А-А
Ю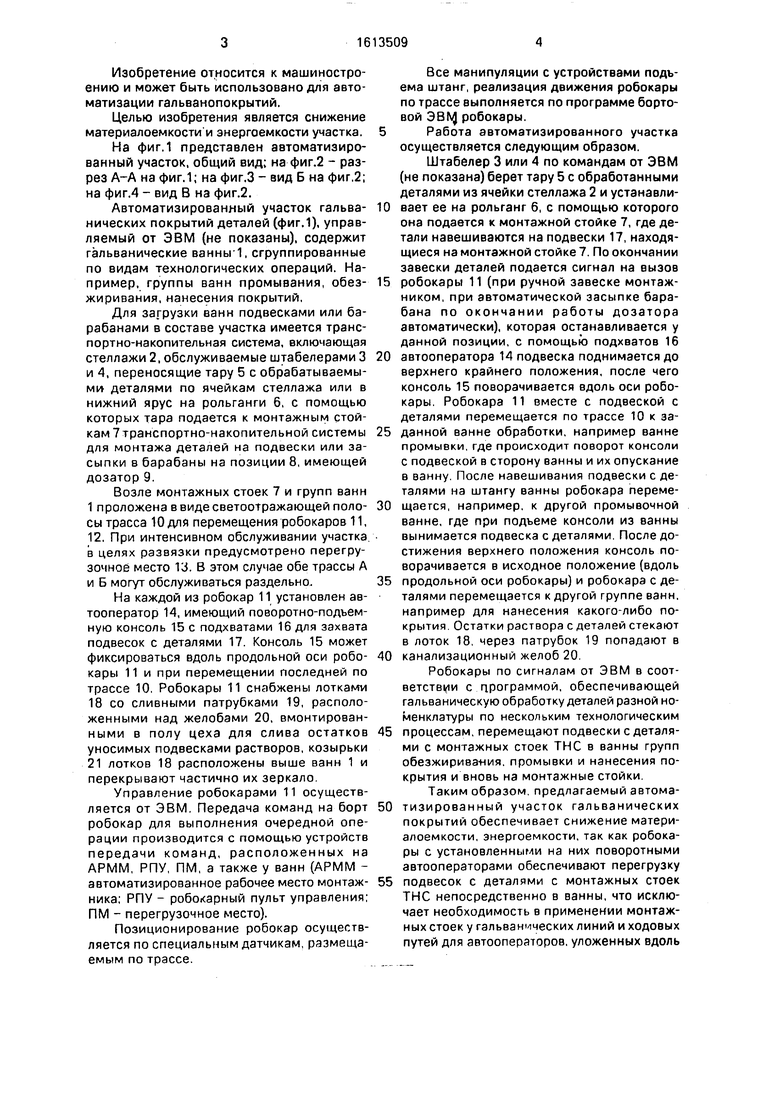
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный участок гальванических покрытий деталей | 1987 |
|
SU1479557A1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Автоматизированный участок механической обработки деталей | 1983 |
|
SU1161314A1 |
| Укрытие ванны автоматизированной линии гальванических цехов | 1990 |
|
SU1805139A1 |
| Автоматизированная транспортно-складская система | 1990 |
|
SU1808641A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Агрегатный многопроцессный автомат для гальванической и химической обработки деталей | 1960 |
|
SU148315A1 |
| Автоматизированный участок | 1983 |
|
SU1183351A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
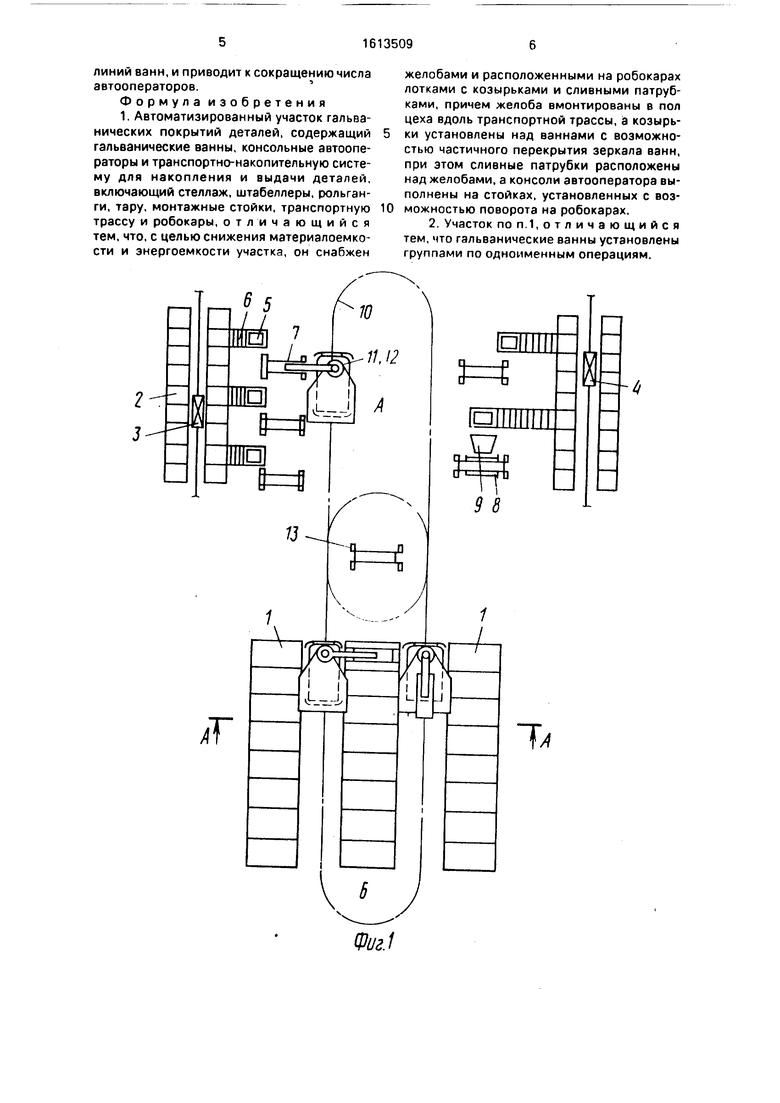
Изобретение относится к машиностроению и может быть использовано для автоматизации гальванопокрытий. Цель - снижение материалоемкости и энергоемкости участка. На робокарах 11 установлены консольные автооператоры 14, а также лотки 18 с козырьками 21 и патрубками 19. Робокамера 11 вместе с подвеской 17 с деталями перемещается по трассе к заданной ванне обработки. После обработки деталей подвеска вынимается из ванны, при этом остатки раствора с деталей стекают в лоток 18 и через патрубок 19 попадают в канализационный желоб 20. 1 з.п. ф-лы, 4 ил.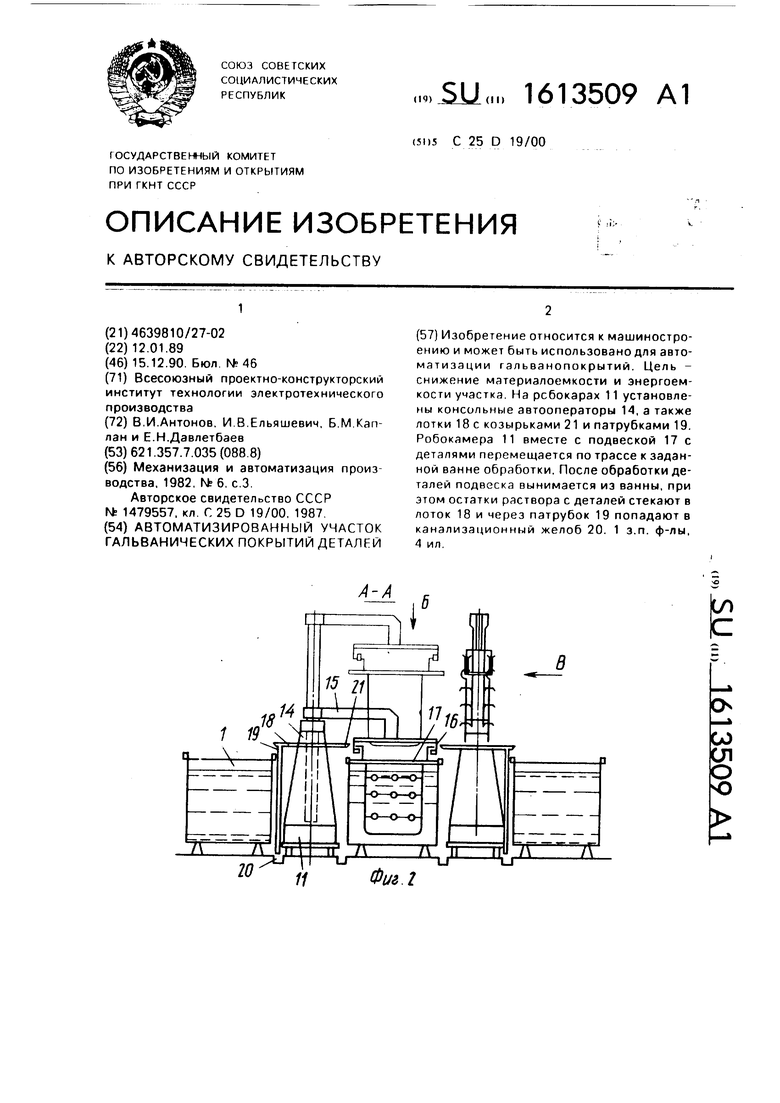
11
О
СА)
сл о о
Фиг.2
Изобретение относится к машиностроению и может быть использовано для автоматизации гальванопокрытий.
Целью изобретения является снижение материалоемкости и энергоемкости участка.
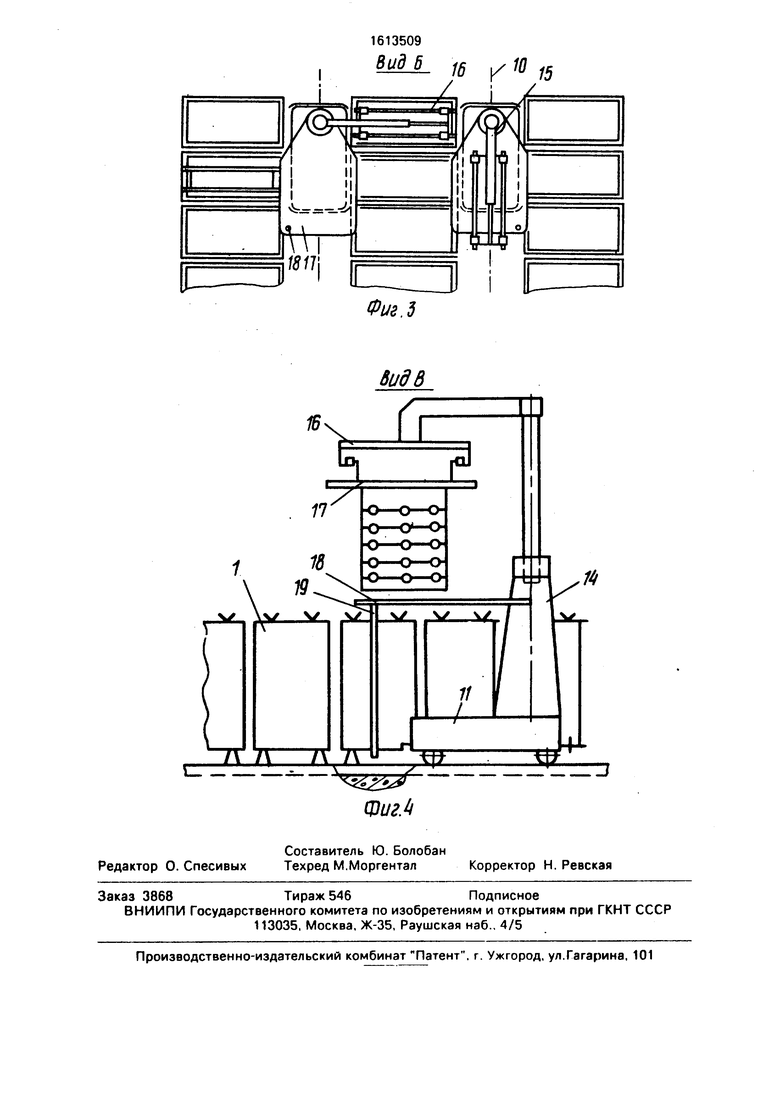
На фиг.1 представлен автоматизированный участок, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - вид В на фиг.2.
Автоматизированный участок гальванических покрытий деталей (фиг,1), управляемый от ЭВМ (не показаны), содержит гальванические ванны-1, сгруппированные по видам технологических операций. Например, группы ванн промывания, обезжиривания, нанесения покрытий.
Для загрузки ванн подвесками или барабанами в составе участка имеется транс- портно-накопительная система, включающая стеллажи 2, обслуживаемые штабелерами 3 и 4, переносящие тару 5 с обрабатываемыми деталями по ячейкам стеллажа или в нижний ярус на рольганги 6, с помощью которых тара подается к монтажным стойкам 7транспортно-накопительной системы для монтажа деталей на подвески или засыпки в барабаны на позиции 8, имеющей дозатор 9.
Возле монтажных стоек 7 и групп ванн 1 проложена в виде светоотражающей полосы трасса 10 для перемещения робокаров 11, 12. При интенсивном обслуживании участка. в целях развязки предусмотрено перегрузочное место 13. В этом случае обе трассы А и Б могут обслуживаться раздельно.
На каждой из робокар 11 установлен автооператор 14, имеющий поворотно-подъемную консоль 15 с по,дхватами 16 для захвата подвесок с деталями 17. Консоль 15 может фиксироваться вдоль продольной оси робо- кары 11 и при перемещении последней по трассе 10, Робокары 11 снабжены лотками 18 со сливными патрубками 19, расположенными над желобами 20, вмонтированными в полу цеха для слива остатков уносимых подвесками растворов, козырьки 21 лотков 18 расположены выше ванн 1 и перекрывают частично их зеркало.
Управление робокарами 11 осуществляется от ЭВМ. Передача команд на борт робокар для выполнения очередной операции производится с помощью устройств передачи команд, расположенных на АРММ, РПУ, ПМ, а также у ванн (АРММ - автоматизированное рабочее место монтажника; РПУ - робокарный пульт управления; ПМ - перегрузочное место).
Позиционирование робокар осуществляется по специальным датчикам, размещаемым по трассе.
Все манипуляции с устройствами подъема штанг, реализация движения робокары по трассе выполняется по программе бортовой ЭВ робокары.
Работа автоматизированного участка
осуществляется следующим образом.
Штабелер 3 или 4 по командам от ЭВМ (не показана) берет тару 5 с обработанными деталями из ячейки стеллажа 2 и устанавливает ее на рольганг 6, с помощью которого она подается к монтажной стойке 7, где детали навешиваются на подвески 17, находящиеся на монтажной стойке 7. По окончании завески деталей подается сигнал на вызов
робокары 11 (при ручной завеске монтажником, при автоматической засыпке барабана по окончании работы дозатора автоматически), которая останавливается у данной позиции, с помощью подхватов 16
автооператора 14 подвеска поднимается до верхнего крайнего положения, после чего консоль 15 поворачивается вдоль оси робокары. Робокара 11 вместе с подвеской с деталями перемещается по трассе 10 к заданной ванне обработки, например ванне промывки, где происходит поворот консоли с подвеской в сторону ванны и их опускание в ванну. После навешивания подвески с деталями на штангу ванны робокара перемещается, например, к другой промывочной ванне, где при подъеме консоли из ванны вынимается подвеска с деталями. После достижения верхнего положения консоль поворачивается в исходное положение (вдоль
продольной оси робокары) и робокара с деталями перемещается к другой группе ванн, например для нанесения какого-либо покрытия. Остатки раствора с деталей стекают в лоток 18, через патрубок 19 попадают в
канализационный желоб 20.
Робокары по сигналам от ЭВМ в соот- ветств1(1и с программой, обеспечивающей гальваническую обработку деталей разной номенклатуры по нескольким технологическим
процессам, перемещают подвески с деталями с монтажных стоек ТНС в ванны групп обезжирива-ния. промывки и нанесения покрытия и вновь на монтажные стойки.
Таким образом, предлагаемый автоматизированный участок гальванических покрытий обеспечивает снижение материалоемкости, энергоемкости, так как робокары с установленныг.1и на них поворотными автооператорами обеспечивают перегрузку
подвесок с деталями с монтажных стоек ТНС непосредственно в ванны, что исключает необходимость в применении монтажных стоек у гальванических линий и ходовых путей для автооператоров, уложенных вдоль
линий ванн, и приводит к сокращению числа автооператоров.
Формула изобретения 1. Автоматизированный участок гальванических покрытий деталей, содержащий гальванические ванны, консольные автооператоры и транспортно-накопительную систему для накопления и выдачи деталей, включающий стеллаж, штабеллеры, рольганги, тару, монтажные стойки, транспортную трассу и робокары, отличающийся тем, что, с целью снижения материалоемкости и энергоемкости участка, он снабжен
Т
желобами и расположенными на робокарах лотками с козырьками и сливными патрубками, причем желоба вмонтированы в пол цеха вдоль транспортной трассы, а козырьки установлены над ваннами с возможностью частичного перекрытия зеркала ванн, при этом сливные патрубки расположены над желобами, а консоли автооператора выполнены на стойках, установленных с возможностью поворота на робокарах.
1ШШ1
(оШШ
Т
1613509
Вид 6
16 к 0 15
Фиг.д
Виде
| Механизация и автоматизация производства | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Автоматизированный участок гальванических покрытий деталей | 1987 |
|
SU1479557A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
