Изобретение относится к области машиностроения и может быть использовано для подачи заготовок в технологическое оборудование различного назначения, например в многоручьевой индуктор для нагрева под штамповку.
Известен роторный автомат питания для автоматического ориентирования и подачи штучных деталей к роторно- конвейерным линиям, содержащий трубчатые накопители с поперечными пазами и нижний и верхний групповые отсекатели, выполненные в виде бесконечных замкнутых гибких элементов, охватывающих ротор по дугам окружности.
Однако известное устройство имеет недостаточную производительность и технологическую возможность.
Известно также устройство для накопления и выдачи стержневых заготовок, содержащее смонтированную вертикально на основании полую колонну, снабженную механизмом поворота, имеющим храповое колесо, храповую собачку, закрепленную с возможностью взаимодействия с храповым колесом, и рычаг, связанный с приводом в виде силового цилиндра, два диска, установленные последовательно один за другим на колонне и имеющие отверстия для размещения заготовок, расположенные по окружности на расстоянии одно от другого, равном расстоянию между зубьями храпового колеса, опорный диск, жестко закрепленный на колонне, и механизм регулирования расстояния между дисками.
Недостатком известного устройства является недостаточная его производительность, а также то, что при необходимости подачи заготовок другой длины требуется переналадка устройства на необходимую длину.
Наиболее близким к изобретению является устройство для подачи комплекта деталей, содержащее основание, магазин в виде двойного цилиндра, приводной кулачок,
связанный с поворотным диском, цилиндрические вертикальные каналы-накопители, расположенные по окружности, на конце каждого из которых расположен механизм
поштучной выдачи детали, выполненный в виде двух параллельно расположенных и кинематически связанных между собой отсе- кателей, при этом поворотный диск выполнен подпружиненным относительно
основания и связан с нижними отсекателя- ми посредством дополнительно введенных штифтов, закрепленных на кольце, и сквозных пазов, выполненных на нижних отсекателях под углом к направлению перемещения последних, причем отсекатели установлены с возможностью перемещения в радиальном направлении и выполнены в ви- .де секторов, а кинематическая связь между ними выполнена в виде двуплечего рычага.
Недостатком известного устройства является его низкая технологическая возможность.
Целью изобретения является расширение технологической возможности устройства за счет выдачи деталей различной длины.
Поставленная цель достигается тем, что в устройстве для подачи деталей, содержащем магазин, выполненный в виде поворотного стола, по периферии которого расположены накопители, в каждом из которых размещен отсекатель, привод перемещения отсекателей и запорный механизм, каждый накопитель снабжен дополнительными отсекателями, расположенными параллельно основному с возможностью последовательного взаимодействия с приводом, при этом запорный механизм выполнен в виде диска с окнами, установленного
с возможностью поворота.
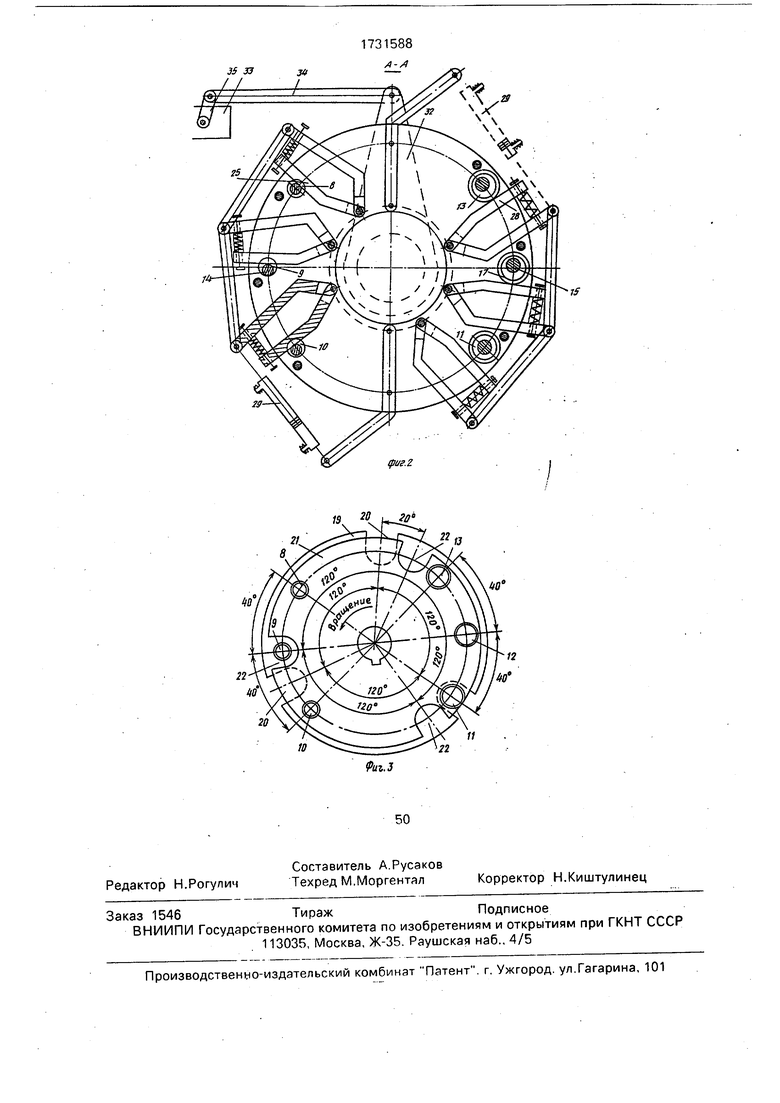
На фиг. 1 изображено устройство для подачи деталей в многоручьевые индукционные нагреватели и выгрузка их после концевого нагрева; на фиг. 2 - разрез А-А на
. 1; на фиг. 3 - схема взаимного расположения запорного механизма и основного отсекателя.
Устройство для подачи деталей (фиг. 1) в многоручьевой индукционный нагреватель и выгрузки их после концевого нагрева содержит поворотную колонну 1 со сквозным отверстием 2 для охлаждающей воды.
Колонна 1 вращается в нижнем подшипнике 3, прикрепленном к основанию (не показано) и в верхнем подшипнике 4. К корпусу верхнего подшипника 4 крепится магазин, выполненный в виде поворотного стола, представляющего собой последовательно расположенные параллельно друг другу диски 5-7. По периферии поворотного стола на дисках 5-7 по окружности расположены отверстия, через которые проходят накопители 8-10 и 11-13.
Накопители 8-10 и 11-13 предназначены соответственно для прохождения: пер- вые три - холодных деталей 14, вторые три -холодных деталей 15. Холодные детали 14 и 15 поступают в накопители 8-10 и 11-13 из автоматического элеваторного загрузчика (не показан), ручьи которого подсоединя- ются в зависимости от типоразмера заготовки по диаметру к накопителям 8-10 или 11-13. Ручьи автоматического элеваторного загрузчика расположены в верхней части по отношению к накопителям 8-10 и 11-13 устройства для подачи деталей.
В нижней части на колонне 1 установлены индукционные нагреватели 16 и 17, которые крепятся к текстолитовому основанию 18 и снабжены сквозными отверстиями, ко- торые являются продолжением накопителей 8-10 и 11-13. В нагревателях 16 и 17 производят концевой нагрев деталей 14 и 15.
В нижней части сквозные отверстия на- гревателей 16 и 17 перекрываются основным отсекателем 19, представляющим собой полый охлаждаемый водой диск стремя сквозными отверстиями 20 (фиг. 3) для прохода нагретых деталей 14 и 15. Основ- ной отсекатель 19 жестко закреплен на колонне 1 под индукционными нагревателями 16 и 17.
В нижней части колонны 1 расположен запорный механизм 21 (фиг. 1 и 3), который представляет собой металлический диск с тремя сквозными окнами 22 для прохода холодных деталей 14 и 15. Запорный механизм установлен с возможностью поворота.
Для возможности подачи деталей различной длины каждый накопитель 8-10 и 11-13 снабжен дополнительными отсека- телями 23-25 и 26-28, расположенными соответственно на дисках 5-7 в месте прохождения накопителей 8-10 и 11-13 через диски 5-7.
Дополнительные отсекатели 23-25 и 26-28 расположены параллельно основному отсекателю 19.
Каждый дополнительный отсекатель 23-25 и 26-28 выполнены, например, в виде силового цилиндра - пневмоцилиндра 29 и системы рычагов и установлен с возможностью последовательного взаимодействия с приводом, выполненным в виде алюминиевого диска 30 с выступами 31, закрепленного на колонне 1 и входящего выступами 31 в щель бесконтактного конечного выключателя (БВК) (не показан).
Сигналы БВК поступают к пневмоци- линдру 29, который останавливает продвижение столба холодных деталей 14 и 15 по накопителям 8-10 и 11-13.
Дополнительные отсекатели 23 и 26, установленные на диске 5, производят остановку продвижения холодных деталей 14 и 15 одной длины.
Дополнительные отсекатели 24 и 27, установленные на диске 6, производят остановку продвижения холодных деталей 14 и 15 другой длины.
Дополнительные отсекатели 25 и 28, установленные на диске 7, производят остановку холодных деталей 14 и 15 третьей длины, т.е. в зависимости от типоразмера детали по длине подключен в работу тот или иной дополнительные отсекатели или 23 и 26, или 24 и 27, или 25 и 28.
Колонна 1 снабжена приводом поворота в виде храпового механизма 32 (фиг. 1 и 2). Храповый механизм 32 связан с редуктором 33 посредством шатуна 34, соединенного с кривошипом 35, закрепленным на валу редуктора 33.
Наладка устройства.
В зависимости от типоразмера деталей 14 или 15 подлине производится установка пневмоцилиндра 29 на диске 5 или 6, или 7. При длине деталей 14 или 15 от 60 до 100мм пневмоцилиндр 29 устанавливается на диске 5, при длине деталей от 100 до 180 мм - на диске 6, при длине деталей от 180 до 340 мм - на диске 7,
В зависимости от типоразмера деталей 14 или 15 по диаметру подключают автоматический элеваторный загрузчик (не показан) к накопителям 8-10 или 11-13 и соответственно к ним подключают пневмоцилиндр 29.
Устройство работает следующим образом.
Холодные заготовки 14 из автоматического загрузчика элеваторного типа (не показан) поступают в накопители 8-10,
соответствующие определенному типоразмеру заготовок по диаметру.
Редуктор 33 периодически поворачивает кривошип 35 по команде от реле времени (не показано) на один оборот, который посредством шатуна 34 и храпового механизма 32 поворачивает колонну 1 и установленные на ней запорный механизм 21, основной отсекатель 19, алюминиевый диск 30 с выступами 31 на шаг, равный смещению между выпускными отверстиями 20 основного отсекателя 19 и выпускными отверстиями 22 запорного механизма 21. Это смещение равно 1/2 расстояния между накопителями 8-10 одного типоразмера деталей 14 или расстояния между накопителями 11-13 другого типоразмера деталей 15, а также между сквозными отверстиями индукционных нагревателей 16 и 17
При первом повороте колонны 1 на один шаг одно из выпускных отверстий 20 основного отсекателя 19 совмещается с одним из сквозных отверстий индукционного нагревателя 16, в результате чего нагретая заготовка 14 выпадает из основного отверстия индукционного нагревателя 16 на транспортер (не показан) и направляется в зону обработки - штамповки.
Произошла выгрузка одного из сквозных отверстий индукционного нагревателя 16.
Одновременно с подачей второй команды от реле времени на следующий поворот кривошипа 35 подается команда пневмоци- линдру 29 - удержать столб холодных деталей 14 в накопителях 8-10 отсекателями 23 за исключением нижних деталей, которые удерживаются диском запорного механиз- ма21.
Вторым поворотом кривошипа 35 колонна 1, повернувшись еще на один шаг, произведет закрытие основным отсекзте- лем 19 сквозного отверстия индукционного нагревателя 16, произойдет открытие сквозным отверстием 22 запорного механизма 21 накопителя 8, в результате чего холодная деталь 14, ранее удерживаемая запорным механизмом 21, падает и входит в сквозное отверстие индукционного нагревателя 16 до основного отсекателя 19, где и производится нагрев верхней части детали 14
В это же время выступ 31 алюминиевого диска 30 входит в щель БВК БВК дает команду пневмоцилиндру 29 удерживать столб холодных деталей 14 в накопителях 8-10 отсекателями 23 до полного закрытия диском запорного механизма 21 отверстия под накопителем 8.
Третьим поворотом кривошипа 35 колонна 1, повернувшись еще на один шаг
произведет закрытие диском запорного механизма 21 сквозного отверстия накопителя 8 и открытие основным отсекателем 19 сквозного отверстия индукционного нагревателя 16 под накопителем 9, в результате чего нагретая заготовка 14 выпадает из сквозного отверстия индукционного нагревателя 16 под накопителем 9 на транспортер и направится в зону обработки-штамповки (не показано).
Выступ 31 алюминиевого диска 30 выйдет из щели БВК и пневмоцилиндр 29 отпустит отсекатели 23, в результате чего столб холодных заготовок 14 в трубчатом ручьенакопителе 8 опустится до диска запорного механизма 21.
Далее цикл работы для накопителей 9 и 10 повторяется.
Работа на накопителях 11-13 индукционного нагревателя 17 для другого типоразмера заготовок по диаметру аналогична работе описанного устройства на накопителях 8-10 Необходимо лишь подключить к накопителям 11-13 автоматический элеваторный загрузчик (не показан) и установить пневмоцилиндр 29 на один из отсекателей 26-28.
Таким образом, применение предлагаемого устройства для подачи деталей позволяет увеличить его технологическую возможность за счет выдачи деталей различной длины. К тому же, предлагаемое устройство позволяет подавать детали различных типоразмеров по диаметру.
Устройство для подачи деталей просто в обслуживании так для настройки автомата на другую длину заготовок требуется лишь переустановка пневмоцилиндра на другой диск, а при настройке устройства на
другой диаметр заготовки требуется лишь подключить элеваторный загрузчик к соответствующим накопителям.
Формула изобретения Устройство для подачи деталей, содержащее магазин, выполненный в виде поворотного стола, по периферии которого расположены накопители, в каждом из которых размещены отсекатель, привод переме- щения отсекателей и запорный механизм, отличающееся тем, что, с целью расширения технологических возможностей за счет выдачи деталей различной длины, каждый накопитель снабжен допол- чительными отсекателями, расположенными параллельно основному с возможностью последовательного взаимодействия с приводом, при этом запорный механизм выполнен в виде диска с окнами, установленного с возможностью поворота
Iff
fi/г.г

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1984 |
|
SU1212677A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Устройство для подачи заготовок в зону обработки | 1990 |
|
SU1757770A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| Установка для контактной рельефной сварки | 1984 |
|
SU1199531A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| Магазин-накопитель | 1986 |
|
SU1313641A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Элеваторное загрузочное устройство | 1980 |
|
SU944865A1 |
Использование: для подачи заготовок разной длины в технологическое оборудование различного назначения. Устройство для подачи заготовок содержит поворотную колонну 1 с закрепленным на чей магазином, выполненным в виде поворотного стола, представляющего собой расположенные друг за другом последовательно-параллельно дис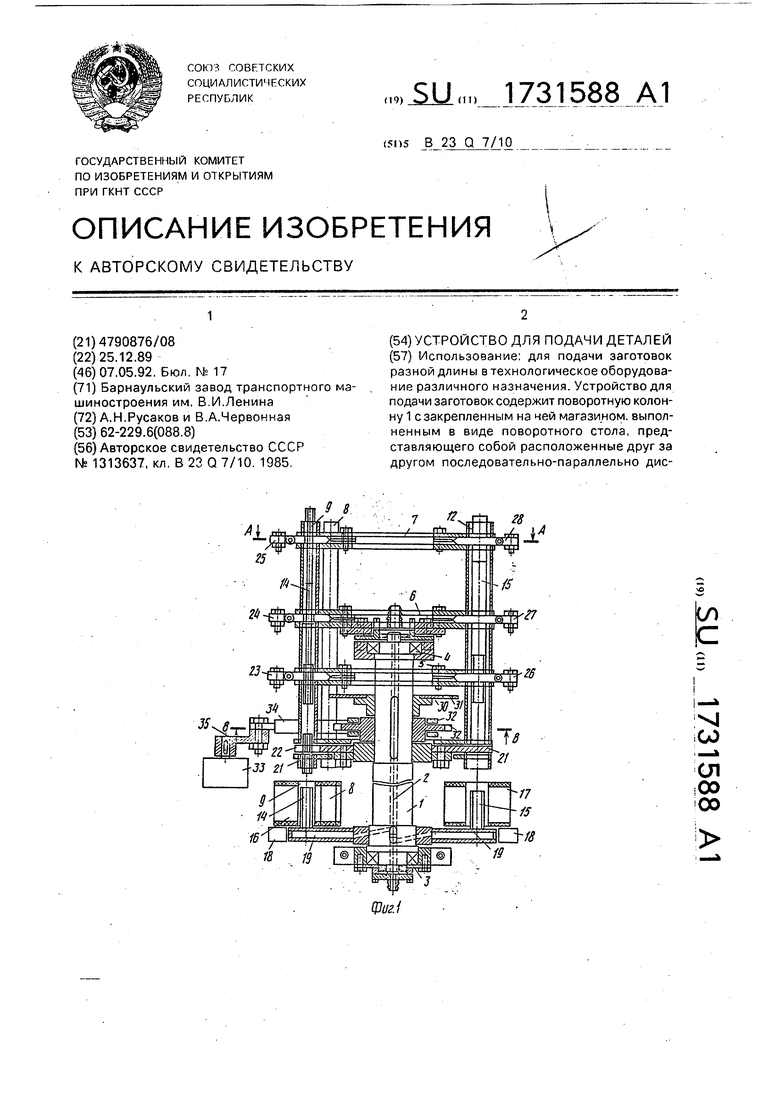
W. 2Ч i-tff
20
to
a
itO
| Устройство для подачи комплекта деталей | 1985 |
|
SU1313637A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
