Изобретение относится к контактной сварке и может быть использовано для приварки крышек к прямоугольным корпусам полупроводниковых приборов и другим малогабаритным изделиям.
Цель изобретения - повышение качества сварки корпусов полупроводниковых приборов с крышками путем повышения точности совмещения крышки с ободком корпуса.
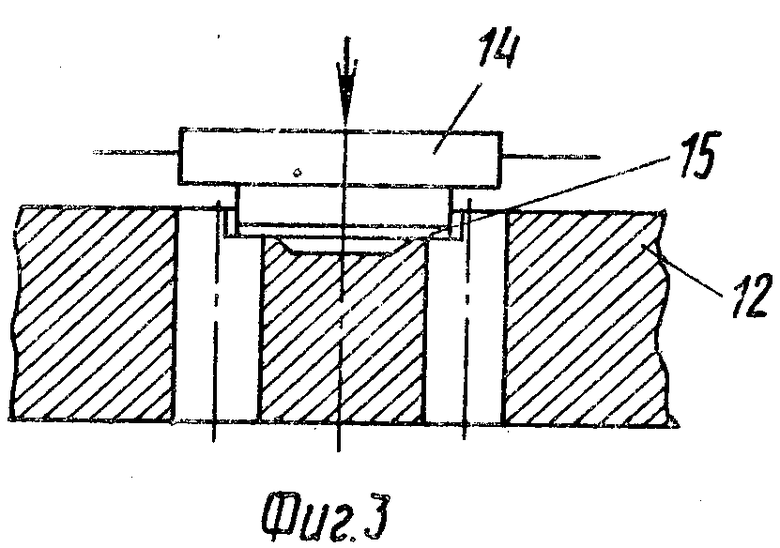
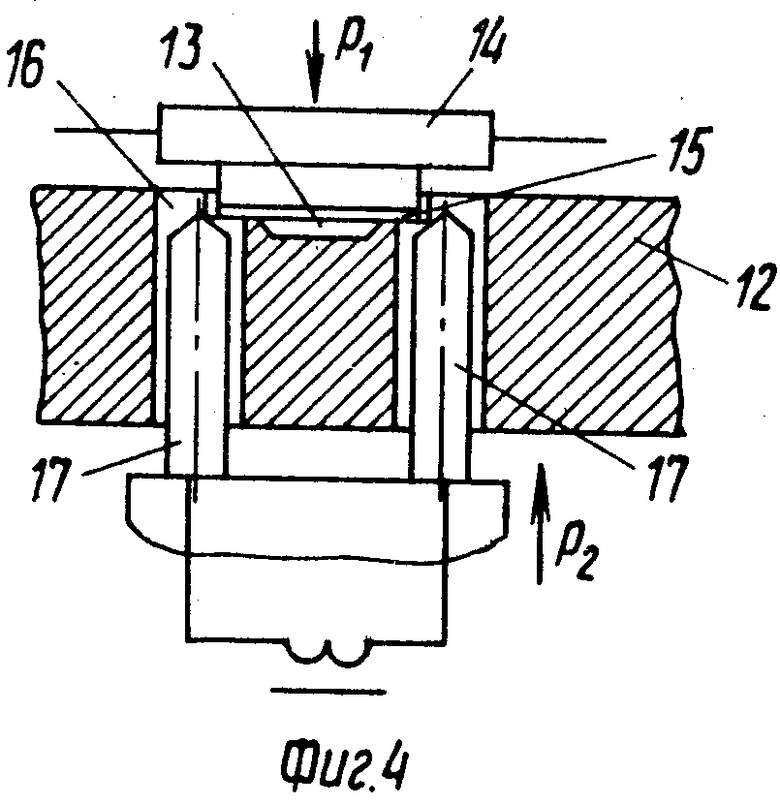
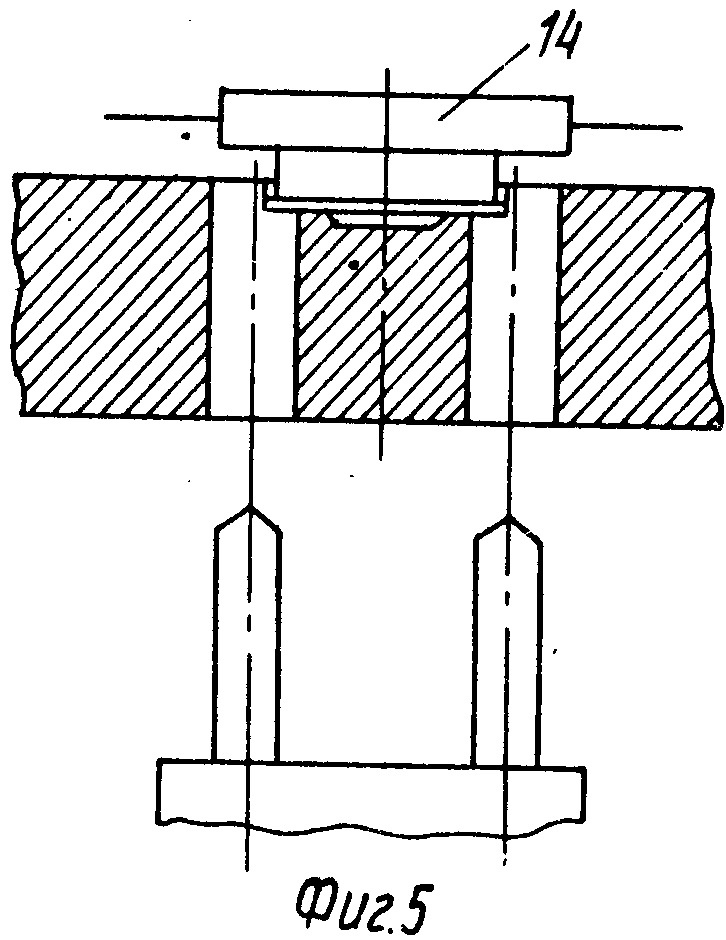
На фиг. 1 изображено устройство в плане; на фиг. 2-5 - цикл работы механизма прихватки крышки к корпусу за один оборот механизма прихватки; на фиг. 2 - позиция укладки крышки в гнездо вкладыша вращающегося механизма прихватки крышки к корпусу; на фиг. 3 - позиция установки основания корпуса и совмещения его с крышкой в гнезде вкладыша; на фиг. 4 - позиция фиксации совмещенного корпуса и крышки и прижима их со стороны корпуса, подвода электродов, формирования сварочных импульсов и отвода электродов; на фиг. 5 - позиция снятия усилия с корпуса и съема корпуса с крышкой для установки на один из механизмов возвратно-поступательного перемещения кареток.
Устройство содержит два механизма 1 и 2 возвратно-поступательного перемещения кареток 3 и 4, на которых закреплены столики 5 и 6 для крепления корпусов. На каждом механизме возвратно-поступательного перемещения кареток установлены по два сварочных электрода 7 и 8, 9 и 10. Кроме того, устройство содержит механизм прихватки крышек к корпусу односторонней точечной контактной сваркой. Механизм прихватки выполнен в виде столика 11 с вкладышами 12 из электроизоляционного материала. Вкладыши 12, закреплены на столике по окружности. Столик установлен с возможностью вращения вокруг вертикальной оси от привода. В каждом вкладыше 12 выполнено гнездо 13 для установки и совмещения корпуса 14 и крышки 15. Во вкладышах выполнены отверстия 16, по два по контуру гнезда 13. Электроды-прихватки 17 установлены с возможностью поступательного перемещения в отверстиях 16 вкладышей 12. Гнездо 13 с вкладышем занимает последовательно позиции 18-21.
Устройство управляется блоком автоматического управления 22.
Работает устройство следующим образом.
Крышку 15 укладывают в гнездо 13 вкладыша 12 (поз. 18). Размеры гнезда 13 выполняются по контуру крышки с учетом допуска на габаритные размеры (при условии захода крышки в гнездо 13, см. фиг. 2). Установка крышки и корпуса в гнездо 13 повышает точность совмещения.
После укладки крышки 15 во вкладыш 12 механизм прихватки путем вращения относительно своей оси (как показано стрелкой) перемещает крышку 15 с позиции 18 на позицию 19. На позиции 19 осуществляется установка корпуса и совмещение с крышкой 15 в гнезде 13 вкладыша 12 и прижим их со стороны корпуса с усилием Р1 = 8. . . 10 Н (см. фиг. 3). Затем совмещенные крышку и корпус в прижатом состоянии перемещают путем вращения механизма прихватки на позицию 20 (см. фиг. 4). На позиции 20 к кромкам совмещенных крышки и корпуса подводят электроды-прихватки 17, закрепленные в изоляционной втулке, и поджимают ими крышку 15 к корпусу 14 с усилием Р2 = 4. . . 6 Н.
После получения качественного электрического контакта электродов с деталями включают источник тока и формируют сварочный импульс тока прихватки. При этом получают соединение в двух точках. После получения соединения электроды 17 выводят из вращающегося механизма прихватки (см. фиг. 5) и перемещают деталь на позицию 21. На этой позиции снимают усилие прижима Р1 с корпуса 14 и переставляют корпус на столик первого или второго механизма возвратно-поступательного перемещения кареток.
Начинается процесс шовной сварки корпуса по четырем сторонам. После установки корпуса с прихваченной крышкой на столике 5 система управления (блок управления 22) выдает сигнал на включение двигателя, вращающего вал перемещения каретки 3 со столиком 5. При этом корпус 14, подлежащий сварке, перемещается относительно сварочных электродов 7 и 8. При перемещении каретки 3 со столиком 5 в прямом направлении осуществляется сварка двух сторон корпуса в его продольном направлении, после сварки которых столик 5 поворачивается на 90о относительно своей оси. В этот момент каретка второго механизма возвратно-поступательного перемещения каретки находится рядом с позицией 21 механизма прихватки и на столик этой каретки устанавливают корпус с прихваченной крышкой. По сигналу блока управления 22 одновременно с началом прямого движения каретки 4 второго механизма возвратно-поступательного перемещения начинает движение в обратном направлении каретка 3, для чего двигатель привода меняет направление вращения.
Далее цикл повторяется.
Устройство позволяет существенно повысить качество сварки за счет исключения смещения корпуса относительно крышки. (56) Ефтифеев П. И. , Владимиров Е. А. Термокомпрессионная и односторонняя контактная сварка деталей малых толщин. / Сер. Прогрессивные методы обработки металлов, сплавов и других материалов. Л. : ЛДНТП, 1970, с. 7-8, рис. 3а-3в.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для герметизации прямоугольных корпусов полупроводниковых приборов | 1990 |
|
SU1754368A1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1986 |
|
SU1362597A1 |
| Устройство для герметизации прямоугольных корпусов полупроводниковых приборов | 1989 |
|
SU1691002A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Способ герметизации прямоугольных корпусов микросхем | 1988 |
|
SU1655709A1 |
| Линия для сборки и сварки изделий коробчатого сечения | 1988 |
|
SU1685655A1 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| Устройство для сборки полупроводниковых приборов | 1982 |
|
SU1220030A1 |

Изобретение относится к контактной сварке и может быть использовано для приварки крышек к прямоугольным корпусам полупроводниковых приборов и другим малогабаритным изделиям. Цель изобретения - повышение качества сварки корпусов полупроводниковых приборов с крышками путем повышения точности совмещения крышки с ободком корпуса. Устройство содержит источник сварочного тока, два электрода 17, столик для крепления свариваемой детали. В столике выполнены гнезда по окружности, в которых установлены электроизолирующие вкладыши 12. В каждом вкладыше в центре выполнены глухие отверстия 13 для совмещения корпуса с крышкой прибора и по два сквозных отверстия 16 по периферии глухого отверстия. Электроды 17 установлены с возможностью перемещения в сквозных отверстиях вкладышей 12, а столик - с возможностью вращения вокруг вертикальной оси. 5 ил.
УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ КОНТАКТНОЙ СВАРКИ, содержащее источник сварочного тока, два электрода, столик для крепления свариваемой детали, отличающееся тем, что, с целью повышения качества сварки корпусов полупроводниковых приборов с крышками путем повышения точности совмещения с ободком корпуса, оно снабжено электроизолирующими вкладышами, установленными в гнездах, выполненных в столике по окружности, причем в каждом вкладыше в центре выполнены глухие отверстия для совмещения корпуса с крышкой прибора и по два сквозных отверстия, выполненных на периферии глухого отверстия, электроды установлены с возможностью перемещения в сквозных отверстиях вкладышей, а столик - с возможностью вращения вокруг вертикальной оси.
