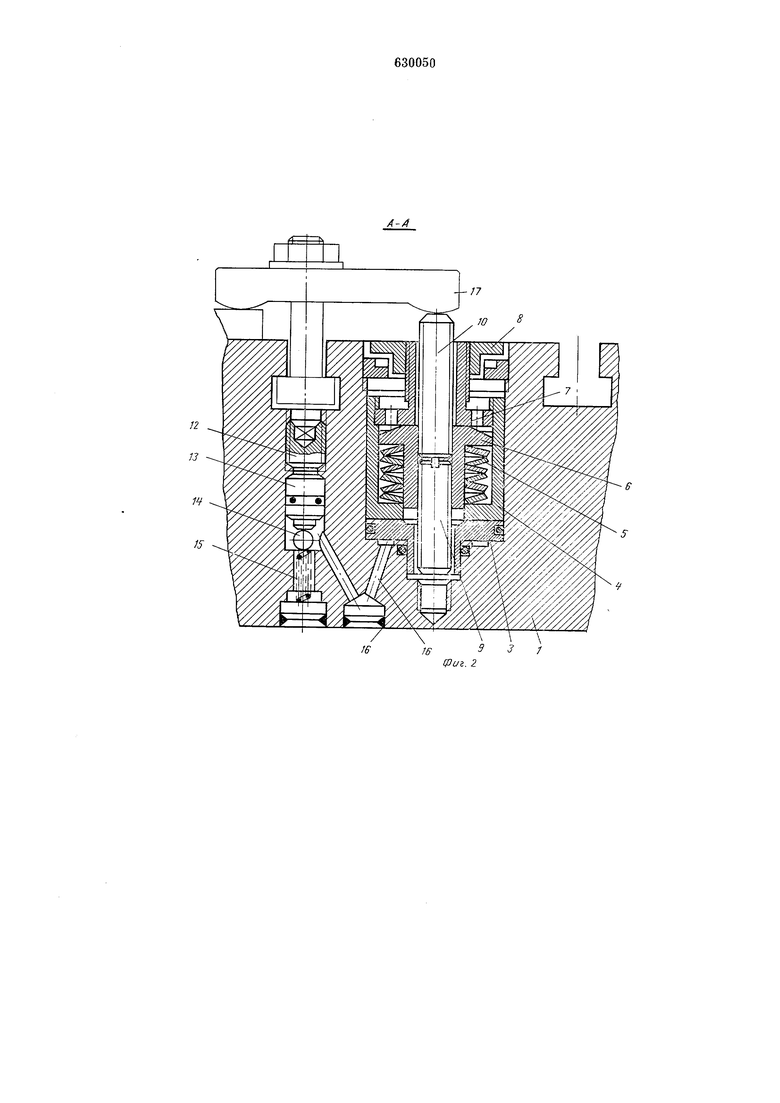
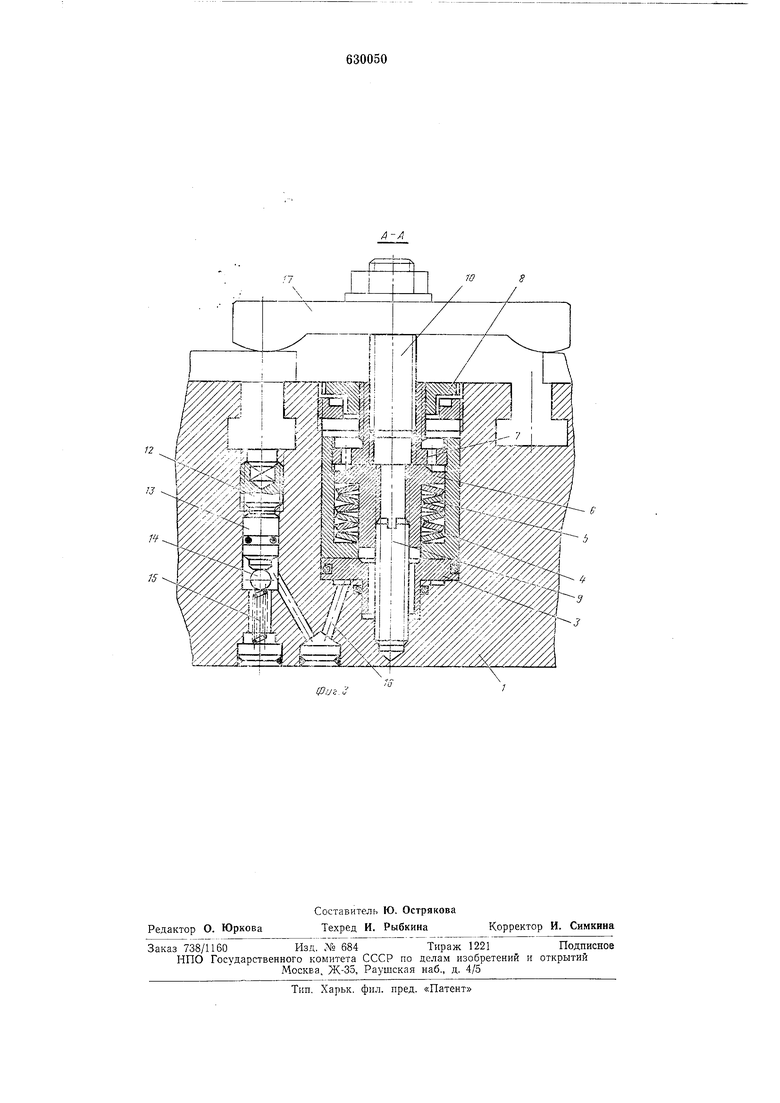
лие пружин на плечо прихвата 17, и деталь зажимается. Для того чтобы освободить обрабатываемую деталь, подается давление, норшень 3 идет вверх, СЖИ.мает пакет пружии 5, поднимает вверх обойму 4, крышку 7 и гайку 8, создавая зазор .между гайкой 8 и корпусом 1. Затем поворачивают гайку 8 на одн-н зуб, тем самым давая свободу движения Обойме 4 относительно корпуса /. Снн.мают давление и осиОбождают обрабатываемую деталь. Для того чтобы ЦИЛИР1ДР работал Как тяйущий, необходимо регулировочный винт 9 (см. фиг. 3) ввернуть В корпус /. Тогда .при иодаче давления поршень 3 идет вверх, подни.мая обойму 4, сжимает пакет пружин 5. Шток 6, соед ненный винтом 9 с корпусом /, неиодвиЖ1бн. Крышка 7 с .ввериутой в iHee шп илакой 10 та:кже 1подп:има.ютоя вверх -и пе|редают усилие да элементы зажнма. При снятии давления пакет пружии 5 передает усилие через шток 6, обойму 4, крыШК} 7 и 1ппил).ку 10 ир.ихвату 17 и с ело помощью обраоатываем 1о деталь к .верхней плоскости стола. Для освобождения детал.и необходимо дать давление в полость цилиндра 2. Поршень с обоймой 4 и крышкой 7 поднимаются вверх, сжимают иакет пружии 5 и снимают давление со шиильки 10 и связан-ного с ней прихвата 17. Для включения или отключения необходимого количества
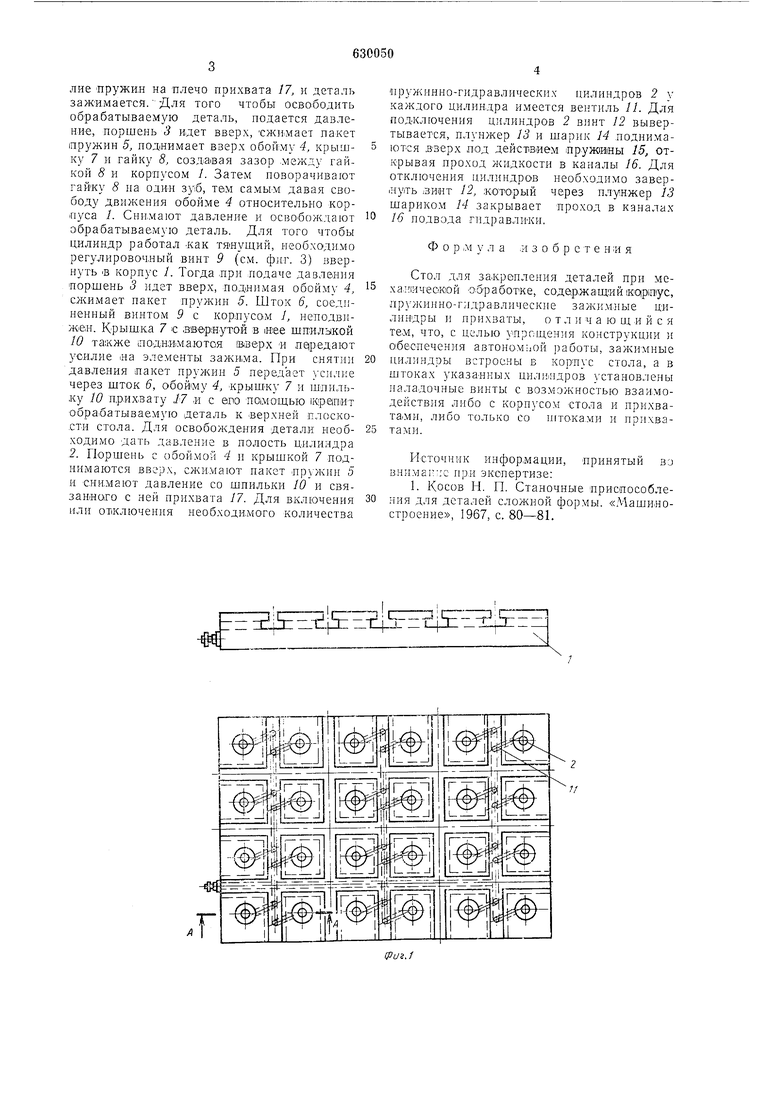
пружинно-гидравлических иилиндров 2 у каждого цилиндра имеется вентиль 11. Для подключения цилиндров 2 виит 12 вывертывается, п туижер 13 и шарик 14 поднимаются Вверх под действием пр.ужины 15, открывая проход жидкости в каналы 16. Для отключения цилиидров иеобходимо завер(Иуть ;3HiHT 12, который через плунжер 13 шариком 14 закрывает проход в каналах 16 подвода гидравлики.
Фор ,м у л а .и зобретеи ия
Стол для за.креиления деталей при меха.-пичеокюй О;5работке, содаржащ ий iKqpiniyc, пружинно-гидравлические зажим.}1ые цилиндры и прихваты, о т л и ч а ю ид .н и с я те.м, что, с целью упрощения конструкции и Обеспечения автоио. работы, зажимные цилиндры встроены в корпус стола, а в штоках указанных цили1идров установлены нала.дочные винты с возможностью взаимодействия либо с корн}том стола и прихвата1ми, либо только со игто.ками и ирихватами.
Источник информации, принятый вэ внима1:;с ири экспертизе:
1. Косов Н. П. Стаиочные приспособления для деталей сложиой формы. «Машиностроение, 1967, с. 80-81.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидроцилиндр | 1977 |
|
SU649892A1 |
| Устройство для зажима деталей | 1988 |
|
SU1602669A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Пружинно-гидравлический зажим | 1977 |
|
SU719855A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| ГИДРОЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ПРЕИМУЩЕСТВЕННО ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1973 |
|
SU371052A1 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| Универсально-наладочный гидравлический стол | 1987 |
|
SU1484561A1 |
| Механогидравлический прихват | 1987 |
|
SU1484557A1 |
| Гидравлический домкрат | 1977 |
|
SU626032A1 |
15
(
