Изобретение относится к технике, использующей копиры в системах управления, например к изготовлению сложных профилей методом копирования, к кодированию сложных линий в системах управляющих программ.
Цель изобретения - расширение технологических возможностей за счет обработки деталей различных конфигураций при неизменной форме поверхности копира.
На фиг. 1 схематически представлено относительное расположение копира и щупа с общим случаем расположения оси поворота копира; на фиг.2 - схема воспроизведения поверхностей с профилем типа синусоиды; на фиг.З - то же, произвольного профиля; на фиг.4-схема воспроизведения профиля рукоятки; на фиг.5 - пространство, ограничивающее форму и размеры воспроизводимых профилей.
Копировальное устройство для осуществления предлагаемого способа включает копир 1 в виде кругового цилиндра, который может поворачиваться вокруг оси 2 поворота в обе стороны с заданной - от нуля до наибольшей - скоростью, согласованной со скоростью перемещения щупа 3 вдоль оси поворота (например, справа налево - фиг.1. при необходимости не исключено перемещение в обе стороны). Щуп, взаимодействующий с рабочей поверхностью копира, может быть кинематически (или другими способами) связан с исполнительным органом с режущим инструментом, пресс-инструментом, системой управления программой и т.д. Высота кривизны воспроизводимого профиля ограничивается радиус-векторами рабочей поверхности копира при повороте его вокруг оси поворота в пределах от Rmin до Rmax в зависимости от сечения вдоль оси поворота. Величина Rmin и в зависиON
Os Ю Ю
мости от поставленной задачи может меняться за счет изменения размеров копира I и положения оси поворота. I Работа устройства рассматривается для I частного случая расположения оси поворо- : та эксцентрично оси цилиндра на примерах I некоторых профилей.
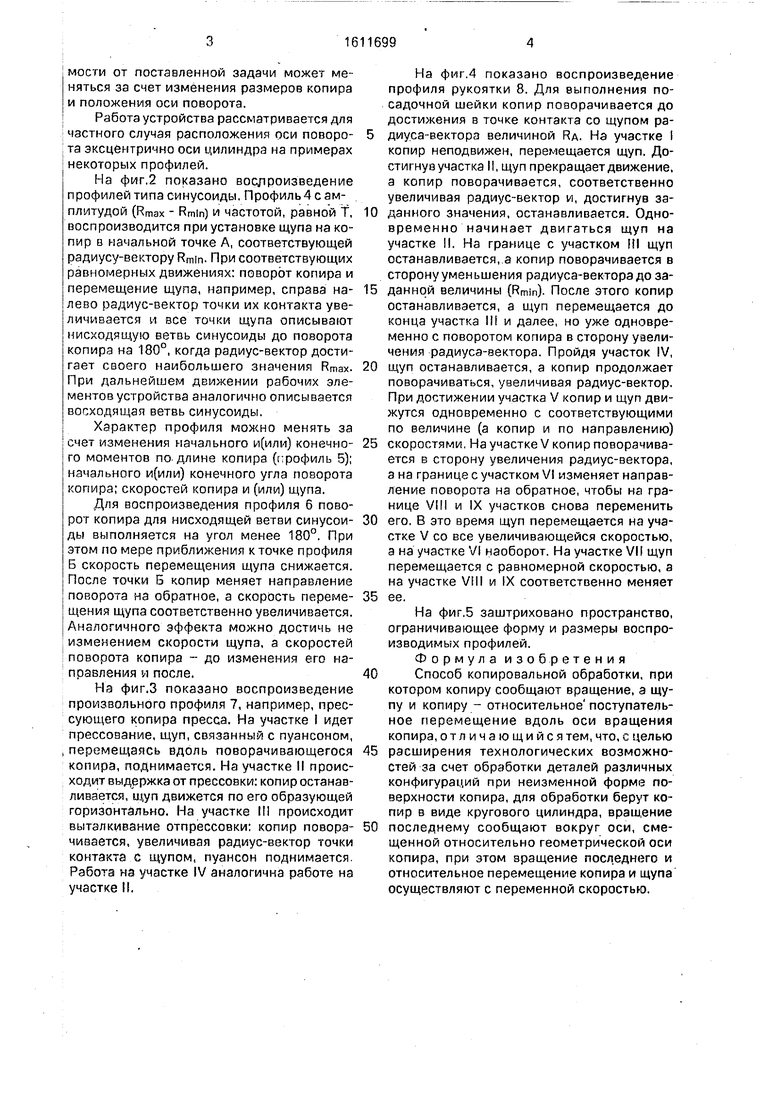
На фиг.2 показано воолроизведение профилей типа синусоиды. Профиль4 с амплитудой (Rmax - Rmin) И частотой, равной т, воспроизводится при установке щупа на копир в начальной точке А, соответствующей радиусу-вектору Rmin. При соответствующих равномерных движениях: поворот копира и перемещение щупа, например, справа налево радиус-вектор точки их контакта уве- |личивается н все точки щупа описывают I нисходящую ветвь синусоиды до поворота копира на 180°, когда радиус-вектор достигает своего наибольшего значения Rmax. При дальнейшем движении рабочих элементов устройства аналогично описывается восходящая ветвь синусоиды. I Характер профиля можно менять за I счет изменения начального и(или) конечного моментов по. длине копира (г:рофиль 5); начального и(или) конечного угла поворота копира: скоростей копира и (или) щупа.
Для воспроизведения профиля 6 поворот копира для нисходящей ветви синусоиды выполняется на угол менее 180°. При этом по мере приближения к точке профиля Б скорость перемещения щупа снижается. После точки Б копир меняет направление поворота на обратное, а скорость переме- I щения щупа соответственно увеличивается. Аналогичного эффекта можно достичь не I изменением скорости щупа, а скоростей i поворота копира - до изменения его направления VI после.
На фиг.З показано воспроизведение произвольного профиля 7, например, прессующего копира пресса. На участке I идет прессование, щуп, связанный с пуансоном, , перемещаясь вдоль поворачивающегося копира, поднимается. На участке II происходит вы/ ержка от прессовки: копир останавливается, щуп движется по его образующей горизонтально. На участке II происходит выталкивание отпрессовки: копир поворачивается, увеличивая радиус-вектор точки контактах щупом, пуансон поднимается. Работа на участке IV аналогична работе на участке 11,
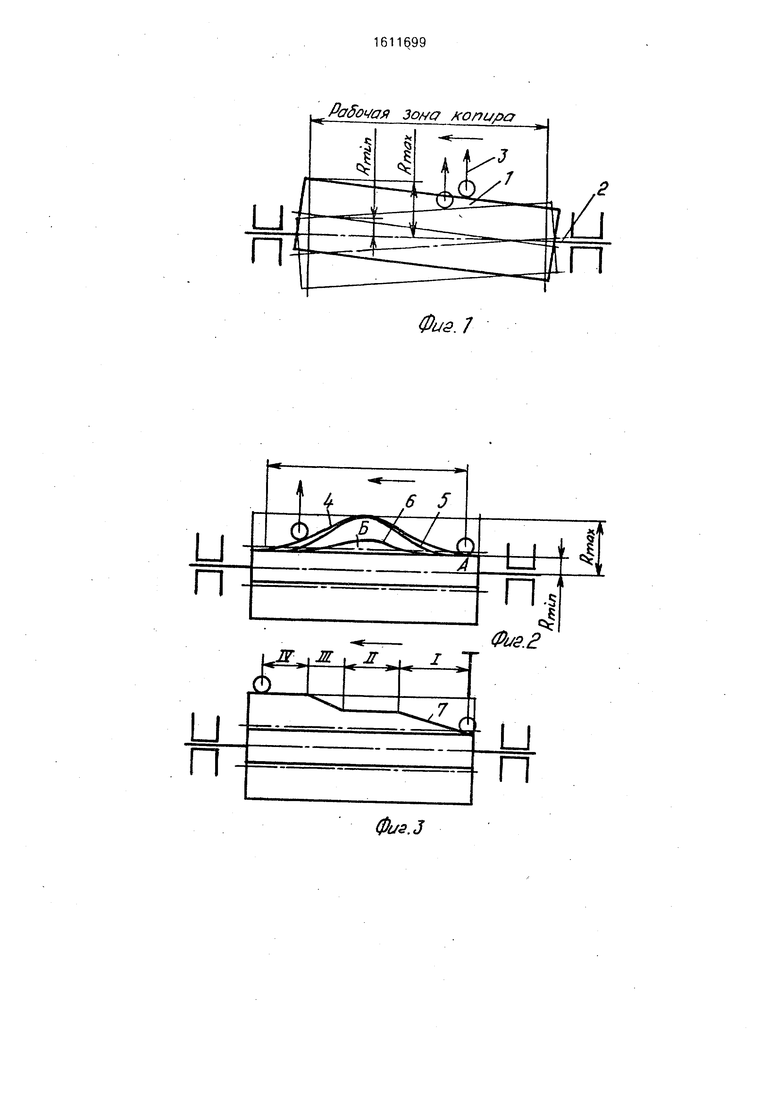
На фиг.4 показано воспроизведение профиля рукоятки 8. Для выполнения посадочной шейки копир поворачивается до достижения в точке контакта со щупом радиуса-вектора величиной RA. На участке I копир неподвижен, перемещается щуп. Достигнув участка II, щуп прекращает движение, а копир поворачивается, соответственно увеличивая радиус-вектор и, достигнув заданного значения, останавливается. Одновременно начинает двигаться щуп на участке 11. На границе с участком щуп останавливается, а копир поворачивается в сторонууменьшения радиуса-вектора до заданной величины (Rmin). После этого копир останавливается, а щуп перемещается до конца участка 1П и далее, но уже одновременно с поворотом копира в сторону увеличения радиуса-аектора. Пройдя участок IV,
щуп останавливается, а копир продолжает поворачиваться, увеличивая радиус-вектор. При достижении участка V копир и щуп движутся одновременно с соответствующими по величине (а копир и по направлению)
скоростями, На участке V копир поворачивается в сторону увеличения радиус-вектора, а на границе с участком VI изменяет направление поворота на обратное, чтобы на границе VIII и IX участков снова переменить
его. В это время щуп перемещается на участке V со все увеличивающейся скоростью, а на участке VI наоборот. На участке VII щуп перемещается с равномерной скоростью, а на участке V1I1 и IX соответственно меняет
ее.
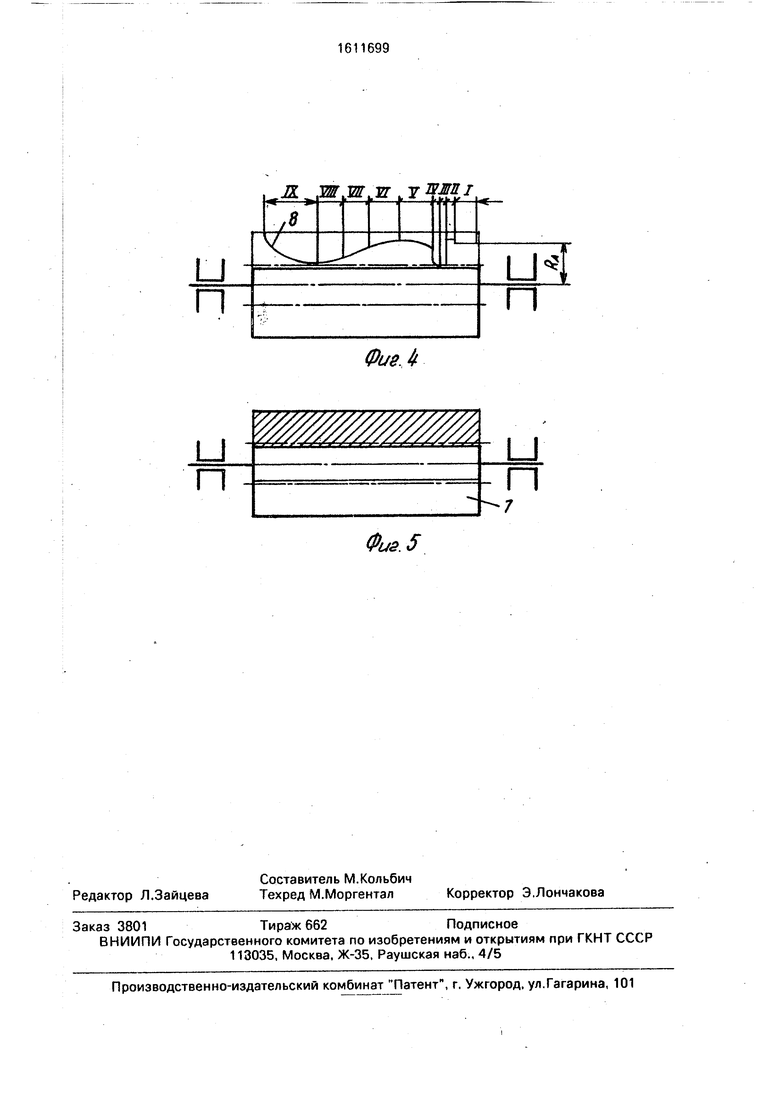
На фиг.5 заштриховано пространство, ограничивающее форму и размеры воспроизводимых профилей.
Формула изобретения
Способ копировальной обработки, при котором копиру сообщают вращение, а щупу и копиру - относительное поступательное перемещение вдоль оси вращения копира, отличающийся тем, что, с целью
расширения технологических возможностей за счет обработки деталей различных конфигураций при неизменной форме поверхности копира, для обработки берут копир в виде кругового цилиндра, враш,ение
последнему сообщают вокруг оси, смещенной относительно геометрической оси копира, при этом вращение последнего и относительное перемещение копира и щупа осуществляют с переменной скоростью.
.. Of7Uf a
П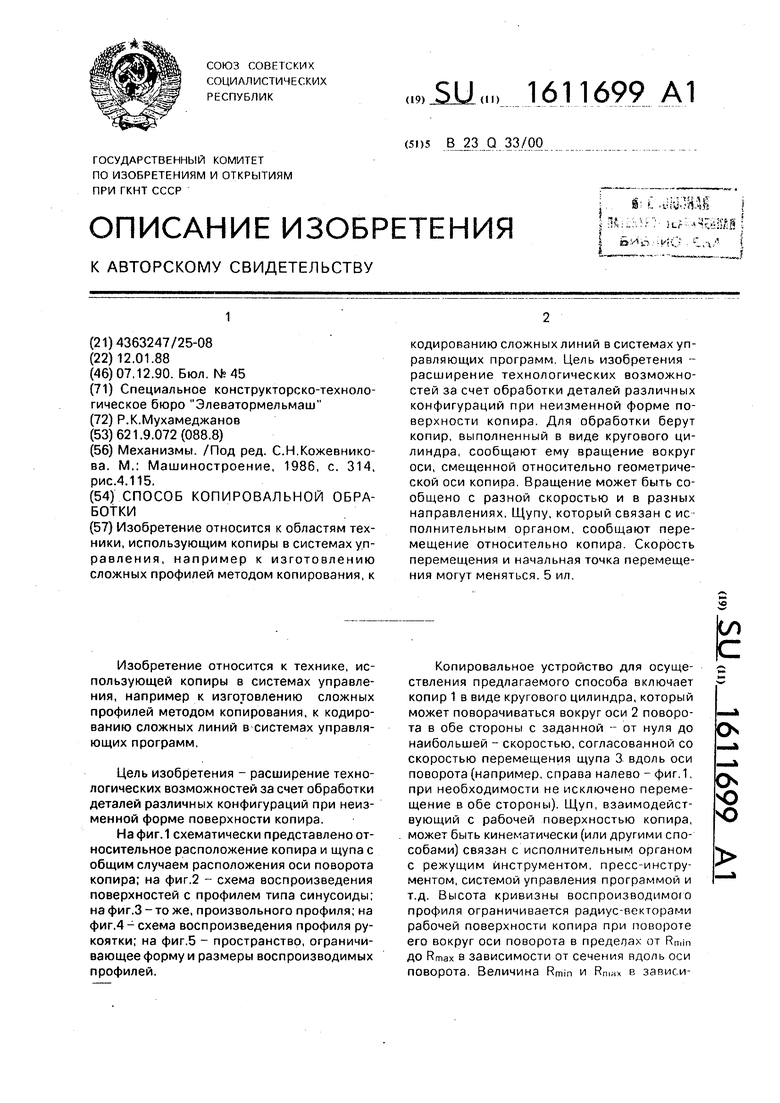
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки некруглых профилей | 1987 |
|
SU1706779A1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков,методом копирования | 1975 |
|
SU891359A1 |
| Алмазно-обточной станок | 1983 |
|
SU1114524A1 |
| Копировальное устройство | 1974 |
|
SU572367A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2294262C1 |
| Способ копирной обработки кулачковых деталей | 1975 |
|
SU556934A1 |
| Способ обработки некруглых поверхностей и устройство для его осуществления | 1990 |
|
SU1782696A1 |
| Способ компенсации погрешностей формы изделий с некруглым поперечным сечением при токарной обработке | 1984 |
|
SU1219256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
Изобретение относится к областям техники, использующим копиры в системах управления, например к изготовлению сложных профилей методом копирования, к кодированию сложных линий в системах управляющих программ. Цель изобретения - расширение технологических возможностей за счет обработки деталей различных конфигураций при неизменной форме поверхности копира. Для обработки берут копир, выполненный в виде кругового цилиндра, сообщают ему вращение вокруг оси, смещенной относительно геометрической оси копира. Вращение может быть сообщено с разной скоростью и в разных направлениях. Щупу, который связан с исполнительным органом, сообщают перемещение относительно копира. Скорость перемещения и начальная точка перемещения могут меняться. 5 ил.
0US. 7
0t/3.J
n MMJa:. г л ж/
.
U
П Фиг. If
U
п
Фиг. 5
| Механизмы | |||
| /Под ред | |||
| С.Н.Кожевникова | |||
| М.: Машиностроение, 1986, с | |||
| Мяльно-трепальный станок | 1921 |
|
SU314A1 |
