1
(21)4359132/27-02 (22)07.01.88 (46)30.12.90, Бюл. №48
(71)Нижнетагильский металлургический комбинат им. В.И.Ленина
(72)Р.А.Буйглишвили, Ю.В.Дьяченко и В.Д.Егоров
(53)621.771.252.04 (088.8)
(56)Патент США Г 4080801. кл. В21 В 1/12. 1978.
(54)СПОСОБ БУЙГЛИШВИЛИ ПРОКАТКИ БАЛОЧНОЙ ЗАГОТОВКИ НА ОБЖИМНОМ СТАНЕ
(57)Изобретение относится к прокатно.му произведет ;/, в.частности к прокатке фасонных балочных заготовок на обжимных станах. Цель изобретения - повышение надежности и точности задачи в центрирующий калибр сляба, полученного прокаткой из слитка и имеющего расслоение переднего конца, и тем самым повышение стабильности процесса. Прокатка ведется на обжимном стане в центрирующем ребровом калибре 2 и затем в ребровом расширительном калибре, Оба калибра снабжены гребнями, разрезающими торцы заготовок в первом калибре и центрирующими их во втором. Окончательная прокатка проводится с выглаживанием фланцевых поверхностей, например, на гладкой бочке. Центрирующий калибр, помимо уклона стенок у дна калибра 6-10%. выполнен с допол- нительным уклоном стенок у разъемов более 10%. но не превышающим 25%. В этот калибр задают сляб толщиной, равной ширине калибра в месте изменения уклона. Это обеспечивает надежный захват заготовки независимо от формы и расслоения ее конца, т.е. позволяет вести процесс прохат- ки более стабильно. 3 ил.
00
с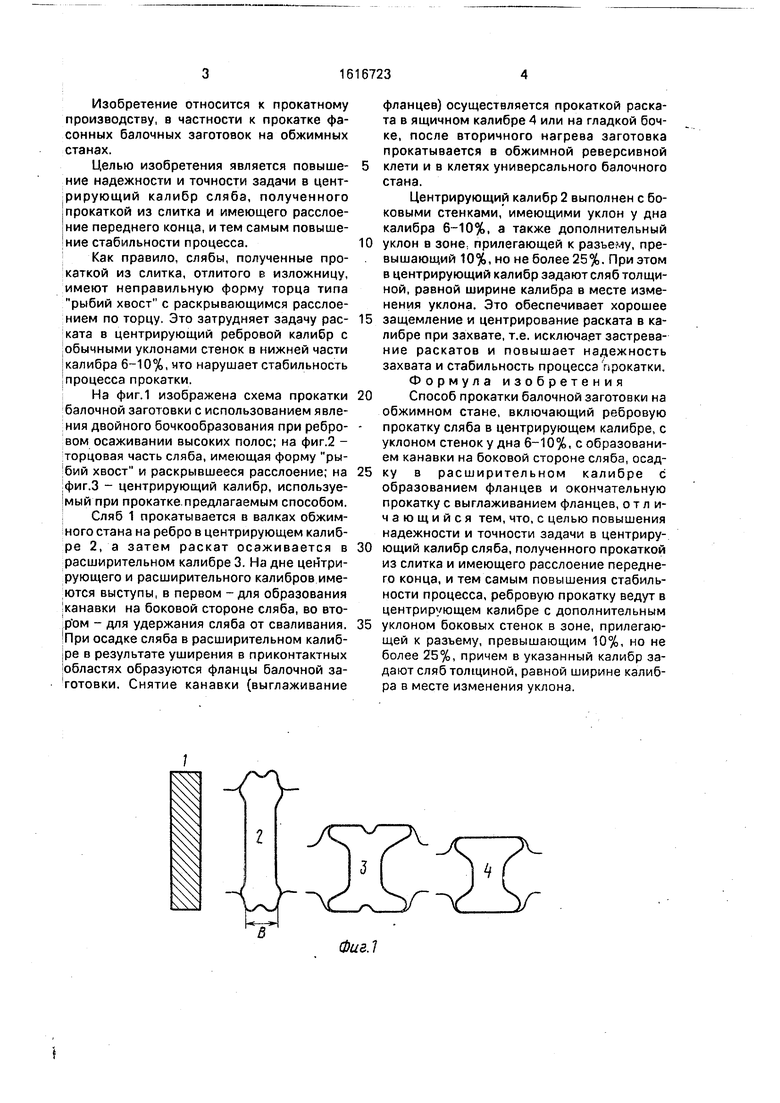
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОКАТКИ НА ОБЖИМНЫХ СТАНАХ | 1997 |
|
RU2128094C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| Способ прокатки слитков и заготовок | 1987 |
|
SU1480906A1 |
Изобретение относится к прокатному производству, в частности к прокатке фасонных балочных заготовок на обжимных станах. Цель изобретения является повышение надежности и точности задачи в центрирующий калибр сляба, полученного прокаткой из слитка и имеющего расслоение переднего конца и тем самым повышение стабильности процесса. Прокатка ведется на обжимном стане в центрирующем ребровом калибре 2 и затем в ребровом расширительном калибре. Оба калибра снабжены гребнями, разрезающими торцы заготовок в первом калибре и центрирующими их во втором. Окончательная прокатка проводится с выглаживанием фланцевых поверхностей, например, на гладкой бочке. Центрирующий калибр помимо уклона стенок у дна калибра 6-10% выполнен с дополнительным уклоном стенок у разъемов более 10%, но не превышающим 25%. В этот калибр задают сляб толщиной, равной ширине калибра в месте изменения уклона. Это обеспечивает надежный захват заготовки независимо от формы и расслоения ее конца, т.е. позволяет вести процесс прокатки более стабильно. 3 ил.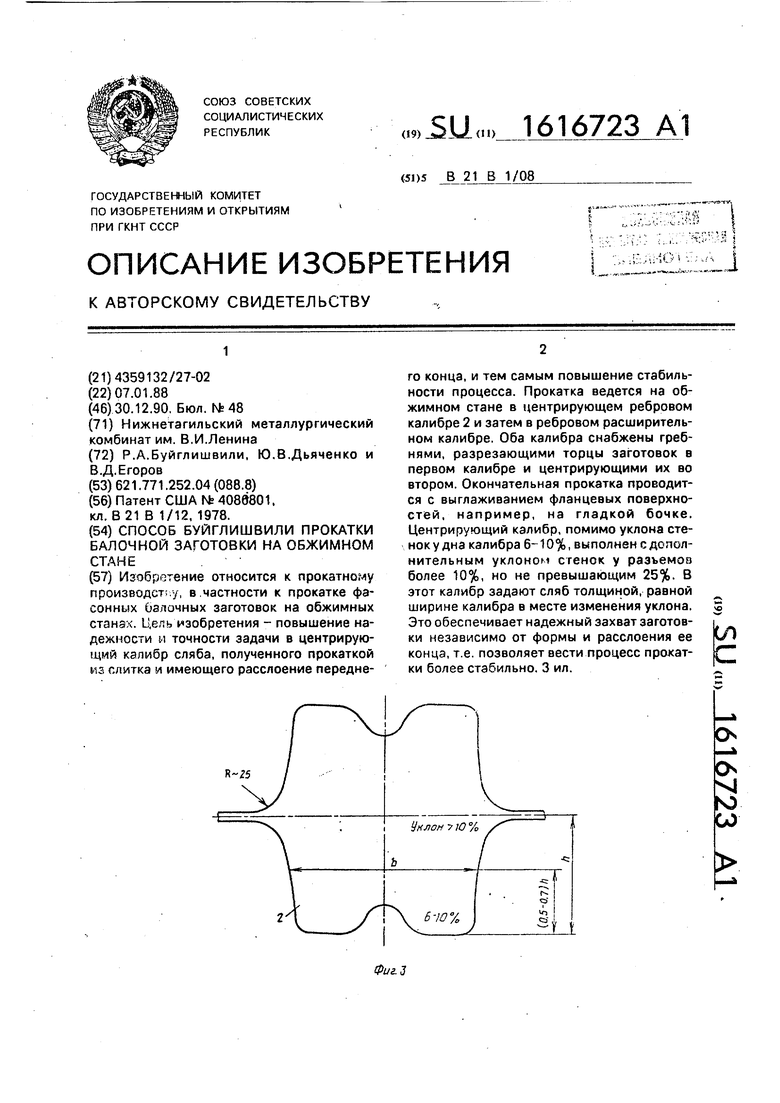
Изобретение относится к прокатному производству, в частности к прокатке фасонных балочных заготовок на обжимных станах.
Целью изобретения является повыше- ние надежности и точности задачи в цент- :рирующий калибр сляба, полученного прокаткой из слитка и имеющего расслоение переднего конца, и тем самым повышение стабильности процесса.
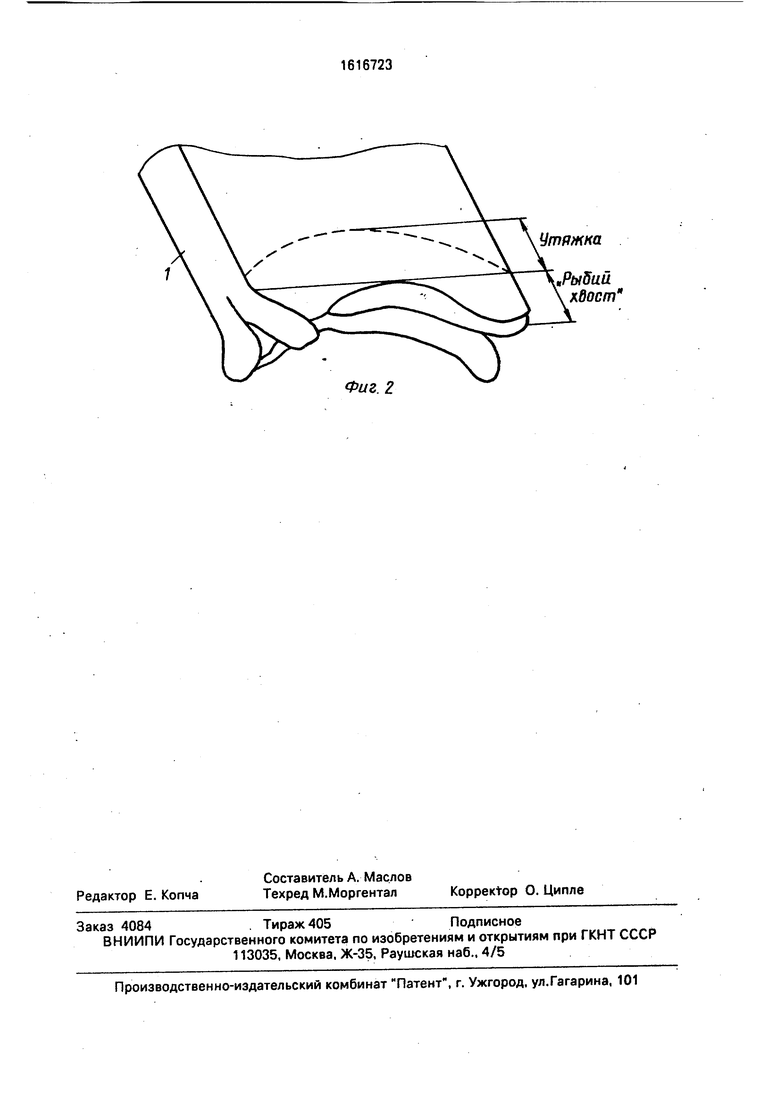
Как правило, слябы, полученные про- каткой из слитка, отлитого в изложницу, имеют неправильную форму торца типа рыбий хвост с раскрывающимся расслоением по торцу. Это затрудняет задачу рас- ката в центрирующий ребровой калибр с обычными уклонами стенок в нижней части калибра 6-10%, нто нарушает стабильность процесса прокатки.
На фиг.1 изображена схема прокатки балочной заготовки с использованием явления двойного бочкообразования при ребро- вом осаживании высоких полос; на фиг.2 - торцовая часть сляба, имеющая форму рыбий хвост и раскрывшееся расслоение; на фиг.З - центрирующий калибр, используемый при прокатке.предлагаемым способом.
Сляб 1 прокатывается в валках обжимного стана на ребро в центрирующем калибре 2, а затем раскат осаживается в расширительном калибре 3. На дне центрирующего и расширительного калибров имеются выступы, в первом -для образования канавки на боковой стороне сляба, во вто- р ом - для удержания сляба от сваливания. При осадке сляба в расширительном калибре в результате уширения в приконтактных областях образуются фланцы балочной заготовки. Снятие канавки (выглаживание
-ГУ
-ч У х 1
kX4
в
Фив.1
фланцев) осуществляется прокаткой раската в ящичном калибре А или на гладкой бочке, после вторичного нагрева заготовка прокатывается в обжимной реверсивной клети и в клетях универсального балочного стана.
Центрирующий калибр 2 выполнен с боковыми стенками, имеющими уклон у дна калибра 6-10%, а также дополнительный уклон в зоне, прилегающей к разъему, превышающий 10%, но не более 25%. При этом в центрирующий калибр задают сляб толщиной, равной ширине калибра в месте изменения уклона. Это обеспечивает хорошее защемление и центрирование раската в калибре при захвате, т.е. исключает застревание раскатов и повышает надежность захвата и стабильность процесса гфокатки. Формула изобретения Способ прокатки балочной заготовки на обжимном стане, включающий ребровую прокатку сляба в центрирующем калибре, с уклоном стенок у дна 6-10%, с образованием канавки на боковой стороне сляба, осадку в расширительном калибре с образованием фланцев и окончательную прокатку с выглаживанием фланцев, отличающийся тем, что, с целью повышения надежности и точности задачи в центрирующий калибр сляба, полученного прокаткой из слитка и имеющего расслоение переднего конца, и тем самым повышения стабильности процесса, ребровую прокатку ведут в центрирующем калибре с дополнительным уклоном боковых стенок в зоне, прилегающей к разъему, превышающим 10%, но не более 25%, причем в указанный калибр задают сляб толщиной, равной ширине калибра в месте изменения уклона.
Фиг. 2
Утяжка
,,Рыбии j(6ocm
