освобождаются К И посредством пневмоцм- линдра, перемещается плита 3 до соответствующего поперечного выключателя, при этом новый И устанавливается в положение
зажима. Пневмоцилиндр зажимает К И. Установка позволяет при смене И затрачивать минимальное время на переналадку и повысить надежность закрепления К. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева деталей | 1977 |
|
SU729857A1 |
| Устройство для подачи деталей | 1989 |
|
SU1731588A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
| Установка для методического индукционного нагрева концов заготовок | 1979 |
|
SU910801A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВОК | 1990 |
|
RU2024625C1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| УСТАНОВКА ДЛЯ ЛОМКИ ПРУТКОВЫХ И ТРУБЧАТЫХ МАТЕРИАЛОВ | 1990 |
|
RU2025231C1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
Изобретение относится к установке для индукционного нагрева концов цилиндрических заготовок под ковку, прошивку, сплющивание. Цель - повышение производительности путем сокращения времени на переналадку. Установка содержит основание, на котором устанолены электроизоляционная плита (ЭП) с индукторами (И) 11 разных типоразмеров и зажимное самоустанавливающее устройство. ЭП выполнена с возможностью вертикального перемещения в направляющих. Контакты (К) И проходят через отверстия, выбранные в ЭП, и установлены на одной вертикальной оси с возможностью поочередного взаимодействия с К подвода электрического питания и зажимным самоустанавливающим устройством. Заготовка (З) посредством привода подается в И 11, где нагревается, а затем последующей З проталкивается на приемный лоток 8. При изменении типоразмера З освобождаются К И посредством пневмоцилиндра, перемещается плита 3 до соответствующего поперечного выключателя, при этом новый И устанавливается в положение зажима. Пневмоцилиндр зажимает К И. Установка позволяет при смене И затрачивать минимальное время на переналадку и повысить надежность закрепления К. 3 ил.
Изобретение относится к области индукционного нагрева и может быть использовано для нагрева концов цилиндрических заготовок под ковку, прошивку, сплющивание, например для нагрева концов трубных заготовок под закатку.
Цель изобретения - повышение водительности путем сокращения времени на переналадку.
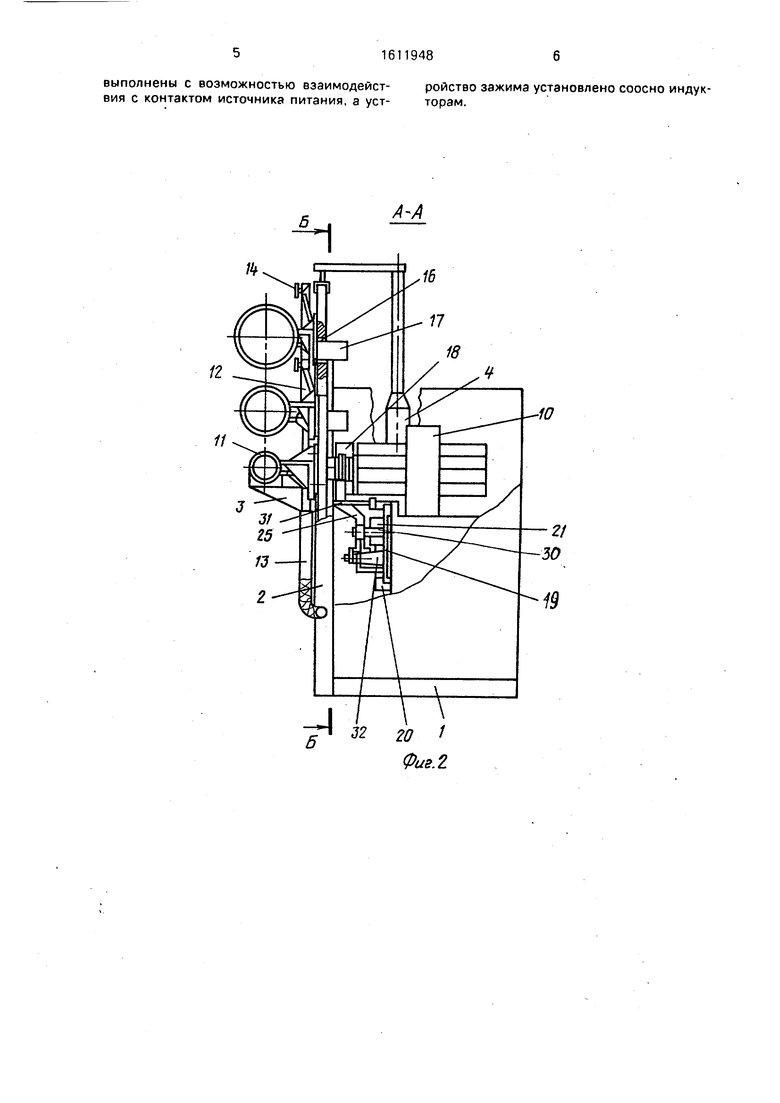
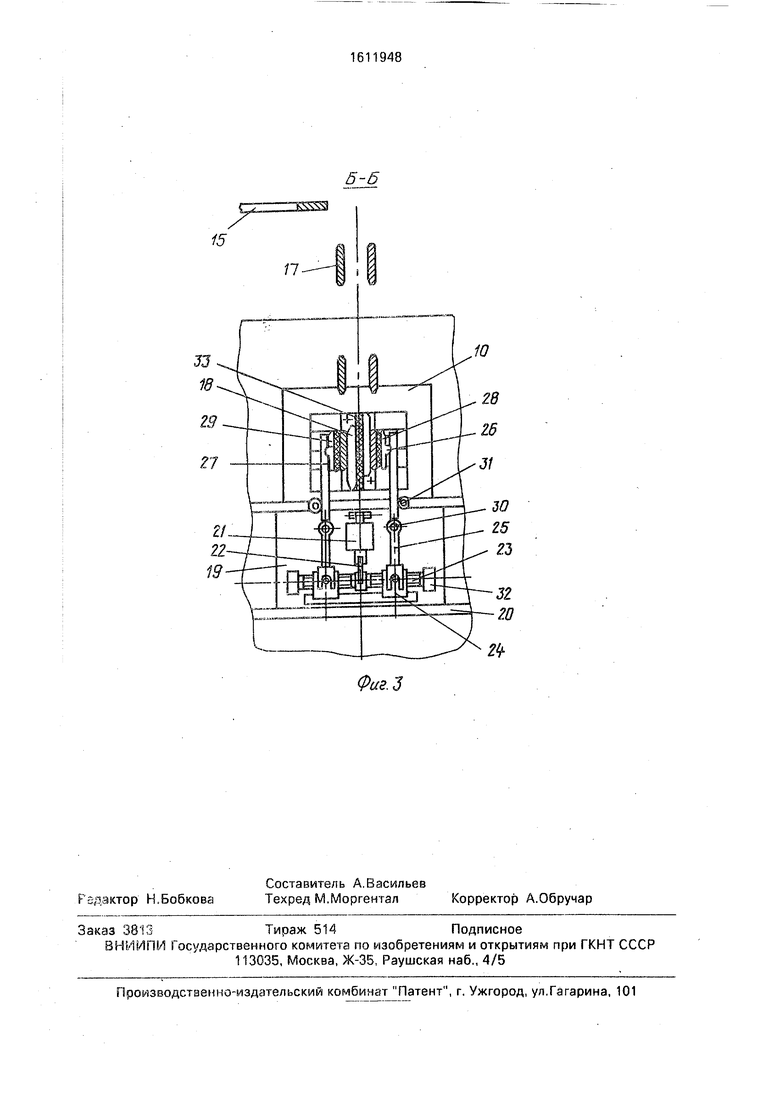
На фиг. 1 представлена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фмг. 2.
Установка содержит основание 1, направляющие 2, плиту 3 из электроизоляционного материала, привод 4 вертикального перемещения плиты, наклонный лоток 5, привод 6 проталкивания, направляющие 7, приемный лоток 8, механизм 9 зажима, закалочный трансформатор 10, На плите 3 установлены индукторы 11 различного типоразмера с подсоединенной системой 12 подачи охлаждающей воды и системой 13 слива охлаждающей воды. На входе охлаждающей системы каждого индуктора установлен запорный вентиль 14. В верхней части плита 3 соединена с приводом 4 перемещения посредством перемычки 15. Плита 3 выполнена с отверстиями 16, через которые проходят контакты 17 индукторов 11. Контакты 17 установлены по одной вертикальной оси с возможностью поочередного взаимодействия с контактами 18 подвода питания, установленными на трансформаторе 10. Механизм 9 зажима собран на плите 19, которая установлена в направляющих 20 с возможностью горизонтального перемещения. На плите 19 установлен пневмо- цмлиндр 21, который своим штоком шарнирно соединен с рычагом 22, укрепленным на винте 23, имеющем левую и правую резьбы, на которых, взаимодействуя с резьбами, установлены ползушки 24. Последние взаимодействуют с рычагами 25, на концах которых установлены на осях 26 подпружиненные пружинами 27 колодки 28 с электроизоляционными планками 29. Рычага 25 установлены на осях 30 с возможностью поворота и взаимодействуют с ограничителями 31 поворота. Винт 23 устз- новлен в опорах 32. Между контактами 18 подвода злектрического питания установлена электроизоляционная планка 33.
Установка работает следующим образом.
Заготовка 34 посредством привода 6 проталкивания подается в индуктор 11, где 5 конец заготовки нагревается до 1200°С, затем последующей заготовкой проталкивается на приемный лоток 8, откуда поступает на последующие операции. При изменении типоразмера заготовки переналадку осущест0 вляют следующим образом: отключают подачу электроэнергии на нагреватель, посредством пневмоцилиндра 21 освобождают контакты индуктора от затяжки, перемещают плиту 3 до соответствующе на5 строенного конечного выключателя (не показан), при этом настроенный заранее один раз соответствующий новой заготовке индуктор устанавливается на позицию нагрева, контакты нового индуктора входят во
0 взаимодействие с контактами 18 подвода электрического питания, посредством срабатывания пневмоцилиндра 21 через рычаги 25 колодками 28 создается надежный электрический контакт между контактами
5 17 индуктора и контактами 18 подвода питания. Подается заготовка в индуктор и нагреватель включается в работу. .
Предлагаемая установка позволяет при смене индукторов затрачивать минималь0 нов время на закрепление контактов, повысить надежность электрического контакта, механизировать процесс закрепления и открепления контактов. Использование установки позволяет сократить время на смену
5 индуктора при переходе на новый типоразмер, исключает необходимость демонтировать и вновь монтировать систему охлаждения, опрессовывать ее.
Формула изобретения
0 Установка для индукционного нагрева заготовок, содержащая основание с расположенными на нем индукторами различных типоразмеров с электроконтактами, источник питания с контактом, отличающая5 с я тем, что, с целью повышения производительности путем сокращения времени на переналадку, она снабжена закрепленным на основании устройством зажима электроконтактов индуктора к контакту источника
0 питания, индукторы расположены по вертикальной оси с возможностью вертикального
перемещения, при этом электроконтакты
выполнены с возможностью взаимодействия с контактом источника питания, а уст/
ройство зажима установлено соосно индукторам.
Ю
Фиг.г
10
2lfФиг.З
| 0 |
|
SU160520A1 | |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
