Изобретение относится к прокатному производству и может быть использовано при изготовлении швеллерных, или близких к ним по форме профилей.
Цель изобретения - улучшение качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля.
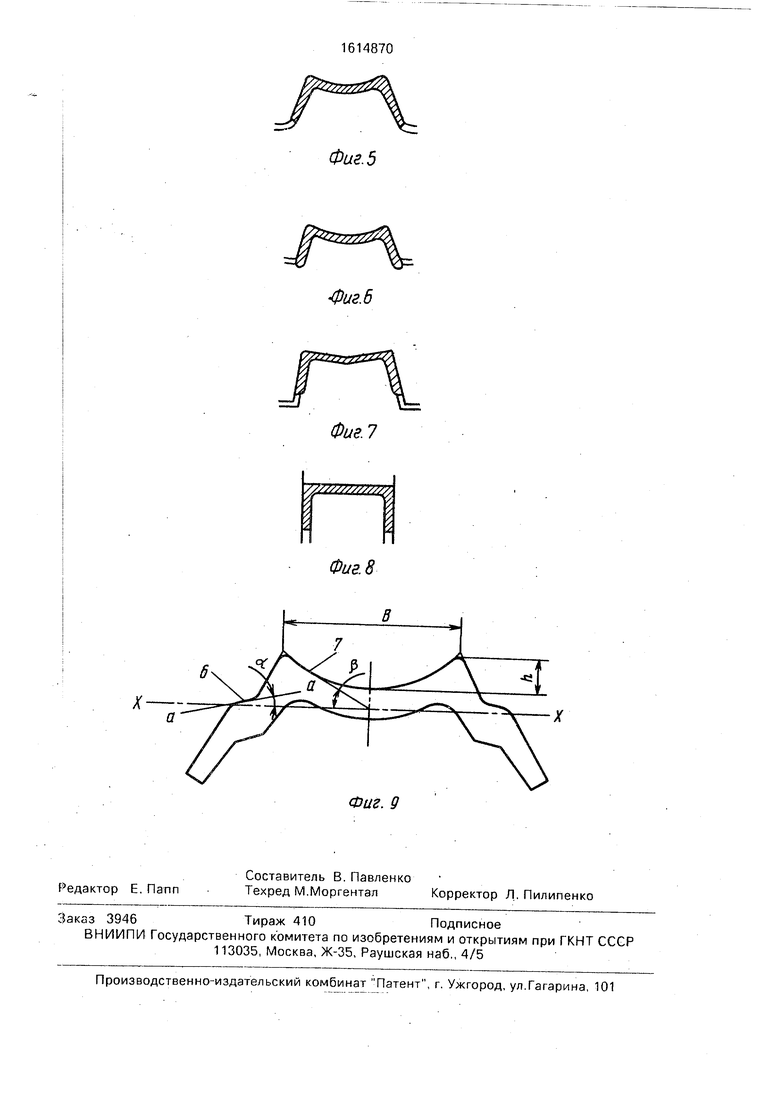
На фиг. 1-5 изображена последовательность прокатки профиля в черновых калибрах; на фиг.6 и 7 - формирование и контроль профиля в предчистовых калибрах; на фиг.8 - формирование профиля в чистовом калибре: на фиг.9 - раскат с двойным знакопеременным перегибом полок.
В процессе прокатки профилей швеллерного типа в черновых проходах раскат 1 после предварительной разрезки формируют развернутым с изогнуть1ми стенкой 2 и полками 3. Полки выполняютс двойным знакопеременным перегибом 4. При этом зону перегиба при прокатке смещают от прохода к проходу в направлении кромок 5 полок. Угол наклона а касательной а-а к точке перегиба 6 относительно горизонтали х-х при формировании сохраняют не превышающим угла наклона убк горизонтали х-х примыкающих к полкам участков 7 стенки. Угол наклона /3 определяется величиной прогиба h стенки и ее проекцией В на горизонталь х-х по следующей зависимости
a arctg /.
Так, например, при прокатке швеллера NS 16 из стали СтЗсп в третьем, четвертом и пятом по ходу прокатки черновых калибрах раскат после разрезки формируют с двойным знакопеременным перегибом полок. Причем в четвертом и пятом проходах смещают зону перегиба к кромкам полок с одповременным интенсивным прямым обжатием последних.
Угол наклона касательной к точке перегиба формируют во всех калибрах равным углу а, определяемому соотношением
Oh
ct arctg- Д
В табл.1 приведены основные параметры раскатов и режимы деформации элементов по проходам при прокатке швеллера N; 16 по предлагаемому способу.
Максимальная величина угла наклона касательной к точке перегиба относительно горизонтали установлена исходя из условия обеспечения эффективного прямого обжатия полок профиля, равного обжатию стенки. При угле наклона касательной к
горизонтали больше arctg-5- не достигао
ется достаточная проработка структуры металла полок по крайней мере идентичная проработке металла стенки, что обуславливает снижение прочностных характеристик полок по сравнению со стенкой на 10-20%.
При уменьшении угла наклона интенсивность проработки структуры металла возрастает и достигает максимума приа- 0.
Формирование чернового раската с двойным знакопеременным перегибом полок обеспечивает интенсивную проработку структуры металла в зонах перегиба благодаря их прямому обжатию при 1/Нср 2-4.
Смещение зоны перегиба от прохода к проходу к кромкам полок позволяет интенсифицировать проработку структуры металла по всей ширине полок.
Сохранение угла а в указанных границах дает возможность эффективно проработать структуру ме.талла полок, При превышении углом а указанного предела.
как показали экспериментальные прокатки швеллера N; 16 на стане 550, интенсивность деформации полок недостаточна и повышения прочностных характеристик металла полок не достигалось.
В табл.2 приведены средние значения механических свойств элементов швеллера № 16 из стали СтЗсп, прокатанных на полупромышленном стане 550 по известному и
предлагаемому способам. Режим обжатий по предлагаемому способу приведен в табл.2.
Согласно данным проведенных испытаний и расчетов предлагаемое изобретение в
сравнении с известным обеспечивает повышение качества профилей швеллерного типа путем повышения их прочностных характеристик на 5-20%,
Формулаиз обретения
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми, стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени
проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным знакопеременным перегибом полок, смещая зону перегиба от прохода к проходу в направлении кромок
полок и сохраняя угол наклона касательной в точке перегиба к горизонтали не более
rjL
а arctg ,
где h - величина прогиба стенки; В - проекция стенки на горизонталь,
Т а б л и ц а 1
Таблица 2

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1997 |
|
RU2111803C1 |
| Способ прокатки швеллеров | 1977 |
|
SU660738A1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 2004 |
|
RU2254178C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении швеллерных или близких к ним по форме профилей. Цель - улучшение качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля. Для этого в процессе получения швеллерных профилей в черновых проходах раскат формируют развернутым с изогнутыми стенкой и полками. Полки выполняют с двойным знакопеременным перегибом. При этом зону перегиба при прокатке смещают от прохода к проходу в направлении кромок полок, а угол наклона касательной в точке перегиба относительно горизонтали не превышает определенного угла, характеризующего степень изогнутости стенки. Улучшение качества проката достигается повышением прочностных свойств металла полок за счет дополнительной проработки сечения полок по всей ширине с определенной степенью деформации. 9 ил., 2 табл.
Фиг.г
Фие.З
Фиг.
Фие.5
-Фиг. 6
Фие.7
//77/7/77777777
Фиг. 8
| Способ прокатки швеллерной стали | 1980 |
|
SU869870A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
